Stránka
7
Stupeň rozdelenia operácie na pracovné prvky závisí od účelu analýzy a požadovanej presnosti výsledkov výskumu. Preto druh výroby výrazne ovplyvňuje mieru rozdelenia prevádzky pri rozdeľovaní mzdových nákladov na jej realizáciu.
Existujú nasledujúce metódy na určenie noriem času:
1. Experimentálno-štatistická - charakterizovaná skutočnosťou, že normy času pre operáciu alebo prácu sú určené ako celok, bez analýzy element po elemente a návrhu optimálnych podmienok, režimov a metód práce. Tento spôsob prideľovania nezabezpečuje vedecky podložený a progresívny charakter noriem, neumožňuje identifikovať existujúce výrobné rezervy a neprispieva k zvyšovaniu produktivity pracovníkov. Experimentálno-štatistická metóda je založená na dvoch metódach: experimentálnej a štatistickej. Experimentálna metóda je založená na skúsenostiach majstra a hodnotiteľa a štatistická metóda je spravidla založená na vykazovaní a štatistických údajoch o skutočnom čase strávenom na podobne vykonávanej práci.
2. Analytická metóda. Pri tejto metóde je časový limit pre operáciu nastavený v nasledujúcom poradí: operácia je rozdelená na jednotlivé prvky; pre každý prvok určiť faktory ovplyvňujúce čas ich implementácie; vypracovať racionálne zloženie prevádzky, postupnosť pracovných a technologických prvkov a potrebné podmienky na ich realizáciu; určiť trvanie jednotlivých prvkov a prevádzky ako celku.
Analytická metóda má dve odrody: analyticko-výskumnú a analyticko-výpočtovú - rozdiel medzi nimi spočíva v spôsobe určovania stráveného času. Pri analytickej výskumnej metóde sa čas strávený na operácii zisťuje na základe merania času stráveného pozorovaním priamo na pracovisku (chronometrické pozorovania, fotografovanie pracovného času, autofotografovanie a pod.). Pri analyticko-výpočtovej metóde sa časové náklady počítajú podľa noriem pre režimy prevádzky zariadenia a času, ako aj podľa vzorcov pre závislosť času od faktorov trvania. Analyticko-výpočtová metóda umožňuje znížiť zložitosť stanovovania noriem, pretože nie sú potrebné pozorovania, ale presnosť noriem pre konkrétne pracovisko je znížená. Na zlepšenie presnosti výpočtov predpisy stanovujú korekčné faktory.
3. Tabuľková alebo zväčšená metóda, keď sa čas na jednotku práce určuje zo špeciálnych tabuliek.
Racionalizácia technologického procesu
Pri prideľovaní práce pracovníkov sa používajú tieto typy noriem nákladov práce: norma času, norma výkonu.
Norma času je rozsah pracovného času, ktorý zamestnanec alebo skupina zamestnancov (najmä kolektív) s primeranou kvalifikáciou v určitých organizačných a technických podmienkach vynaloží na výkon jednotky práce.
Výkonová miera je ustanovené množstvo práce (počet jednotiek výroby), ktoré je zamestnanec alebo skupina zamestnancov (najmä kolektív) primeranej kvalifikácie povinná vykonať za jednotku pracovného času v určitých organizačných a technických podmienkach. .
Existuje inverzný vzťah medzi normou času a normou výstupu, t.j. s poklesom normy času sa norma výstupu zvyšuje. Tieto množstvá sa nemenia v rovnakej miere: rýchlosť výroby sa zvyšuje vo väčšej miere, ako klesá rýchlosť času.
Technicky odôvodnená lehota sa stanovuje na základe komplexnej štúdie a racionalizácie pracovného procesu. Zároveň je zabezpečený optimálny technologický postup pre dané výrobné podmienky, ktorý sa vyznačuje racionálnou štruktúrou, využívaním vyspelých technológií, využívaním nákladovo efektívnych a produktívnych prvkov technologických zariadení (zariadení, nástrojov, prípravkov) a vedecky podložené spôsoby spracovania.
V predmetnom projekte budú operácie technologického procesu normalizované analytickou a výpočtovou metódou, s využitím všeobecných strojárskych noriem pre pomocný čas, pre obsluhu pracoviska a prípravné a záverečné práce vykonávané na kovoobrábacích strojoch pre stredný a veľký rozsah. produkcia (1984).
Normalizačné mapy a technologický postup spracovania dielca sú uvedené v prílohe.
Štruktúra technicky odôvodneného normatívu času Hvr zahŕňa len tie kategórie pracovného času, ktoré sú potrebné na vykonanie danej práce (operácie) za bežných výrobných podmienok. Patria sem: hlavný čas tо, pomocný neprekrývajúci sa plech, čas organizačnej a technickej údržby pracoviska tobl, čas normalizovaných prestávok na odpočinok a osobné potreby trel, prípravný a záverečný čas Tpz:
Technická norma času zahŕňa len časť pomocného času, ktorá nie je pokrytá inými prvkami prevádzky. Pomocný čas v závislosti od konkrétneho obsahu operácie zahŕňa: čas na inštaláciu a odstránenie dielu - Tust; čas spojený s realizáciou technologického prechodu - Ttrans; čas na vykonanie kontrolných meraní s prihliadnutím na koeficient frekvencie merania (v prípade potreby) - Tcontr.
Čas riadenia sa porovnáva s hlavným (strojovým) časom prechodom dlhšieho trvania. Ak je väčší ako strojový čas, potom sa riadiaci čas započítava do pomocného neprekrývajúceho sa času. Ak je riadiaci čas kratší ako hlavný čas, potom sa vzťahuje na pomocné prekrytie.
Súčet hlavného a pomocného neprekrývajúceho sa času pre operáciu tvorí predbežný prevádzkový čas:
![]() .
.
Prípravný a konečný čas sa určuje na základe všeobecných noriem strojárstva v závislosti od typu zariadenia, vybavenia, zložitosti nastavenia, počtu použitých nástrojov atď. Zahŕňa čas na nastavenie zariadenia, čas na prijatie a odovzdanie nástroja.
V rámci úplnej technicky opodstatnenej normy času, tzv. norma kusového času Tsht, ktorá vyjadruje čas strávený výrobou každej jednotlivej výrobnej jednotky. Pozostáva z hlavného času, pomocného času, času na obsluhu pracoviska a prestávok na odpočinok a osobné potreby.
V podmienkach sériovej výroby sa najskôr určí predbežný čas kusu:
Potom sa určí trvanie spracovania dávky dielov v zmenách:
kde - predbežný kusový čas (bez zohľadnenia koeficientu pre pomocný čas KTvn), min;
Technologické normy času v podmienkach malovýroby sú určené výpočtovou a analytickou metódou.
