Puslapis
7
Operacijos padalijimo į darbo elementus laipsnis priklauso nuo analizės tikslo ir reikalaujamo tyrimo rezultatų tikslumo. Todėl gamybos tipas daro didelę įtaką operacijos padalijimo laipsniui normuojant darbo sąnaudas jos įgyvendinimui.
Yra šie laiko normų nustatymo metodai:
1. Eksperimentinė-statistinė – pasižymi tuo, kad operacijos ar darbo laiko normos nustatomos visumoje, be elementų analizės ir optimalių darbo sąlygų, režimų ir metodų projektavimo. Toks normavimo būdas neužtikrina moksliškai pagrįsto ir progresyvaus normų pobūdžio, neleidžia nustatyti esamų gamybos atsargų, neprisideda prie darbuotojų našumo didinimo. Eksperimentinis-statistinis metodas remiasi dviem metodais: eksperimentiniu ir statistiniu. Eksperimentinis metodas pagrįstas meistro ir vertintojo patirtimi, o statistinis metodas, kaip taisyklė, yra pagrįstas ataskaitomis ir statistiniais duomenimis apie faktinį laiką, praleistą panašiai atliekamiems darbams.
2. Analitinis metodas. Taikant šį metodą, operacijos terminas nustatomas tokia tvarka: operacija suskirstoma į jos sudedamąsias dalis; kiekvienam elementui nustatyti veiksnius, turinčius įtakos jų įgyvendinimo laikui; sukurti racionalią operacijos sudėtį, darbo ir technologinių elementų seką bei būtinas sąlygas jiems įgyvendinti; nustatyti atskirų elementų ir visos operacijos trukmę.
Analitinis metodas turi dvi rūšis: analitinį-tyrinį ir analitinį-skaičiuojamąjį - skirtumas tarp kurių yra sugaišto laiko nustatymo metodas. Taikant analitinio tyrimo metodą, operacijai sugaištas laikas nustatomas pagal laiką, praleistą stebint tiesiogiai darbo vietoje (chronometriniai stebėjimai, darbo laiko fotografavimas, savęs fotografavimas ir kt.). Analitiniu-skaičiuojamuoju metodu laiko sąnaudos skaičiuojamos pagal įrenginių darbo režimų ir laiko standartus bei pagal laiko priklausomybės nuo trukmės faktorių formules. Analitinis skaičiavimo metodas leidžia sumažinti standartų nustatymo sudėtingumą, nes nereikia stebėjimų, tačiau sumažėja konkrečios darbo vietos standartų tikslumas. Siekiant pagerinti skaičiavimų tikslumą, reglamentai numato pataisos koeficientus.
3. Lentelinis arba padidintas metodas, kai laikas vienam darbo vienetui nustatomas iš specialių lentelių.
Technologinio proceso normavimas
Normuojant darbuotojų darbą, naudojamos šios darbo sąnaudų normatyvų rūšys: laiko norma, produkcijos norma.
Laiko norma – tai darbo laikas, kurį darbuotojas arba atitinkamos kvalifikacijos darbuotojų grupė (ypač komanda) tam tikromis organizacinėmis ir techninėmis sąlygomis atlieka tam tikram darbo vienetui atlikti.
Produkcijos norma yra nustatytas darbo kiekis (produkcijos vienetų skaičius), kurį turi atlikti atitinkamos kvalifikacijos darbuotojas ar darbuotojų grupė (ypač komanda) per darbo laiko vienetą tam tikromis organizacinėmis ir techninėmis sąlygomis. .
Tarp laiko normos ir produkcijos normos yra atvirkštinis ryšys, t.y., mažėjant laiko normai, išėjimo norma didėja. Šie kiekiai nesikeičia vienodai: gamybos greitis didėja labiau, nei mažėja laikas.
Techniškai pagrįstas terminas nustatomas remiantis visapusišku darbo proceso tyrimu ir racionalizavimu. Kartu suteikiamas tam tikroms gamybos sąlygoms optimalus technologinis procesas, kuriam būdinga racionali struktūra, pažangių technologijų naudojimas, ekonomiškai efektyvių ir produktyvių technologinės įrangos elementų (įrangos, įrankių, armatūros) naudojimas ir moksliškai pagrįsti apdorojimo būdai.
Kursiniame projekte technologinio proceso operacijos bus normalizuotos analitiniu ir skaičiavimo metodu, taikant bendruosius inžinerinius standartus pagalbiniam laikui, darbo vietai aptarnauti ir parengiamiesiems bei baigiamiesiems darbams atlikti metalo pjovimo staklėmis vidutinio ir didelio masto. gamyba (1984).
Normalizavimo žemėlapiai ir detalės apdirbimo technologinis procesas pateikti priede.