Kusový čas - čas strávený na operácii. Skladá sa z nasledujúcich komponentov (min): T w \u003d T asi + T v + T asi + T za,
kde: T o - technologický (základný) čas vynaložený priamo na spracovanie obrobku, t.j. na zmenu jeho tvaru, rozmerov, vlastností atď.;
T in - pomocný čas strávený na pomocných činnostiach pracovníka, priamo súvisiaci s hlavnou prácou (inštalácia, upevnenie a odstránenie obrobku, ovládanie nádrže, meranie dielu;
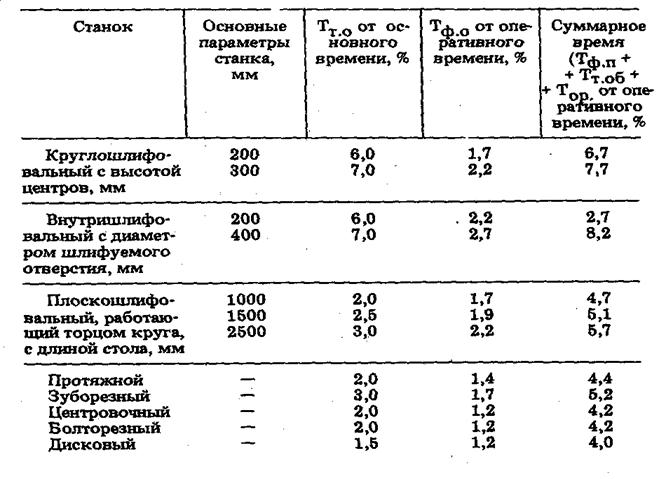
T about - čas údržby pracoviska, vynaložený na starostlivosť o vaše pracovisko, súvisiaci s touto operáciou. Čas údržby pracoviska pozostáva z času organizačnej údržby (prehliadka a skúšanie zariadení, rozmiestnenie a čistenie nástrojov, mazanie, čistenie stroja) a času údržby (regulácia a nastavenie stroja, výmena a nastavenie rezných nástrojov). , orovnávanie brúsnych kotúčov a pod.);
T pruh - čas prestávok v práci, strávený na odpočinku (ak je to potrebné podľa podmienok práce) a prirodzených potrebách. Súčet hlavného a pomocného času sa nazýva prevádzkový čas, je hlavnou zložkou kusového času.
Čas na obsluhu pracoviska a čas prestávok v práci sa zvyčajne berú ako percento prevádzkového času (koeficient K 1 a K 2). V závislosti od charakteru spracovania a rozsahu výroby je čas údržby pracoviska K 1 = 3 ... 8 % a čas prestávok K 2 = 4.. ,9 % prevádzkového času.
V mnohých adresároch berú K 1 + K 2 \u003d 10%. Pri spracovaní sérií dielov sa zavádza pojem kusový čas výpočtu T K, ktorý okrem kusového času obsahuje aj prípravný a konečný čas na jeden diel.
 kde T PZ je prípravný a záverečný čas strávený získaním zákazky, oboznámením sa s prácou, získaním chýbajúcich nástrojov a prípravkov a prekonfigurovaním stroja. V čase kusovej kalkulácie sa tento čas berie za jeden diel, to znamená, že sa vydelí počtom dielov v dávke n.
kde T PZ je prípravný a záverečný čas strávený získaním zákazky, oboznámením sa s prácou, získaním chýbajúcich nástrojov a prípravkov a prekonfigurovaním stroja. V čase kusovej kalkulácie sa tento čas berie za jeden diel, to znamená, že sa vydelí počtom dielov v dávke n.
V podmienkach sériovej výroby sa prípravný-finálny čas T PZ rovná nule (T PZ =0).
Čas výpočtu kusu sa tiež nazýva technická norma času (alebo norma času).
Výrobná rýchlosť (N) predstavuje množstvo produkcie vyrobenej za jednotku času (zmena, hodina). Pri 8-hodinovom pracovnom dni je výkon za zmenu H = 480 / T K.
Hlavné technologický čas:
 ,
,
kde L je vypočítaná dĺžka obrobenej plochy, mm; n-frekvencia otáčania obrobku, ot./min.; s-posuv, mm/ot.
kde l - dĺžka ošetreného povrchu ( l= 35 mm);
 .
.
 ;
;
 .
.
8 Výber a popis použitých nástrojov
Obrábacie stroje a technologické zariadenia zahŕňajú: zariadenia na osádzanie a upevňovanie obrobkov a pracovných nástrojov, zariadenia používané pri montáži výrobkov, kontrole dielov, ako aj zariadenia na uchopenie a premiestňovanie dielov a výrobkov. Podľa stupňa špecializácie sa zariadenia delia na univerzálne, rekonfigurovateľné a špeciálne. Medzi prvé patria zveráky, skľučovadlá, deliace hlavy, otočné stoly atď. Nastaviteľné zariadenia môžu byť zostavené zo sád štandardných dielov a zostáv alebo vybavené vymeniteľnými dielmi. V hromadnej výrobe sa používajú špeciálne zariadenia.
Poloha obrobku počas spracovania je zabezpečená fixáciou v 6 bodoch v závislosti od podmienok spracovania, čo poskytuje úplnú alebo čiastočnú orientáciu obrobku v priestore vzhľadom na rezný nástroj. Počet a umiestnenie podpier, ako aj smer a veľkosť upevňovacích síl musia zabezpečiť stav podkladov od podpier. Ďalšie podpery sú nastaviteľné alebo samonastaviteľné.
Pri výbere schémy inštalácie je potrebné zabezpečiť nasledujúce podmienky: 1. Pred pôsobením upínacích síl musí obrobok zaujať stabilnú polohu.
2. Táto poloha nesmie byť porušená po upevnení, ako aj pod vplyvom síl vznikajúcich pri spracovaní.
V zariadeniach sa používajú ako samobrzdné skrutkové, klinové, excentrické a iné mechanizmy s ručným, pneumatickým alebo hydraulickým pohonom, menej často sa používajú pneumatické, hydraulické alebo pneumohydraulické mechanizmy priameho pôsobenia.
Zariadenia na sústruženie. Spracovanie na sústruhoch sa vykonáva, keď sú diely inštalované v stredoch v skľučovadle, na strmene a na lôžku. Prvá skupina prípravkov zahŕňa tieto prvky: stredy hnacieho zariadenia, pevné podpery, tŕne atď. Do druhej skupiny - kazety a čelné dosky. Tretia skupina zahŕňa špeciálne zariadenia na spracovanie kužeľových, guľových a iných zložitých povrchov. Lunety sa používajú pri spracovaní dlhých častí. Samostrediace trojčeľusťové skľučovadlá a menej často dvojčeľusťové skľučovadlá sú široko používané.
Samouťahovacie skľučovadlá sa vyrábajú s dvoma alebo troma vyhorenými excentrickými čeľusťami, ktoré na začiatku spracovania pôsobením rezných síl upnú obrobok inštalovaný v stredoch stroja a prenášajú naň krútiaci moment z vretena stroja.
So zvýšením rezného momentu sa automaticky zvyšuje krútiaci moment z vretena, prenášaný čeľusťami skľučovadla na obrobok.
Pre pohodlnú inštaláciu obrobku v stredoch sa používajú unášacie skľučovadlá s automatickými otváracími vačkami. Rovnomerné upnutie obrobku všetkými čeľusťami je zabezpečené použitím plávajúcich čeľustí alebo čeľustí s nezávislým pohybom. Samosvorné unášacie skľučovadlá umožňujú nastaviť čeľuste pre rôzne priemery obrobkov v určitom rozsahu. Tieto skľučovadlá sa používajú na centrovanie na multirezných strojoch alebo CNC strojoch pri prenose veľkých krútiacich momentov na obrobok z vretena stroja.
Zariadenia pre vŕtačky. Na presné vedenie nástroja počas spracovania sa používajú prípravné dosky, v ktorých sú nainštalované puzdrá. V stacionárnych prípravkoch, ktoré sa používajú na radiálnych vŕtacích a viacvretenových strojoch, zostáva diel počas spracovania nehybný. Na vŕtanie otvorov umiestnených na rôznych stranách dielca alebo po obvode sa používajú rotačné zariadenia s vertikálnou (točnice, horizontálne (čelné dosky) alebo menej často naklonenou osou otáčania. Na mechanizáciu a automatizáciu sa používajú pneumatické, hydraulické alebo elektrické pohony. Pri práci na vŕtacích strojoch často používajú skalný prípravok. Doska prípravku je upevnená na dvoch stĺpoch a posúvaná pomocou zdvíhacieho mechanizmu. Nastavenie a upnutie dielu, ako aj centrovanie sa vykonáva pri pohybe dosky. Multi -vretenové hlavy sa používajú na spracovanie skupín otvorov.
Na sústružníckych a cylindrických brúskach sú obrobky v závislosti od tvaru a veľkosti inštalované v stredoch alebo v skľučovadle. Jedno centrum sa nachádza vo vretene vreteníka a druhé vo vretene koníka sústruhu alebo brúsky. Kazeta je inštalovaná a upevnená na konci vretena vreteníka stroja. Centrá sú rozdelené do nasledujúcich typov:
1. Pevné normálne a špeciálne;
2. Rotujúce normálne a špeciálne;
3. Plávajúci špeciál;
4. Vlnitý špeciál;
5. Strihajte.
Hnacie zariadenia slúžia na prenos rotačného pohybu (krútiaceho momentu) z vretena stroja na obrobok uložený v stredoch, na tŕni alebo v skľučovadle. Hnacie zariadenia zahŕňajú svorky a hnacie čelné dosky. Pri inštalácii obrobkov, v ktorých je dĺžka vyčnievajúcej časti z kazety 3 ... 15 priemerov alebo viac, sa ako dodatočná podpera používajú stacionárne a pohyblivé pevné podpery.
Technická norma času na výrobu dielu je jedným z hlavných parametrov pre výpočet nákladov na vyrobený diel, počtu výrobných zariadení, miezd pracovníkov a plánovania výroby.
Technický normatív času sa určuje na základe technických možností technologických zariadení, rezných nástrojov, obrábacích strojov a správnej organizácie pracoviska.
Časová norma je jedným z hlavných faktorov pre posúdenie dokonalosti technologického procesu a výber najpokročilejšej možnosti výroby dielu.
Pri veľkosériovej a hromadnej výrobe je celkový čas (min) na operáciu obrábania jedného dielu určený vzorcom
T w \u003d To + T in + T t.o + To.p,
kde T asi - technologický (základný) čas, min; T in - pomocný čas, min; T t.o - čas na údržbu pracoviska, min; T o.p - čas na fyzické potreby (oddych a prirodzené potreby), min.
Technologický čas na spracovanie v niekoľkých prechodoch
To \u003d L p .x i / (n c t s st),
kde L p.x je odhadovaná dĺžka pracovného zdvihu rezného nástroja, t.j. dráha, ktorú prejde rezný nástroj v smere posuvu, mm, je určená vzorcom (30); i je počet pracovných zdvihov rezného nástroja; n st - rýchlosť vretena stroja, prijatá podľa pasu stroja, otáčky za minútu; s st - posuv podľa pasových údajov stroja, mm / ot.
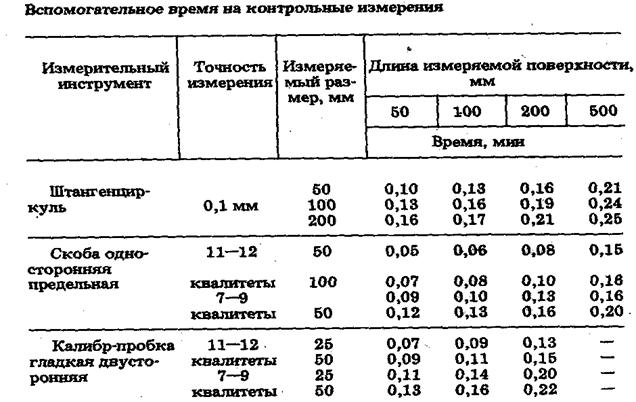
Pomocný čas T pri spracovaní obrobku závisí od stupňa mechanizácie, hmotnosti obrobku a ďalších prvkov vykonávaných pri tejto operácii. Pozostáva z času na inštaláciu a odstránenie časti T úst; čas spojený s prechodovým pruhom T (nastavenie nástroja pozdĺž končatiny, doraz, označenie; predbežné meranie; odoberanie testovacích čipov atď.); čas spojený s prechodom na techniky, ktoré nie sú zahrnuté v komplexoch T per.k. (zmena otáčok vretena stroja, zmena posuvu, otáčanie reznej hlavy a pod.); čas na kontrolné merania T meas, ktorý sa nastavuje podľa normatívnych tabuliek a tabuľky 47 v závislosti od presnosti merania, rozmerov meraných plôch s prihliadnutím na koeficient periodicity. Vzorec na výpočet pomocného času je
T v \u003d (T y c t, + ST pruh + ST pruh.k + ST meas) Komu tv,
kde Komu t in - korekčný faktor pre pomocný čas v závislosti od veľkosti šarže spracovaných produktov (tabuľka 45).
Čas na údržbu pracoviska, vynaložený na montáž, demontáž a výmenu tupých rezných nástrojov, na plnenie brúsnych kotúčov, mazanie a nastavovanie stroja, čistenie triesok počas prevádzky a pod.
T t.o \u003d (To + T c) (a p.o / 100),
kde p.o. - čas na údržbu pracoviska v percentách z prevádzkového času, ktorý sa volí podľa štandardných tabuliek v závislosti od druhu výroby.
Čas na odpočinok a fyzické potreby sú rovnaké
T o.p \u003d (To + T in,) (a tak / 100),
pričom čas na odpočinok a fyzické potreby (v %) k prevádzkovému času, ktorý sa volí podľa normatívnych tabuliek (46).
V sériovej a kusovej výrobe sa ako technická norma času berie čas kusového výpočtu, vzorec na výpočet má tvar
T sh.k \u003d T w + (T pz / n d),
kde T p.z - prípravný a konečný čas vynaložený na prípravu a nastavenie stroja na spracovanie danej šarže dielov, získanie potrebného technologického vybavenia, dokumentácie, ako aj na dodávku spracovaných dielov, dokumentácie a zariadení; n d - počet obrobkov v strane.
Tabuľka 45
Priemerná hodnota korekčných faktorov
Príklad. Určte rýchlosť kusového času pre operáciu hrubého obrábania ozubených kolies. Počiatočné údaje:
Detail - špirálové valcové koleso. Materiál dielu je oceľ 45 GOST 1050-74, s in = 600 N/m. Hmotnosť dielu 6 kg. Vybavenie - stroj na rezanie ozubených kolies 5E32. Zariadenie - tŕň. Chladenie - olej. Modul zubov m = 4 mm. Počet zubov ozubeného kolesa z \u003d 40. Šírka ozubeného venca B v \u003d 40 mm, b d \u003d 30 °.
1. Nainštalujte, upevnite, uvoľnite a vyberte štyri obrobky.
2. Zuby frézy m = 4 mm, z = 40.
Riešenie.
jeden). Vyberáme šnekovú modulárnu frézu s vonkajším priemerom D d \u003d 100 mm, s modulom m \u003d 4 mm podľa GOST 9224-74. Dvojzávitová závitovková fréza, trieda presnosti C. Smer nábehu cievky frézy a zub rezacieho kotúča je rovnaký. Materiál reznej časti závitovkovej frézy je vyrobený z ocele R18 GOST 19256-73. Životnosť nástroja T st = 480 min.
2). Zuby ozubených kolies sú rezané jedným pracovným zdvihom. Hĺbka rezu t p = 9 mm.
Tabuľka 46
Pokračovanie 46
Tabuľka 47
3). Posuv pre dvojcestnú šnekovú frézu volíme podľa štandardných tabuliek: s tabl = 1,2 - 1,4 mm / ot. Opravujeme rýchlosť posuvu, berúc do úvahy korekčný faktor pre tvrdosť oceľového materiálu 45 GOST 1050-88 (K m \u003d 0,9) a uhol sklonu zubov a cievok (K v \u003d 0,8):
s calc \u003d s tabuľkou K m K in \u003d 1,4 ∙ 0,9 ∙ 0,8 \u003d 1,008 mm / ot.