Techniškai pagrįstos laiko normos Hvr struktūra apima tik tas darbo laiko kategorijas, kurios būtinos tam tikram darbui (operacijai) atlikti normaliomis gamybos sąlygomis. Tai apima: pagrindinį laiką iki, pagalbinį nepersidengiantį skardą, laiką organizacinei ir techninei darbo vietos priežiūrai, normalizuotų pertraukų poilsiui ir asmeniniams poreikiams trel, parengiamąjį ir baigiamąjį laiką Tpz:
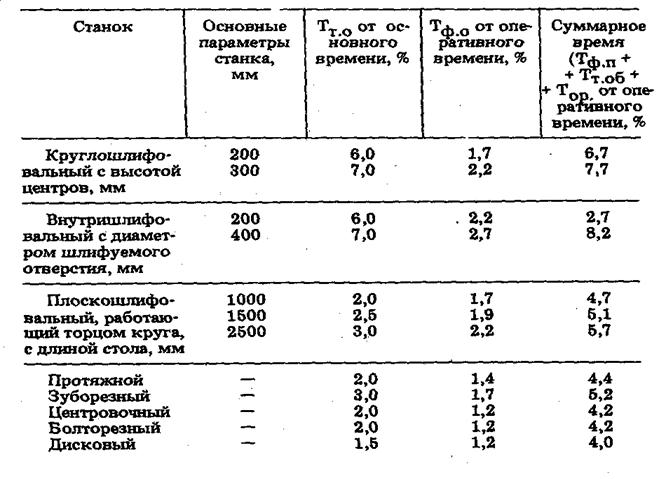
Į techninę laiko normą įeina tik dalis pagalbinio laiko, kuri neapima kitų operacijos elementų. Į pagalbinį laiką, priklausomai nuo konkretaus operacijos turinio, įeina: detalės montavimo ir išėmimo laikas - Tust; laikas, susijęs su technologinio perėjimo įgyvendinimu - Ttrans; laikas atlikti kontrolinius matavimus, atsižvelgiant į matavimo dažnio koeficientą (kur reikia) - Tcontr.
Kontrolinis laikas lyginamas su pagrindiniu (mašinos) laiku ilgesnės trukmės perėjimu. Jei jis didesnis už mašinos laiką, tada valdymo laikas įtraukiamas į pagalbinį nepersidengimo laiką. Jei valdymo laikas yra mažesnis už pagrindinį laiką, tai reiškia pagalbinį persidengimą.
Operacijos pagrindinio ir pagalbinio nepersidengimo laiko suma sudaro preliminarų veikimo laiką:
![]() .
.
Parengiamasis ir galutinis laikas nustatomas remiantis bendraisiais mašinų gamybos standartais, atsižvelgiant į įrangos tipą, įrangą, sąrankos sudėtingumą, naudojamų įrankių skaičių ir kt. Į jį įeina įrangos nustatymo laikas, įrankio gavimo ir perdavimo laikas.
Per visą techniškai pagrįstą laiko normą, vadinamasis. vienetinio laiko norma Tsht, kuri išreiškia laiką, sugaištą gaminant kiekvieną atskirą gamybos vienetą. Jį sudaro pagrindinis laikas, pagalbinis laikas, darbo vietos aptarnavimo laikas ir pertraukos poilsiui bei asmeniniams poreikiams.
Masinės gamybos sąlygomis pirmiausia nustatomas preliminarus gabalo laikas:
Tada nustatoma dalių partijos apdorojimo pamainomis trukmė:
kur - preliminarus gabalo laikas (neatsižvelgiant į pagalbinio laiko koeficientą KTvn), min;
Technologinės laiko normos smulkios gamybos sąlygomis nustatomos skaičiavimo ir analizės metodu.
Vieneto laikas – operacijai praleistas laikas. Jį sudaro šie komponentai (min): T w \u003d T apie + T į + T apie + T per,
kur: T o - technologinis (pagrindinis) laikas, sugaištas tiesiogiai apdirbant ruošinį, t.y. keičiant jo formą, matmenis, savybes ir pan.;
T in - pagalbinis laikas, praleistas atliekant pagalbinius darbuotojo veiksmus, tiesiogiai susijusius su pagrindiniu darbu (ruošinio montavimas, tvirtinimas ir išėmimas, bako valdymas, detalės matavimas);
T about – darbo vietos priežiūros laikas, praleistas rūpinantis Jūsų darbo vieta, susijęs su šia operacija. Darbo vietos priežiūros laikas susideda iš organizacinės priežiūros (įrangos apžiūra ir testavimas, įrankių išdėstymas ir valymas, tepimas, mašinos valymas) ir priežiūros laiko (staklių reguliavimas ir derinimas, pjovimo įrankių keitimas ir derinimas). , šlifavimo diskų apdirbimas ir kt.) ;
T juosta – pertraukų darbe laikas, skiriamas poilsiui (jei tai būtina pagal darbo sąlygas) ir gamtiniams poreikiams. Pagrindinio ir pagalbinio laiko suma vadinama darbo laiku, tai yra pagrindinė gabalo laiko sudedamoji dalis.
Darbo vietos aptarnavimo laikas ir darbo pertraukų laikas paprastai skaičiuojamas procentais nuo darbo laiko (koeficientas K 1 ir K 2). Priklausomai nuo perdirbimo pobūdžio ir gamybos masto, darbo vietos priežiūros laikas yra K 1 = 3 ... 8 %, o pertraukų laikas K 2 = 4.. .9 % eksploatavimo laiko.
Daugelyje katalogų jie užima K 1 + K 2 \u003d 10%. Apdorojant detalių partijas, įvedama vienetinio skaičiavimo laiko T K sąvoka, kurioje, be gabalo laiko, yra ir paruošiamasis bei galutinis vienos dalies laikas.
 kur T PZ – parengiamasis ir galutinis laikas, sugaištas norint gauti užsakymą, susipažinti su darbu, įsigyti trūkstamų įrankių ir tvirtinimo detalių bei perkonfigūruoti mašiną. Vieneto skaičiavimo metu šis laikas imamas vienai daliai, tai yra, jis dalijamas iš partijos dalių skaičiaus n.
kur T PZ – parengiamasis ir galutinis laikas, sugaištas norint gauti užsakymą, susipažinti su darbu, įsigyti trūkstamų įrankių ir tvirtinimo detalių bei perkonfigūruoti mašiną. Vieneto skaičiavimo metu šis laikas imamas vienai daliai, tai yra, jis dalijamas iš partijos dalių skaičiaus n.
Masinės gamybos sąlygomis paruošiamasis-galutinis laikas T PZ laikomas lygus nuliui (T PZ =0).
Vienetinio skaičiavimo laikas dar vadinamas technine laiko norma (arba laiko norma).
Gamybos greitis (N) parodo produkcijos kiekį, pagamintą per laiko vienetą (pamainą, valandą). Esant 8 valandų darbo dienai, našumas per pamainą yra H = 480 / T K.
Pagrindinis technologinis laikas:
 ,
,
čia L – apskaičiuotas apdirbamo paviršiaus ilgis, mm; n-ruošinio sukimosi dažnis, aps./min.; s padavimas, mm/aps.
kur l - apdoroto paviršiaus ilgis ( l= 35 mm);
 .
.
 ;
;
 .
.
8 Naudojamų įrankių pasirinkimas ir aprašymas
Staklės ir technologinė įranga apima: ruošinių ir darbo įrankių montavimo ir tvirtinimo įrenginius, gaminių surinkimo, dalių valdymo įrenginius, taip pat dalių ir gaminių sugriebimo ir judinimo įrenginius. Pagal specializacijos laipsnį įrenginiai skirstomi į universalius, perkonfigūruojamus ir specialiuosius. Pirmieji apima veržles, griebtuvus, dalijimo galvutes, sukamuosius stalus ir kt. Reguliuojami prietaisai gali būti surenkami iš standartinių dalių ir mazgų rinkinių arba komplektuojami su keičiamomis dalimis. Masinėje gamyboje naudojami specialūs įrenginiai.
Ruošinio padėtis apdirbimo metu užtikrinama fiksuojant 6 taškuose, priklausomai nuo apdirbimo sąlygų, o tai užtikrina visišką arba dalinę ruošinio orientaciją erdvėje pjovimo įrankio atžvilgiu. Atramų skaičius ir vieta, taip pat tvirtinimo jėgų kryptis ir dydis turi užtikrinti pagrindų būklę nuo atramų. Papildomos atramos yra reguliuojamos arba savaime reguliuojamos.
Renkantis montavimo schemą, turi būti užtikrintos šios sąlygos: 1. Ruošinys turi užimti stabilią padėtį prieš veikiant suspaudimo jėgoms.
2. Ši padėtis neturi būti sulaužyta po fiksavimo, taip pat veikiama jėgų, atsirandančių apdorojimo metu.
Įrenginiuose jie naudojami kaip savaiminio stabdymo sraigtinis, pleištinis, ekscentrinis ir kiti mechanizmai su rankine, pneumatine ar hidrauline pavara, rečiau naudojami tiesioginio veikimo pneumatiniai, hidrauliniai ar pneumohidrauliniai mechanizmai.
Įtaisai sukimui. Apdorojimas tekinimo staklėmis atliekamas, kai dalys yra sumontuotos griebtuvo centruose, ant apkabos ir ant lovos. Pirmoji armatūros grupė apima šiuos elementus: vairavimo įtaisų centrus, stabilius atramus, įtvarus ir kt. Į antrąją grupę - kasetės ir priekinės plokštės. Trečiajai grupei priklauso specialūs kūginių, sferinių ir kitų sudėtingų paviršių apdorojimo įrenginiai. Lunettes naudojamos apdorojant ilgas dalis. Plačiai naudojami savaime išsicentruojantys trijų žandikaulių griebtuvai, rečiau – dviejų žandikaulių griebtuvai.
Savaime prisiveržiantys griebtuvai gaminami su dviem arba trimis ekscentriniais žandikauliais, kurie apdirbimo pradžioje, veikiami pjovimo jėgų, suspaudžia ruošinį, sumontuotą staklių centruose, ir perduoda sukimo momentą iš mašinos veleno į jį.
Padidėjus pjovimo sukimo momentui, sukimo momentas, kurį griebtuvo nasrai perduoda į ruošinį, automatiškai didėja.
Norint patogiai sumontuoti ruošinį centruose, naudojami varomieji griebtuvai su automatiniais atidarymo kumšteliais. Vienodas ruošinio suspaudimas visais žandikauliais užtikrinamas naudojant plaukiojančius žandikaulius arba žandikaulius su nepriklausomu judesiu. Savaime užsifiksuojantys griebtuvai leidžia nustatyti žandikaulius skirtingo skersmens ruošiniams tam tikrame diapazone. Šie griebtuvai naudojami centravimui kelių pjovimo staklėse arba CNC staklėse, kai dideli sukimo momentai perduodami ruošiniui nuo mašinos veleno.
Gręžimo staklių įtaisai. Norint tiksliai nukreipti įrankį apdirbimo metu, naudojamos įrankio plokštės, kuriose sumontuotos įvorės. Stacionariose įtaisuose, kurie naudojami radialinio gręžimo ir kelių velenų staklėse, dalis apdirbant lieka stacionari. Skylėms, esančioms skirtingose detalės pusėse arba aplink apskritimą, išgręžti naudojami sukamieji įtaisai su vertikalia (patefonais, horizontalia (priekinės plokštės) arba rečiau pasvirusia sukimosi ašimi. Mechanizavimui ir automatizavimui naudojamos pneumatinės, hidraulinės ar elektrinės pavaros). Dirbdami su gręžimo staklėmis, jie dažnai naudoja uolieną.Jig plokštė tvirtinama ant dviejų kolonų ir perkeliama kėlimo mechanizmu.Detalės nustatymas ir užspaudimas, taip pat centravimas atliekamas judant plokštę.Multi -verpstės galvutės naudojamos skylių grupėms apdoroti.