Akceptujeme podľa pasu stroja: s st \u003d 1 mm / rev.
štyri). Rýchlosť rezania volíme podľa tabuľkových noriem:
V tabuľka = 0,7 m/s (42 m/min).
Opravujeme rýchlosť rezania, berúc do úvahy korekčné faktory pre oceľ 45, HB 170 ... 207: K mv \u003d 0,8 a Kb \u003d 0,9.
Vypočítanú rýchlosť rezania určíme podľa vzorca:
V calc \u003d s tabuľka K m v K ŋ \u003d 0,7 0,8 0,9 \u003d 0,5 m/s (30 m/min)
5). Určte rýchlosť závitovkovej frézy:
n fr.calc =  95,51 ot./min
95,51 ot./min
Nastavte frekvenciu otáčania frézy podľa pasu stroja:
n st \u003d 100 ot./min.
6). Skutočná rýchlosť rezania je určená vzorcom:
V d \u003d p × D n × n st / (1 000 × 60) \u003d 3,14 × 100 × 100 / (1 000 × 60) \u003d 0,62 m / s.
7). Dĺžka pracovného zdvihu nástroja v procese spracovania je určená vzorcom:
L r.x \u003d (L pa stred + l 1 + l 2 + l 3) ∙ z 3 \u003d (160 + 2 + 37,2 + 2) ∙ 40 \u003d 8048 mm.
L calc = 40 mm (akceptujte podľa výkresu dielu); 11 = 2 mm; l 3 \u003d 2 mm.
Hodnota prísuvu l 2 je určená vzorcom:
L 2 \u003d (1,1¸1,3) ∙ ![]()
![]() 37,2 mm
37,2 mm
kde h je hĺbka zubovej dutiny mm, h = t. (h = 2,25 m = 2,25 × 4 = 9 mm.)
V súvislosti so súčasným spracovaním štyroch ozubených kolies je potrebné zväčšiť L calc 4-krát (L calc = 40 × 4 = 160 mm).
osem). Hlavný (technologický) čas na spracovanie zubov štyroch ozubených kolies je určený vzorcom:
T o = 
Pre jeden prerezaný prevod bude hlavný čas:
Do \u003d 40,24 / 4 \u003d 10,06 min.
9). Pomocný čas pre operáciu Tin je určený štandardnými tabuľkami. Pomocný čas inštalácie dielca na tŕň s hmotnosťou do 5 kg je: T set = 0,7 min. Dodatočný pomocný čas pre každú ďalšiu montáž dielu T ext na tŕň bude: T ext = 0,26 min.
T in \u003d 0,7 + 0,26 \u003d 0,96 min.
Čas na kontrolné merania nie je zahrnutý v pomocnej časovej norme, pretože sa prekrýva s hlavným časom.
desať). Čas na údržbu pracoviska na rezanie ozubených kolies sa určuje ako percento hlavného času, kde a t o \u003d 3%:
T tak = T o a t.o. /100 = 10,06 × 3/100 = 0,3 min.
jedenásť). Čas na odpočinok a prirodzené potreby pracovníka sa určujú (v %) z prevádzkového času, pričom ex \u003d 4 %:
T ex =  = 0,44 min.
= 0,44 min.
12. Kusový čas na výrobu jedného dielu bude:
T ks \u003d To + T in + T t.o + T ex \u003d 10,06 + 0,96 + 0,3 + 0,44 \u003d 11,76 min.
Dodacia lehota pre hromadnú výrobu nie je definovaná.
12.Technické a ekonomické porovnanie možností
prepis
1 Ministerstvo školstva a vedy Ruskej federácie Štátna technická univerzita v Saratove TECHNICKÝ PREDPIS OBRÁBACÍCH OPERÁCIÍ Smernice pre laboratórne práce v odbore "Základy strojárskej technológie" pre študentov špecializácie Strojárska technológia denné, večerné a diaľkové štúdium Schválené redakčnou a vydavateľskou radou Saratovskej štátnej technickej univerzity Saratov 2012
2 Účelom práce je určiť normu času obrábania dielov na univerzálnom sústruhu pre podmienky hromadnej výroby. 2 ZÁKLADNÉ POJMY Pod technickou normou času treba rozumieť ustanovenú normu času na výkon určitej práce / v minútach / pre konkrétne organizačné a technické podmienky. Norma času v podmienkach kusovej a hromadnej výroby je určená kusovým časom: T T T T T T. kde T ks T m T vsp T obs T otd, (3) T m hlavný čas, min; T pomocný pomocný čas, min; T obs čas údržby pracoviska, min; T otd čas odpočinku a prestávok v práci, min; T pz prípravný a záverečný čas, min; n je počet častí v šarži. Hlavný (strojový) čas je čas, za ktorý sa odoberajú triesky a mení sa tvar, veľkosť a kvalita povrchu obrobku alebo polotovaru. Tento proces spravidla vykonáva iba stroj bez priamej účasti pracovníka. Pre sústruh je strojný (hlavný) čas určený vzorcom: l1 l2 l l1 l2 l T m i i, (4) n S S min kde l je dĺžka povrchu obrobku, mm; l 1 dĺžka rezu, mm; l 2 dĺžka nábehu frézy, mm; n otáčky vretena, otáčky za minútu; S posuv na otáčku, mm/min; S min minútový posuv, mm/min; I počet prechodov (zvyčajne i = 1-5) / Pre iné typy spracovania sú výpočtové vzorce uvedené v referenčnej literatúre. technické oddelenie organizácie
3 Pomocný čas sa vynakladá na činnosti, ktoré zabezpečujú výkon hlavnej práce a zahŕňa: čas na inštaláciu, upevnenie a odstránenie dielu, na ovládanie stroja: spustenie a zastavenie, zmenu otáčok vretena a posuvu atď., čas na rýchle priblíženie a stiahnutie rezného nástroja do pôvodnej polohy, čas na kontrolné merania parametrov presnosti a drsnosti obrobeného povrchu. V podmienkach hromadnej a veľkosériovej výroby sa pomocný čas určuje metódami. Napríklad zapnite otáčanie vretena, nainštalujte diel, upevnite diel atď. V podmienkach sériovej výroby je pomocný čas určený 3 štandardnými komplexmi: čas na inštaláciu a odstránenie dielu; čas spojený s prechodom (priniesť nástroj, zapnúť posuv, vypnúť stroj atď.); čas na kontrolné merania. Pomocný čas sa určuje pomocou noriem alebo na základe načasovania. Čas údržby pracoviska vynakladá zhotoviteľ na udržiavanie technologických zariadení v prevádzkyschopnom stave a starostlivosť o ne a pracovisko. V podmienkach hromadnej výroby, strojových a automatizovaných prevádzok sa čas údržby pracoviska delí na čas technickej údržby a čas organizačnej údržby. Čas údržby T je čas strávený starostlivosťou o pracovisko (zariadenie) počas tejto konkrétnej práce: výmena tupých nástrojov, nastavovanie nástrojov a nastavovanie zariadení počas prevádzky, zametanie triesok atď. Čas údržby sa určuje v % hlavného času: T tých % T mach. (5) Čas organizačnej údržby Vyjednávací čas na údržbu pracoviska počas pracovnej zmeny: čas na rozloženie a čistenie náradia na začiatku a na konci zmeny, čas na kontrolu a testovanie zariadenia, čas na jeho mazanie a čistenie a pod. Čas organizačnej služby sa určuje v % prevádzkového času: T %. (6) org T op Číselné hodnoty percent sú uvedené v referenčnej literatúre alebo sú určené na základe fotografie pracovného dňa. Čas odpočinku a prestávok v práci sa zavádza do normy času pri vykonávaní fyzicky náročnej (hmotnosť nad 10 kg) alebo monotónnej a namáhavej práci. Okrem toho táto štruktúra času zahŕňa čas na fyzické potreby človeka. Tento čas je určený v 3