Tekinimo ir cilindrinio šlifavimo staklėse ruošiniai, priklausomai nuo formos ir dydžio, montuojami centruose arba griebtuvuose. Vienas centras yra tekinimo staklės ar šlifuoklio galinėje velenėje, o antrasis. Kasetė įdedama ir pritvirtinama mašinos galvutės veleno gale. Centrai skirstomi į šiuos tipus:
1. Fiksuotas normalus ir specialus;
2. Besisukantis normalus ir specialus;
3. Plaukiojantis specialus;
4. Gofruotas specialus;
5. Iškirpti.
Varomieji įtaisai naudojami sukimosi judesiui (sukimo momentui) perduoti iš mašinos veleno į ruošinį, sumontuotą centruose, ant įtvaro ar griebtuvo. Vairavimo įtaisai apima spaustukus ir vairavimo priekinius skydelius. Montuojant ruošinius, kuriuose išsikišusios iš kasetės dalies ilgis yra 3...15 ar daugiau skersmenų, kaip papildoma atrama naudojamos stacionarios ir kilnojamos pastovios atramos.
Techninis detalės pagaminimo laiko standartas yra vienas iš pagrindinių parametrų skaičiuojant pagamintos detalės savikainą, gamybos įrangos skaičių, darbuotojų darbo užmokestį ir gamybos planavimą.
Techninė laiko norma nustatoma pagal technologinių įrenginių, pjovimo įrankių, staklių technines galimybes ir tinkamą darbo vietos organizavimą.
Laiko norma yra vienas iš pagrindinių faktorių įvertinant technologinio proceso tobulumą ir pasirenkant pažangiausią detalės gamybos variantą.
Didelės apimties ir masinėje gamyboje bendras vienos detalės apdirbimo laikas (min.) nustatomas pagal formulę
T w \u003d T o + T į + T t.o + T o.p,
kur T apie - technologinis (bazinis) laikas, min; T in - pagalbinis laikas, min; T t.o - darbo vietos priežiūros laikas, min; T o.p - laikas fiziniams poreikiams (poilsiui ir natūraliems poreikiams) patenkinti, min.
Technologinis apdorojimo laikas keliais važiavimais
T o \u003d L p .x i / (n c t s st),
čia L p.x – numatomas pjovimo įrankio darbinio eigos ilgis, t.y. pjovimo įrankio nueitas kelias pastūmos kryptimi, mm, nustatomas pagal formulę (30); i yra pjovimo įrankio darbinių judesių skaičius; n st - mašinos suklio greitis, priimtas pagal mašinos pasą, aps./min. s st - pašaras pagal mašinos paso duomenis, mm / aps.
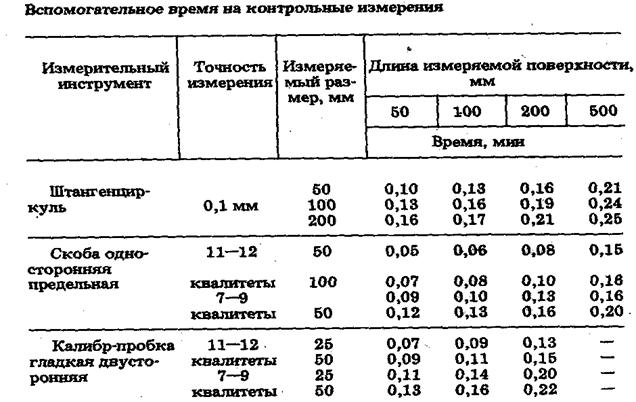
Pagalbinis laikas T apdirbant ruošinį priklauso nuo mechanizacijos laipsnio, ruošinio masės ir kitų atliekant šią operaciją atliekamų elementų. Jį sudaro laikas, per kurį reikia sumontuoti ir išimti T dalį; laikas, susijęs su perėjimo T juosta (įrankio nustatymas išilgai galūnės, sustojimas, žymėjimas; preliminarus matavimas; bandymo lustų paėmimas ir kt.); laikas, susijęs su perėjimu prie technikų, kurios nėra įtrauktos į kompleksus T per.k. (keisti mašinos suklio greitį, keisti pastūmą, pasukti pjovimo galvutę ir pan.); kontrolinių matavimų laikas T meas, kuris nustatomas pagal normatyvines lenteles ir 47 lentelę, priklausomai nuo matavimo tikslumo, matuojamų paviršių matmenų, atsižvelgiant į periodiškumo koeficientą. Pagalbinio laiko skaičiavimo formulė yra
T in \u003d (T y c t, + ST juosta + ST juosta.k + ST meas) Į tv,
kur Į t in - pagalbinio laiko pataisos koeficientas, priklausantis nuo perdirbtų produktų partijos dydžio (45 lentelė).
Darbo vietos priežiūros laikas, sugaištas montuojant, išimant ir keičiant bukus pjovimo įrankius, pripildant šlifavimo diskus, tepant ir reguliuojant mašiną, valant drožles eksploatacijos metu ir kt., nustatomas taip.
T t.o \u003d (T o + T c) (a p.o / 100),
kur p.o. - darbo vietos priežiūros laikas procentais nuo eksploatacijos laiko, kuris parenkamas pagal standartines lenteles, priklausomai nuo gamybos tipo.
Laikas poilsiui ir fiziniai poreikiai yra lygūs
T o.p \u003d (T o + T in,) (ir taip / 100),
kur so - laikas poilsiui ir fiziniams poreikiams (%) iki veiklos laiko, kuris pasirenkamas pagal normatyvines lenteles (46).
Serijinėje ir vienetinėje gamyboje vienetinio skaičiavimo laikas laikomas technine laiko norma, o skaičiavimo formulė turi tokią formą
T sh.k \u003d T w + (T pz / n d),
kur T p.z - parengiamasis ir galutinis laikas, sugaištas ruošiant ir sureguliuojant mašiną apdoroti tam tikrą dalių partiją, įsigyjant reikiamą technologinę įrangą, dokumentaciją, taip pat pristatant apdorotas dalis, dokumentaciją ir įrangą; n d - ruošinių skaičius partijoje.
45 lentelė
Vidutinė korekcijos koeficientų reikšmė
Pavyzdys. Nustatykite grubaus krumpliaračio pjovimo gabalo laiko greitį. Pradiniai duomenys:
Detalė – sraigtinis cilindrinis ratas. Detalės medžiaga – plienas 45 GOST 1050-74, s in = 600 N/m. Dalies svoris 6 kg. Įranga - krumpliaračių pjovimo staklės 5E32. Prietaisas – šerdis. Aušinimas – alyva. Dantų modulis m = 4 mm. Krumpliaračio dantų skaičius z \u003d 40. Žiedinės krumpliaračio B plotis \u003d 40 mm, b d \u003d 30 °.
1. Sumontuokite, pritvirtinkite, atsegkite ir nuimkite keturis ruošinius.
2. Frezavimo dantys m = 4 mm, z = 40.
Sprendimas.
vienas). Mes pasirenkame sliekinį modulinį pjaustytuvą, kurio išorinis skersmuo D d \u003d 100 mm, su moduliu m \u003d 4 mm pagal GOST 9224-74. Dviejų sriegių sliekinis pjoviklis, tikslumo klasė C. Pjovimo ritės kilimo kryptis ir pjovimo rato dantukas yra to paties pavadinimo. Sliekinio pjaustytuvo pjovimo dalies medžiaga pagaminta iš plieno R18 GOST 19256-73. Įrankio tarnavimo laikas T st = 480 min.
2). Krumpliaračio dantys nupjaunami vienu darbiniu judesiu. Pjovimo gylis t p = 9 mm.
46 lentelė
Tęsinys 46
47 lentelė
3). Dvipusio sliekinio pjoviklio padavimą parenkame pagal standartines lenteles: s tabl = 1,2 - 1,4 mm / aps. Koreguojame padavimo greitį, atsižvelgdami į plieno medžiagos kietumo 45 GOST 1050-88 (K m \u003d 0,9) pataisos koeficientą ir dantų bei ritinių pasvirimo kampą (K in \u003d 0,8):
s skaičiuok. \u003d s lentelė K m K in \u003d 1,4 ∙ 0,9 ∙ 0,8 \u003d 1,008 mm / aps.
Priimame pagal mašinos pasą: s st \u003d 1 mm / aps.
keturi). Pjovimo greitį pasirenkame pagal lentelės standartus:
V lentelė = 0,7 m/s (42 m/min).
Koreguojame pjovimo greitį, atsižvelgdami į plieno 45, HB 170 ... 207 pataisos koeficientus: K mv \u003d 0,8 ir K b \u003d 0,9.
Apskaičiuotą pjovimo greitį nustatome pagal formulę:
V skaičiuok. \u003d s lentelė K m v K ŋ \u003d 0,7 0,8 0,9 \u003d 0,5 m/s (30 m/min)
5). Nustatykite sliekinio pjoviklio greitį:
n fr.calc =  95,51 aps./min
95,51 aps./min
Nustatykite pjaustytuvo sukimosi dažnį pagal mašinos pasą:
n st \u003d 100 aps./min.
6). Tikrasis pjovimo greitis nustatomas pagal formulę:
V d \u003d p × D n × n st / (1000 × 60) = 3,14 × 100 × 100 / (1000 × 60) = 0,62 m / s.
7). Įrankio darbinio eigos ilgis apdorojimo procese nustatomas pagal formulę:
L r.x \u003d (L pa mid + l 1 + l 2 + l 3) ∙ z 3 \u003d (160 + 2 + 37,2 + 2) ∙ 40 \u003d 8048 mm.
L calc = 40 mm (priimti pagal detalės brėžinį); l 1 = 2 mm; l 3 \u003d 2 mm.
Įstūmimo l 2 vertė nustatoma pagal formulę:
L 2 \u003d (1,1¸1,3) ∙ ![]()
![]() 37,2 mm
37,2 mm
čia h yra danties ertmės gylis mm, h = t. (h = 2,25 m = 2,25 × 4 = 9 mm.)
Vienu metu apdorojant keturias pavaras, L calc reikia padidinti 4 kartus (L calc = 40 × 4 = 160 mm).
aštuoni). Pagrindinis (technologinis) keturių krumpliaračių dantų apdorojimo laikas nustatomas pagal formulę:
T o = 
Vienai pjovimo pavarai pagrindinis laikas bus:
T o \u003d 40,24 / 4 \u003d 10,06 min.