if ($this->show_pages_images && $page_num doc["images_node_id"]) ( pokračovať; ) // $snip = Library::get_smart_snippet($text, DocShare_Docs::CHARS_LIMIT_PAGE_IMAGE_TITLE); $snips = Knižnica::get_text_chunks($text, 4); ?>4 percentá prevádzkového času podľa adresára alebo na základe fotografie pracovného dňa. T otd % T op. (7) Prípravno-záverečný čas je časový interval strávený prípravou vykonávateľa a prostriedkov technologického zariadenia na výkon technologickej operácie a ich uvedením do poriadku po skončení zmeny. Tento čas sa určuje podľa noriem vypracovaných na základe fotografie pracovného dňa a je stanovený pre dávku dielov. Zahŕňa: získanie materiálu, nástrojov, prípravkov, technologickej dokumentácie a pracovných príkazov; oboznámenie sa s výkresovou, technologickou dokumentáciou; inštalácia nástrojov, prípravkov, nastavenie zariadenia pre príslušný režim prevádzky; odstránenie prípravkov a nástrojov po dokončení práce; dodávka hotových výrobkov, zvyškov materiálu, prípravkov, nástrojov, technologickej dokumentácie a zákaziek. Norma prevádzkového času T op je norma času na vykonanie technologickej operácie, pozostávajúca zo súčtu noriem hlavného a neprekrývajúceho sa pomocného času, t.j. T T T. (8) 4 op mash ČASOVANIE PRACOVNÉHO ČASU Časovanie je metóda skúmania nákladov na pracovný čas na vykonávanie opakujúcich sa ručných a strojovo-ručných prvkov pracovných operácií meraním ich trvania a následnou analýzou podmienok ich vykonávania. . Účelom časovania pri obrábaní je stanoviť normálne trvanie noriem pre pomocný čas, čas údržby, prípravný a konečný čas, čas odpočinku a prestávky v práci. Časovanie pozostáva z nasledujúcich etáp: 1. Príprava na časovanie. 2. Vykonávanie pozorovaní. 3. Spracovanie a analýza pozorovacích materiálov. 4. Výber najracionálnejších prvkov a výpočet normálneho trvania pracovných prvkov. Príprava na načasovanie zahŕňa: rozdelenie skúmanej operácie alebo konštrukčného komponentu na techniky alebo súbory techník (zapnutie stroja, inštalácia a odstránenie dielu atď.); vsp
5 nastaviť začiatok a koniec každého triku alebo súboru trikov pomocou upevňovacích bodov; v závislosti od typu výroby a celkovej doby trvania operácie, nastaviť podľa adj. 1 potrebný počet meraní pri vykonávaní chronometrického pozorovania /hodnota časového radu/. Pozorovania Meranie času sa zvyčajne vykonáva uprostred zmeny, keď pracovník vstúpil do pracovného rytmu, po spracovaní asi tretiny detailov denného výstupu. Meranie je možné vykonať dvoma spôsobmi: samostatnými (selektívnymi) viacnásobnými výmenami jednotlivých prvkov alebo konštrukčných komponentov; celkové merania všetkých študovaných prvkov pracovného postupu. Meranie sa vykonáva pomocou stopiek. Stopky sa spúšťajú a zastavujú v pevných bodoch. Spracovanie a analýza pozorovacích materiálov. Každý časový rad je analyzovaný s cieľom identifikovať chybné merania, ktoré sa líšia v nadhodnotených alebo podhodnotených hodnotách. Po odstránení chybných meraní sa zvyšný časový rad skontroluje na skutočný faktor stability časového radu. To f T max /T min, (9) kde T max je maximálna hodnota trvania prvku; T min je minimálna hodnota trvania. Získaná hodnota K f sa porovná s jej normálnou hodnotou (príloha 2). Ak vypočítaná hodnota Kf prekročí štandardnú hodnotu, merania sa musia zopakovať. FOTOGRAFOVANIE DŇA PRÁCE Fotografovanie pracovného času je jednou z metód štúdia pracovného procesu priebežným sledovaním a meraním všetkých jeho nákladov počas celej pracovnej zmeny. Vyrába sa s cieľom identifikovať rezervy na zvýšenie produktivity. Fotografia môže byť: individuálna; skupina; autofotografiu. Na pozorovanie jednotlivého účinkujúceho slúži individuálna fotografia pracovného času. V zozname pozorovaní sa od začiatku pozorovania zaznamenáva obsah nákladov, čas ich skončenia 5
6 a počet výrobkov / operácií / vyrobených za určité doby prevádzky, ktoré sú z akéhokoľvek dôvodu prerušené. Všetky náklady musia byť diferencované v súlade s prijatou klasifikáciou nákladov na pracovný čas. Spracovanie výsledkov pozorovania zahŕňa určenie dĺžky trvania každého vynaloženého pracovného času, indexáciu nákladov (ich zaradenie do príslušnej kategórie), zostavenie skutočnej a predpokladanej bilancie a určenie charakteristík využívania pracovného času. Údaje o pozorovaniach a spracovaní fotografií pracovného dňa sú uvedené v špeciálnych formulároch, ktoré sú typické pre všetky podniky. Spracovanie individuálnej fotografie pracovného času je ukončené vypracovaním organizačno-technických opatrení na elimináciu strát pracovného času. Skupinová fotografia, keď sa monitorovanie vykonáva súčasne pre skupinu pracovníkov. Autofotografovanie, keď zamestnanec bez toho, aby bol vyrušený z hlavnej práce, označí začiatok, koniec a dôvod prestojov v špeciálnej autofotografickej karte. Táto metóda pri určitej predbežnej príprave umožňuje pokryť pozorovaním takmer všetky pracoviská a v krátkom čase získať informácie o hlavných stratách pracovného času na každom pracovisku. 6 POSTUP VYKONÁVANIA PRÁCE 1. Súčiastku opracujte na sústruhu podľa daného náčrtu v súlade s daným variantom podľa tabuľky pozostávajúcej z 2 alebo 3 prechodov (tabuľka): odrežte čelnú plochu na veľkosť L 1; otočte D na dĺžku L; vŕtať d na dĺžku l. Možnosti obrábania dielu p/n D D 1 L L 1 d l Veľkosť dávky V závislosti od typu nástrojového materiálu frézy a materiálu obrobku zvoľte rezné podmienky podľa referenčnej literatúry.