9). Pagalbinis operacijos laikas T in nustatomas pagal standartines lenteles. Pagalbinis detalės montavimo laikas ant įtvaro, kurio masė iki 5 kg, yra: T set = 0,7 min. Papildomas pagalbinis laikas kiekvienam paskesniam dalies T ext montavimui ant įtvaro bus: T ext = 0,26 min.
T in \u003d 0,7 + 0,26 \u003d 0,96 min.
Kontrolinių matavimų laikas neįeina į pagalbinio laiko normatyvą, nes sutampa su pagrindiniu laiku.
dešimt). Darbo vietos, skirtos krumpliaračių pjovimui, aptarnavimo laikas nustatomas procentais nuo pagrindinio laiko, kur a t o \u003d 3%:
T taip = T o a t.o. /100 = 10,06 × 3 / 100 = 0,3 min.
vienuolika). Poilsio laikas ir darbuotojo natūralūs poreikiai nustatomi (%) iš darbo laiko, kai ex \u003d 4%:
T ex =  = 0,44 min.
= 0,44 min.
12. Vienos dalies gamybos laikas bus:
T vnt \u003d T o + T į + T t.o + T net \u003d 10,06 + 0,96 + 0,3 + 0,44 \u003d 11,76 min.
Masinės gamybos pristatymo laikas nėra apibrėžtas.
12.Techninis ir ekonominis variantų palyginimas
nuorašas
1 Rusijos Federacijos Švietimo ir mokslo ministerija Saratovo valstybinis technikos universitetas TECHNINIS MAŠINIMO OPERACIJŲ REGLAMENTAS Rekomendacijos laboratoriniai darbai disciplinoje "Mechanikos inžinerijos technologijos pagrindai" specialybės Mechanikos inžinerijos technologijos studentams dieninių, vakarinių ir nuotolinių studijų Patvirtinta Saratovo valstybinio technikos universiteto redakcinės ir leidybos tarybos Saratovas 2012 m.
2 Darbo tikslas – nustatyti detalių apdirbimo universaliomis tekinimo staklėmis masinės gamybos sąlygomis laiko normą. 2 PAGRINDINĖS SĄVOKOS Techninė laiko norma turėtų būti suprantama kaip nustatyta laiko norma tam tikram darbui atlikti / minutėmis / konkrečioms organizacinėms ir techninėms sąlygoms. Laiko norma vienetinės ir masinės gamybos sąlygomis nustatoma pagal gabalo laiką: T T T T T T. kur T vnt T m T vsp T obs T otd, (3) T m pagrindinis laikas, min; T pagalbinis pagalbinis laikas, min; T obs darbo vietos priežiūros laikas, min; T otd poilsio ir pertraukų darbe laikas, min; T pz paruošiamasis ir galutinis laikas, min; n yra partijos dalių skaičius. Pagrindinis (staklių) laikas – tai laikas, per kurį pašalinamos drožlės ir keičiasi ruošinio ar pusgaminio paviršiaus forma, dydis ir kokybė. Šį procesą, kaip taisyklė, atlieka tik mašina, tiesiogiai nedalyvaujant darbuotojui. Tekinimo staklėms staklės (pagrindinis) laikas nustatomas pagal formulę: l1 l2 l l1 l2 l T m i i, (4) n S S min čia l ruošinio paviršiaus ilgis, mm; l 1 pjovimo ilgis, mm; l 2 pjaustytuvo perbėgimo ilgis, mm; n suklio greitis, aps./min.; S padavimas vienam apsisukimui, mm/min; S min min. padavimas, mm/min; I praėjimų skaičius (dažniausiai i = 1-5) / Kitų tipų apdorojimui skaičiavimo formulės pateiktos informacinėje literatūroje. org technologijų skyrius
3 Pagalbinis laikas skiriamas veiksmams, užtikrinantiems pagrindinio darbo atlikimą ir apima: detalės montavimo, tvirtinimo ir nuėmimo laiką, mašinos valdymą: paleidimą ir stabdymą, suklio greičio ir pastūmos keitimą ir kt., laiką greitam darbui. pjovimo įrankio priartėjimas ir atitraukimas į pradinę padėtį, apdirbamo paviršiaus tikslumo ir šiurkštumo parametrų kontrolinių matavimų laikas. Masinės ir didelio masto gamybos sąlygomis pagalbinis laikas nustatomas metodais. Pavyzdžiui, įjunkite veleno sukimąsi, sumontuokite detalę, pritvirtinkite detalę ir pan. Masinės gamybos sąlygomis pagalbinis laikas nustatomas 3 standartiniais kompleksais: detalės montavimo ir išėmimo laikas; laikas, susijęs su perėjimu (atnešti įrankį, įjungti padavimą, išjungti mašiną ir pan.); kontrolinių matavimų laikas. Pagalbinis laikas nustatomas naudojant standartus arba pagal laiką. Darbo vietos priežiūros laiką rangovas skiria darbinei technologinei įrangai palaikyti ir jai bei darbo vietai prižiūrėti. Masinės gamybos, mašinų ir automatizuotų operacijų sąlygomis darbo vietos priežiūros laikas skirstomas į techninės priežiūros laiką ir organizacijos priežiūros laiką. Techninės priežiūros laikas T teh – laikas, sugaištas prižiūrint darbo vietą (įrangą) atliekant šį konkretų darbą: keičiant bukus įrankius, reguliuojant įrankius ir reguliuojant įrangą darbo metu, šluojant drožles ir kt. Priežiūros laikas nustatomas % pagrindinio laiko: T tie % T mach. (5) Organizacinės priežiūros laikas Derybinis darbo vietos priežiūros laikas darbo pamainos metu: įrankių išdėliojimo ir valymo laikas pamainos pradžioje ir pabaigoje, įrangos apžiūros ir bandymo laikas, jos sutepimo ir valymo laikas ir kt. Organizacinio aptarnavimo laikas nustatomas % nuo veiklos laiko: T %. (6) org T op Procentų skaitinės reikšmės pateikiamos informacinėje literatūroje arba nustatomos remiantis darbo dienos nuotrauka. Atliekant fiziškai sunkų (svoris didesnis nei 10 kg) arba monotonišką ir varginantį darbą, į laiko normą įvedamas poilsio ir pertraukų darbo laikas. Be to, ši laiko struktūra apima laiką fiziniams žmogaus poreikiams tenkinti. Šis laikas nustatomas 3
if ($this->show_pages_images && $page_num doc["images_node_id"]) ( tęsti; ) // $snip = Biblioteka::get_smart_snippet($text, DocShare_Docs::CHARS_LIMIT_PAGE_IMAGE_TITLE); $snips = Biblioteka::get_text_chunks($tekstas, 4); ?>4 procentai darbo laiko pagal žinyną arba pagal darbo dienos nuotrauką. T otd % T op. (7) Parengiamasis-baigiamasis laikas – laiko intervalas, sugaištas rengiant atlikėją ir technologinės įrangos priemones technologinei operacijai atlikti ir sutvarkyti jas pasibaigus pamainai. Šis laikas nustatomas pagal standartus, sudarytus remiantis darbo dienos nuotrauka, ir nustatomas dalių partijai. Tai apima: medžiagų, įrankių, armatūros, technologinės dokumentacijos ir darbų užsakymų gavimą; susipažinimas su brėžiniu, technologine dokumentacija; įrankių, tvirtinimo detalių montavimas, įrangos derinimas tinkamam darbo režimui; armatūros ir įrankių nuėmimas baigus darbą; gatavų gaminių, medžiagų likučių, armatūros, įrankių, technologinės dokumentacijos ir užsakymų pristatymas. Veiklos laiko norma T op – tai technologinės operacijos atlikimo laiko norma, susidedanti iš pagrindinio ir nepersidengiančio pagalbinio laiko normų sumos, t.y. T T T. (8) 4 op mash DARBO LAIKAS Laiko matavimas – darbo laiko sąnaudų tyrimo pasikartojantiems rankiniams ir mašininiams-rankiniams darbo operacijų elementams atlikti, matuojant jų trukmę ir vėliau analizuojant jų įgyvendinimo sąlygas, metodas. . Apdirbimo laiko skaičiavimo tikslas – nustatyti normalią pagalbinio laiko, techninės priežiūros laiko, parengiamojo ir baigiamojo laiko, poilsio laiko ir pertraukų darbe normatyvų trukmę. Laiko skaičiavimas susideda iš šių etapų: 1. Pasiruošimas laiko skaičiavimui. 2. Stebėjimų atlikimas. 3. Stebėjimo medžiagos apdorojimas ir analizė. 4. Racionaliausių elementų parinkimas ir normalios darbo elementų trukmės apskaičiavimas. Pasiruošimas laiko nustatymui apima: tiriamos operacijos ar konstrukcijos komponento suskaidymą į metodus arba metodų rinkinius (įjungti mašiną, sumontuoti ir išimti dalį ir pan.); vsp
5 nustatyti kiekvieno triuko ar triukų rinkinio pradžią ir pabaigą fiksavimo taškais; priklausomai nuo produkcijos tipo ir bendros operacijos trukmės, nustatoma pagal adj. 1 reikiamas matavimų skaičius atliekant chronometrinį stebėjimą /laiko eilutės reikšmė/. Stebėjimai Laiko skaičiavimas dažniausiai atliekamas vidurinėmis pamainos valandomis, kai darbuotojas įeina į darbo ritmą, apdorojęs apie trečdalį dienos rezultato detalių. Matavimas gali būti atliekamas dviem būdais: atskirais (atrankiniais) daugkartiniais atskirų elementų ar konstrukcinių komponentų keitimais; bendri visų tiriamų darbo eigos elementų matavimai. Matavimas atliekamas naudojant chronometrą. Chronometras paleidžiamas ir sustabdomas fiksuotuose taškuose. Stebėjimo medžiagos apdorojimas ir analizė. Kiekviena laiko eilutė analizuojama, siekiant nustatyti klaidingus matavimus, kurie skiriasi pervertintomis arba nepakankamai įvertintomis vertėmis. Pašalinus klaidingus matavimus, likusios laiko eilutės tikrinamos, ar yra tikrasis laiko eilutės stabilumo koeficientas. To f T max /T min, (9) čia T max yra didžiausia elemento trukmės reikšmė; T min yra minimali trukmės reikšmė. Gauta K f reikšmė lyginama su normaliąja verte (2 priedas). Jei apskaičiuota Kf vertė viršija standartinę vertę, matavimai turi būti kartojami. DARBO DIENOS FOTOGRAFIJA Darbo laiko fotografavimas yra vienas iš darbo proceso tyrimo metodų, nuolat stebint ir matuojant visas jo išlaidas per visą darbo pamainą. Pagaminta siekiant nustatyti rezervus produktyvumui padidinti. Nuotrauka gali būti: individuali; grupė; savifotografija. Individualiam atlikėjui stebėti naudojama individuali darbo laiko nuotrauka. Stebėjimų sąraše nuo stebėjimo pradžios fiksuojamas išlaidų turinys, jų pabaigos laikas 5