7 3. Vypočítajte dĺžku pohybu rezných nástrojov (berúc do úvahy ponor a prebeh) pre každý technologický prechod. 4. Určte hlavný (strojový) čas na spracovanie dielu. 5. Vykonajte načasovanie pomocného času pre operáciu, pri ktorej: rozdeľte pomocný čas na recepcie; kombinovať techniky do štandardných komplexov, fixovať začiatok a koniec každého komplexu; podľa počiatočného a konečného príjmu v typickom komplexe určiť počiatočné (NFZH) a konečné (CFT) fixačné body, ale tak, aby nedošlo k vynechaniu jediného pohybu pracovníka, t.j. konečný fixačný bod jedného komplexu bol začiatočným bodom ďalšieho, napr. CFT 2 = NFT 1. určiť adj. 2 požadovaný počet pozorovaní; robiť pozorovania; vyplňte pozorovací hárok (príloha 4); spracovať prijaté údaje; určte faktor stability časového radu podľa vzorca (9) a porovnajte ho s normálnym podľa adj. 2; v prípade potreby zopakujte merania. 6. Podľa príručky normalizátora pre podmienky sériovej výroby určte konštrukčné zložky časovej normy: T obl, T otd, T pz. 7. Vypočítajte normu času T ks na celú operáciu. 8. Odfoťte pracovný čas spracovania jedného dielu. 9. Porovnajte vypočítané údaje T ks s časom určeným fotografiou pracovného postupu. 10. Vypracujte protokol o práci. PRACOVNÁ SPRÁVA 1. Stručná teoretická časť. 2. Náčrt spracovania dielca s tabuľkou rezných podmienok pre každý technologický prechod (príloha 3). 3. Zoznam pomocných časových techník a ich kombinovanie do typických komplexov s fixačnými bodmi NFT a CFT. 4. Výpočty noriem času a vyplnený pozorovací hárok. SAMOKONTROLNÉ OTÁZKY 1. Štruktúra technická normačas. Vymenovanie konštrukčných prvkov. 2. Metódy určovania konštrukčných komponentov. 3. Metodika načasovania. 7
8 4. Fotografovanie pracovného času, jeho účel a ciele. Metódy fotografovania. 5. Znaky technickej regulácie prevádzok v rôznych typoch výroby. ZOZNAM POUŽITÝCH ZDROJOV 1. Spracovanie kovov rezaním: príručka technológa / vyd. A.A. Panov. M.: Mashinostroenie, s. 2. Príručka hodnotiteľa / vyd. A.V. Akhulov. L.: Mashinostroenie, s. 3. Referenčný technológ-konštruktér stroja / Ed. A.G. Košiľová a R.K. Meshcheryakova. M.: Mashinostroenie, s. 4. Príručka obrábača kovov. T.4. / Ed. M.P. Novikov a P.N. Orlov. M.: Mashinostroenie, s. 5. Všeobecné inžinierske časové normy. Masová výroba. M.: Mashinostroenie, s. osem
9 Príloha 1 Počet pozorovaní počas merania času Počet meraní s trvaním Trvanie Typ operácie v min. operácie do 0, Hmotnosť 0,1-0, /prietok/ nad 0, Veľkorozmerné do 0,1 0,1-0,3 nad 0,3 stabilita časových radov min. strojová práca ručná práca Hromadná / radová / veľkorozmerná do 0,1 0,1-0,3 nad 0,3 do 0,1 0,1-0,3 1,5 1,3 1,2 1,8 1,5 2,0 1,7 1,5 nad 0,3 1,3 Sériová - 1,7 -2.0. 1. Strojová práca zahŕňa operácie vykonávané na obrábacích strojoch, lisoch, kladivách atď. 2. Pre prvky hlavného času, vykonávané na strojoch na rezanie kovov s automatickým posuvom, by faktor stability nemal byť väčší ako 1,1 pre všetky typy výroby. prechody Rezné podmienky a časové limity pre operáciu sústruženia Názov prechodu D, mm L, mm t, mm S, mm/ot V, m/min 2,5 2,0 1,7 Príloha 3 n, otáčky T m, min Poznámka: D je priemer spracovania ; L dĺžka spracovania; t hĺbka rezu; S posuv na otáčku; n otáčky vretena; rýchlosť rezania V; T m strojového času. 9
10 Príloha 4 Hárok pozorovaní Názov prijímacích komplexov Pevné body pozorovaní 1 2. n Čas pozorovania Celkové trvanie Priemerné trvanie Koeficient stability noriem. skutočnosť. Norma času pre pomocný komplex 10
11 TECHNICKÝ PREDPIS OBRÁBACÍCH OPERÁCIÍ Smernice pre laboratórne práce Zostavila: NASAD Tatyana Gennadievna KOZLOV Gennadij Alexandrovič Recenzent: I.A. Maslyakova redaktor K.A. Kulagina Rozloženie počítača Yu.L. Zhupilova Podpísané pre tlač Formát /16 Papier. offset. Konv. rúra l. 0,69 (0,75) l. 0.6 Náklad 100 kópií. Objednávka 193 Free Saratov State Technical University, Saratov, Politechnicheskaya ul., 77 Vytlačené vo Vydavateľstve SSTU, Saratov, st. Polytechnika, 77 Tel.
12 12
REGULÁCIA PRÁCE. ČASOVÁ OSA Elena Alekseeva, docentka Moskovskej štátnej technickej univerzity. N.E. Bauman Nadezhda Ivanova, kandidátka ekonómie, docentka Moskovskej štátnej technickej univerzity. N.E. Bauman Stanovenie času stráveného na vykonanej práci prídelovou prácou
TÉMA: METÓDY ŠTÚDIA NÁKLADOV PRACOVNÉHO ČASU Metódy štúdia nákladov pracovného času Ciele výskumu pracovné procesy: určenie skutočného času stráveného vykonávaním základných operácií (práca
MDT 2151 Metódy štúdia nákladov na pracovný čas D. I. Dolgov (PhD, docent Katedry manažmentu a ekonomiky vzdelávania, MordGPI pomenovaný po M. E. Evseviev, Saransk), 89053783787, E-mail: [e-mail chránený]
MINISTERSTVO ŠKOLSTVA A VEDY RUSKEJ FEDERÁCIE FEDERÁLNA AGENTÚRA PRE ŠKOLSTVO Štátna vzdelávacia inštitúcia vyššieho odborného vzdelávania "Štát Orenburg
Federálna agentúra pre železničnú dopravu Ural Štátna univerzita komunikačných prostriedkov Odbor "Ekonomika dopravy" T. S. Malá Organizácia a plánovanie výroby Metodický
106 PERSONÁL A. N. Dubonosová, zástupkyňa vedúceho PEO PRACOVNÝ PREDPIS: REGULÁCIA PRACOVNÉHO ČASU HLAVNÝCH VÝROBNÝCH PRACOVNÍKOV Hlavné témy Prídelový systém, jeho hlavné úlohy Štruktúra robotníka
STREDNÉ ODBORNÉ VZDELÁVANIE Kovalchuk L.P. METODICKÁ POMÔCKA NA VÝKON PRAKTICKÝCH PRÁC Z ODBORU „TECHNICKÝ PREDPIS“ PRE ŠTUDENTOV ŠPECIALITY 151001 Recenzenti: Riaditeľ
Orientačný výpočet personálneho obsadenia štruktúrnej jednotky účtovníctva I. Všeobecná časť 1. Štandardy sú vypracované na základe: usmernenia o vývoji systémov prídelu práce v štáte
M I N I S T E R S T O E D U R A O V A N I A I A N A U K I R O S S I O Y F E D E R A T I N Á FEDERÁLNA ŠTÁTNA Autonómna VZDELÁVACIA INŠTITÚCIA VYSOKÉHO ODBORNÉHO VZDELÁVANIA „Národná
MDT 658,58; 658,523 N.S. Maslyakov, doktorand, Školiteľ: M. S. Ostrovskij, doktor technických vied, profesor Moskovskej štátnej banskej univerzity E-mail: [e-mail chránený] Výhody univerzálnych strojov,
Dokument poskytol ConsultantPlus "Rationing and odmeňovanie v priemysle", 2011, N 5 NAJLEPŠIE SKÚSENOSTI PRACOVNEJ REGULÁCIE V STROJÍRENSKÝCH PODNIKOCH Moderná teória a pokročilé
Obsah ÚVOD ... 4 1 ORGANIZÁCIA PRÁCE NA PRACOVISKU ... 5 1.1 Všeobecná charakteristika pracoviska a pracovné podmienky ... 5 1.2 Stručný popis výrobného zariadenia a charakteristika technologického
Systém SPRUT-TP je určený na informačnú podporu procesu technického návrhu a automatizáciu vývoja technologických procesov vrátane tvorby technickej dokumentácie: od r.
MINISTERSTVO ŠKOLSTVA A VEDY RUSKEJ FEDERÁCIE Federálna štátna rozpočtová vzdelávacia inštitúcia vyššieho odborného vzdelávania „NÁRODNÝ VÝSKUM TOMSK POLYTECHNICAL
PROGRAM ÚVODNÝCH SKÚŠOK na predmet "TECHNOLÓGIA INŽINIERSKE" Úvod Ciele, ciele, predmet disciplíny, jej úloha a vzťah k iným disciplínam. Hodnota disciplíny v tréningovom systéme
Pojem „sociálne trhové hospodárstvo“ obsahuje tieto ustanovenia: 1) štátna regulácia vo všetkých sférach riadenia; 2) zodpovednosť každého zamestnanca za výsledky výkonu
MINISTERSTVO ŠKOLSTVA A VEDY RUSKEJ FEDERÁCIE ŠTÁTNA VZDELÁVACIA INŠTITÚCIA VYSOKÉHO ODBORNÉHO VZDELÁVANIA „ŠTÁTNA LETECKÁ UNIVERZITA SAMARA pomenovaná po akademikovi S.P. KRÁĽOVNÁ
Ministerstvo školstva a vedy Ruskej federácie Štátna technická univerzita v Saratove CAD T-FLEX CAD 10 STAVBA A ÚPRAVA 2D KRESLENIA
MINISTERSTVO ŠKOLSTVA A VEDY RUSKEJ FEDERÁCIE NÁRODNÝ VÝSKUMNÝ UNIVERZITA INFORMAČNÝCH TECHNOLÓGIÍ, MECHANIKY A OPTIKY NÁRODNÝ VÝSKUMNÝ UNIVERZITA V NÁRODNOM NÁRODNOM NÁRODE V NÁRODNOM NÁRODNOM ŠTÁTE V NÁRODNOM ŠTÁTE V NÁRODNOM ŠKOLSTVE RUSKEJ FEDERÁCIE NÁRODNÁ VÝSKUMNÁ UNIVERZITA VEDY RUSKEJ FEDERÁCIE INFORMAČNÝCH TECHNOLÓGIÍ, MECHANIKY A OPTIKY ÚSTAV CHLADU A BIOTECHNOLÓGIÍ L.V. Minčenko
Téma 5. MNOHONÁSTROJOVÉ SPRACOVANIE VÝROBKOV Účelom je preštudovať technologické možnosti viacnástrojového spracovania na revolverovom sústruhu, hlavné komponenty stroja a ich účel; akvizície
MINISTERSTVO ŠKOLSTVA A VEDY RUSKEJ FEDERÁCIE Federálna rozpočtová štátna vzdelávacia inštitúcia vyššieho odborného vzdelávania "ŠTÁTNA TECHNICKÁ UNIVERZITA UĽANOVSK"
Federálna agentúra pre vzdelávanie Štátna vzdelávacia inštitúcia vyššieho odborného vzdelávania Ivanovo Štátna chemicko-technologická univerzita PRAKIKUM podľa odboru
[ E[M]ECONOMY ] znamená: Ušetrite čas, peniaze a priestor! MAXXMILL 500 5-osové vertikálne frézovacie obrábacie centrum MAXXMILL 500 MAXXMILL 500 JE VERTIKÁLNE FRÉZOVANIE
Variant 1 „Prídelové systémy a mzdy v podniku“ Úvod 1. Teoretická časť 1. Pracovné normy, metódy ich tvorby, štúdium, analýza 1.1. Racionalizácia práce a jej druhy 1.2. Pracovná doba univerzálna
METODIKA VYPRACOVANIA NORMY Účel testu: naučiť študentov metodiku štandardizácie cvičení v požiarnom výcviku. Na dosiahnutie cieľa musí žiak absolvovať a
ŠTÁTNA VZDELÁVACIA INŠTITÚCIA VYSOKÉHO ODBORNÉHO VZDELÁVANIA "ŠTÁTNA LETECKÁ UNIVERZITA SAMARA pomenovaná po akademikovi S. P. KOROLEVOVI" NÁVRH TECHNOLOGICKÝCH PROCESOV
MINISTERSTVO POĽNOHOSPODÁRSTVA A STRAVOVANIA BIELORUSKEJ REPUBLIKY HLAVNÝ ODBOR ŠKOLSTVA, VEDY A PERSONÁLNEHO VZDELÁVACIEHO INŠTITÚCIE "BIELORUSKÁ ŠTÁTNA POĽNOHOSPODÁRSKA AKADÉMIA" Odd.
B A C A L A V R I A T V.P. Pashuto Organizácia, regulácia a odmeňovanie práce v podniku vzdelávací a praktický manuál KnorS Moskva 2017 MDT 331(075.8) LBC 65.24ya73 P22 Recenzenti: V.I. Demidov, hlava
1. Skrutkovací sústruh 16K20. otáčanie vretena. Nakreslite blokovú schému stroja pri použití vodiacej skrutky. 2. Skontrolujte návrh podľa priloženého výkresu. 3. Aké sú spôsoby tvarovania
UDC 62191302: 6219025 STANOVENIE RACIONÁLNYCH REZNÝCH PODMIENOK PRI FRÉZOVANÍ OZUBENÝCH SÚSTROJOV S NEZOZUBENÝMI ČERNOVÝMI FRÉZAMI VA Khomenko, PO Cherdantsev, AO Cherdantsev Technika na určenie racionálneho
Ruská štátna knižnica Racionalizácia práce v knižnici Metodické odporúčania Moskva "Pashkov Dom" 2013 "-7T 1osUDarstpb" ntgg77 ~ u;.1,;ac ~ vedecká knižnica """ Krasnojarského územia M ^ 1US [_
2 PALETOVÉ HORIZONTÁLNE OBRÁBACIE CENTRUM H3 TECHNICKÉ ŠPECIFIKÁCIE TECHNICKÉ ŠPECIFIKÁCIE VYBAVENIE Posuv osi X, mm 460 Zdvih osi Y, mm 350 Zdvih osi Z, mm
MINISTERSTVO ŠKOLSTVA A VEDY RUSKEJ FEDERÁCIE FGBOU VPO URAL ŠTÁTNA LESNÁ TECHNICKÁ UNIVERZITA Katedra obrábacích strojov a nástrojov I.T. Glebov VYBAVENIE PRIEMYSLU Kontrola presnosti hrúbkovacieho stroja
MINISTERSTVO VŠEOBECNÉHO A ODBORNÉHO ŠKOLSTVA KRAJA SVERDLOVSK
2013 VEDECKÝ SPRAVODAJ MSTU GA 190 STEPANENKO Článok predniesol doktor ekonomických vied profesor Artamonov
Zadanie kontrolnej práce Podľa možností je potrebné vyriešiť nasledovné úlohy: 1. Určiť pracnosť na jednotku výrobku, ak objem výroby bol .. ks. Všeobecné mzdové náklady. os.
PRAX ORGANIZÁCIE PRÁCE 13 MDT 349,22 AUDIT SYSTÉMU PRACOVNEJ REGULÁCIE V PODNIKU AL Žukov, doktor ekonómie. vied, profesor Akadémie práce a sociálnych vzťahov, e-mail: [e-mail chránený]
1. Ciele a ciele disciplíny 1.1. Účel, ciele disciplíny, jej miesto v príprave bakalára, špecialistu (s prihliadnutím na požiadavky federálnych štátnych vzdelávacích štandardov) Účelom štúdia disciplíny je naučiť študentov prijímať vedecky podložené
A.A. Nosenko METODICKÉ POKYNY K ŠTÚDIU UKONČITEĽNOSTI SOFTVÉROVÝCH NÁSTROJOV (PS) (Vykonané v súlade s metodikou V.A. Palitsyna "Štúdia realizovateľnosti absolventských projektov",
OTVORENÁ AKCIOVÁ SPOLOČNOSŤ "FEDERÁLNA GRID SPOLOČNOSŤ JEDNOTNÉHO ENERGETICKÉHO SYSTÉMU" ORGANIZÁCIA STANDARD JSC FGC UES STO 56947007-29.240.128-2012 Pokyny pre vývoj a uvedenie do prevádzky
Operátor obrábacích strojov s programovým riadením (SPU) Čo robí „Operátor SPU“? Pracuje na moderných obrábacích strojoch s programovým riadením - Zloží partprogram na počítači - Zadá
Kinematika prevodovky: Pokyny. / Comp. Kondratyeva N.M., Kondratyuk A.A. Tomsk: Vydavateľstvo Tomskej univerzity architektúry a stavebníctva, 2004. - 21 s. Recenzent prof. V.D. Redaktor Rudnev
MINISTERSTVO ŠKOLSTVA A VEDY RUSKEJ FEDERÁCIE Štátna elektrotechnická univerzita v Petrohrade "LETI"
Program postupného zlepšovania mzdového systému v štátnych (mestských) inštitúciách na roky 2012-2018 (nariadenie vlády Ruskej federácie z 26. novembra 2012 2190-r) 1. etapa zlepšenia
Návod na použitie 1 1 5 2 1-fotografia procesu nastavenia; 2-text vysvetľujúci akciu na fotografii; 3-krát vyhradený na vykonanie tejto akcie; 4 – celkový čas nastavenia od začiatku nastavenia
RUSKÁ UNIVERZITA PRIATEĽSTVA ĽUDÍ TECHNICKÁ FAKULTA
5-osové vertikálne obrábacie centrá FU-650 FU-800, ktoré vám slúžia od roku 1990
FEDERÁLNY ŠTÁTNY ROZPOČTOVÝ VZDELÁVACÍ ÚSTAV VYSOKÉHO ODBORNÉHO VZDELÁVANIA "ŠTÁTNA UNIVERZITA UDMURT" Ústav civilnej obrany Katedra všeobecných inžinierskych disciplín
Vyššia spoľahlivosť pri hĺbkovom upichovaní Prioritné požiadavky na hĺbkové upichovanie boli identifikované v ranom štádiu vývoja nového konceptu s rozsiahlou priemyselnou integráciou: spoľahlivosť procesu
ZHRNUTIE PRACOVNÝCH PROGRAMOV VZDELÁVACÍCH ODBOROV Anotácia učebných odborov, predmetov, odborov (modulov), praxí Anotácia odboru „Úvod do smeru“ Celková prácnosť odboru je 2 kredity.
8.1 Optimalizácia spotreby pracovného času account manažérov logistickej spoločnosti 8.1 Podniky v odvetví logistiky a dopravy sa pravidelne stretávajú s problémom zvyšovania doby prípravy.
MINISTERSTVO ŠKOLSTVA A VEDY RUSKÉHO ŠTÁTNEHO VZDELÁVACIEHO ÚSTAVU VYSOKÉHO ODBORNÉHO VZDELÁVANIA "TYUMENSKÁ ŠTÁTNA ROPNÁ A PLYNOVÁ UNIVERZITA" INŠTITÚT PRIEMYSELNÝCH TECHNOLÓGIÍ
MINISTERSTVO ŠKOLSTVA A VEDY RUSKEJ FEDERÁCIE FEDERÁLNA ŠTÁTNA SAMOSTATNÁ VZDELÁVACIA INŠTITÚCIA VYSOKÉHO ODBORNÉHO VZDELÁVANIA
Ministerstvo školstva a vedy Ruskej federácie Syktyvkar Forest Institute (pobočka) Federálnej štátnej rozpočtovej vzdelávacej inštitúcie vyššieho odborného vzdelávania „St.
MINISTERSTVO VEDY A ŠKOLSTVA RUSKEJ FEDERÁCIE Štátna technologická univerzita Kostroma Ústav manažmentu, ekonomiky a financií Katedra ekonomiky a manažmentu VP Dudyashova, T.I.
VYSOKORÝCHLOSTNÉ VIACÚČELOVÉ DVOJSTĹPY VÝKONNÉ REZANIE Používa sa na materiály s vysokou pevnosťou. S vretenom s vysokým krútiacim momentom (maximálny krútiaci moment môže dosiahnuť 900
MINISTERSTVO ŠKOLSTVA A VEDY RUSKEJ FEDERÁCIE Federálna agentúra pre vzdelávanie Katedra ŠTÁTNEJ UNIVERZITY KURGAN TECHNOLÓGIE AUTOMATIZOVANEJ VÝROBY
Ministerstvo školstva a vedy Ruskej federácie federálna štátna autonómna vzdelávacia inštitúcia vyššie vzdelanie"NÁRODNÝ VÝSKUM TOMSK POLYTECHNICKÁ UNIVERZITA"
I.A. YANKINA PENIAZE, ÚVER, BANKY. WORKSHOP Odporúčaný ÚMO pre vzdelávanie v oblasti financií, účtovníctva a svetovej ekonomiky ako učebnicu pre študentov odboru Financie a úver
MDT 621.753.1 S. N. Borisov, A. S. Evseeva, A. P. Tremasov
Porovnávacia štúdia presnosti otvorov v častiach zo sivej liatiny počas vibračného vŕtania (časť 2) # 11, november 2014 AI Soloviev, Sh. I. Dzhafarova MDT: 621.952.2 Rusko, MSTU im. N.E.
TECHNOLÓGIA KONŠTRUKČNÝCH MATERIÁLOV Smernice a kontrolné úlohy v odboroch "Technológia konštrukčných materiálov", "Náuka o materiáloch". Technológia konštrukčných materiálov“ pre študentov
Federálna agentúra pre vzdelávanie Štátna univerzita architektúry a stavebníctva v Tomsku Základy technológie výroby a opravy automobilov Pokyny pre samoukov
Evidencia technologickej dokumentácie 1. Druhy a úplnosť technologickej dokumentácie 1.1. Druhy popisu TP Obsah vypracovaného technologického postupu je zaznamenaný s rôznou mierou podrobnosti
UDC 621.9.048 MDT 621.9-1/-9 Hlavné smery znižovania náročnosti výroby dielov a zostáv v obrábacej výrobe Pluton OJSC Yu.V. Polyakov, V. I. Larin Pluton OJSC Rastúce
PI 46 r Informácie o produkte Vreteno motora s otočným čapom Typový rad 0.5.052.0.. 2008-03-13 Obsah Vlastnosti...4 Technické údaje... 10 Príklady obrábania... 12 Príklady konštrukcie...
VÝVOJ RIADIACICH PROGRAMOV PRE CNC STROJE V CAD T FLEX CNC
MOSKVA, AUTOMOBILOVÁ A CESTNÁ ŠTÁTNA TECHNICKÁ UNIVERZITA (MADI) Sinelnikov, A.Yu. KONOPLIN METODICKÉ POKYNY pre laboratórne práce na oprave blokov a vložiek valcov stroj.
Ministerstvo školstva a vedy Ruskej federácie Federálna štátna vzdelávacia rozpočtová inštitúcia vyššieho odborného vzdelávania Fakulta „Volgogradská štátna technická univerzita“