6 ir gaminių / operacijų / pagamintų tam tikriems eksploatavimo laikotarpiams, kurie dėl bet kokios priežasties nutrūksta, skaičių. Visos išlaidos turi būti diferencijuojamos pagal priimtą darbo laiko sąnaudų klasifikatorių. Stebėjimo rezultatų apdorojimas apima kiekvienos darbo laiko sąnaudos trukmės nustatymą, išlaidų indeksavimą (priskyrimą atitinkamai kategorijai), faktinio ir numatomo likučio sudarymą bei darbo laiko panaudojimo ypatybių nustatymą. Darbo dienos stebėjimų ir nuotraukų apdorojimo duomenys pateikiami specialiomis visoms įmonėms būdingomis formomis. Individualios darbo laiko nuotraukos apdorojimas baigiamas parengus organizacines ir technines priemones darbo laiko praradimui pašalinti. Grupinė nuotrauka, kai vienu metu vykdomas darbuotojų grupės stebėjimas. Savęs fotografavimas, kai darbuotojas, nenusiblaškęs nuo pagrindinio darbo, specialioje savifotografavimo kortelėje pažymi prastovos pradžią, pabaigą ir priežastį. Tam tikru išankstiniu pasiruošimu šis metodas leidžia stebėti beveik visas darbo vietas ir per trumpą laiką gauti informaciją apie pagrindinius darbo laiko nuostolius kiekvienoje darbo vietoje. 6 DARBŲ ATLIKIMO TVARKA 1. Apdorokite detalę tekinimo staklėmis pagal duotą eskizą pagal pateiktą variantą pagal lentelę, susidedančią iš 2 arba 3 perėjimų (lentelė): nupjaukite galinį paviršių iki L 1 dydžio; pasukite D į ilgį L; grąžtas d iki l ilgio. Dalies apdirbimo parinktys p/n D D 1 L L 1 d l Partijos dydis Priklausomai nuo frezos įrankio medžiagos tipo ir ruošinio medžiagos, pjovimo sąlygas pasirinkite pagal informacinę literatūrą.
7 3. Apskaičiuokite kiekvieno technologinio perėjimo pjovimo įrankių judėjimo ilgį (atsižvelgiant į nuolydį ir viršijimą). 4. Nustatykite pagrindinį (mašininį) detalės apdirbimo laiką. 5. Atlikti pagalbinio laiko skaičiavimą operacijai, kuriai: pagalbinį laiką padalinti į priėmimus; sujungti metodus į standartinius kompleksus, nustatydami kiekvieno komplekso pradžią ir pabaigą; pagal pradinį ir galutinį priėmimą tipiniame komplekse nustatyti pradinį (NFZH) ir galutinį (CFT) tvirtinimo taškus, tačiau taip, kad nepraleistų nei vieno darbuotojo judesio, t.y. galutinis vieno komplekso fiksavimo taškas buvo kito komplekso pradžios taškas, pvz., CFT 2 = NFT 1. nustatyti pagal adj. 2 reikiamas stebėjimų skaičius; atlikti pastebėjimus; užpildyti stebėjimo lapą (4 priedas); apdoroti gautus duomenis; nustatykite laiko eilutės stabilumo koeficientą pagal (9) formulę ir palyginkite jį su normaliu pagal adj. 2; jei reikia, pakartokite matavimus. 6. Pagal serijinės gamybos sąlygų standartizatoriaus žinyną, nustatykite laiko normos konstrukcinius komponentus: T obl, T otd, T pz. 7. Apskaičiuokite laiko normą T vnt visai operacijai. 8. Nufotografuokite vienos dalies apdirbimo darbo laiką. 9. Palyginkite apskaičiuotus duomenis T vnt su laiku, nustatytu pagal darbo eigos nuotrauką. 10. Parengti darbo ataskaitą. DARBO ATASKAITA 1. Trumpa teorinė dalis. 2. Detalės apdirbimo eskizas su pjovimo sąlygų lentele kiekvienam technologiniam perėjimui (3 priedas). 3. Pagalbinių laiko technikų sąrašas ir jų sujungimas į tipinius kompleksus su NFT ir CFT fiksavimo taškais. 4. Laiko normų skaičiavimai ir užpildytas stebėjimo lapas. SAVIKONTROLĖS KLAUSIMAI 1. Struktūra techninė norma laikas. Konstrukcinių komponentų paskyrimas. 2. Konstrukcinių komponentų nustatymo metodai. 3. Laiko skaičiavimo metodika. 7
8 4. Darbo laiko fotografavimas, jos paskirtis ir uždaviniai. Fotografavimo metodai. 5. Įvairių rūšių gamybos operacijų techninio reguliavimo ypatumai. NAUDOJAMŲ ŠALTINIŲ SĄRAŠAS 1. Metalų apdirbimas pjovimo būdu: technologo vadovas / red. A.A. Panovas. M.: Mashinostroenie, p. 2. Vertintojo vadovas / red. A.V. Akhulovas. L.: Mashinostroenie, p. 3. Referencinis technologas-mašinų gamintojas / Red. A.G. Kosilova ir R.K. Meshcheryakova. M.: Mashinostroenie, p. 4. Metalo apdirbėjo žinynas. T.4. / Red. M.P. Novikovas ir P.N. Orlovas. M.: Mashinostroenie, p. 5. Bendrieji inžineriniai laiko standartai. Masinė produkcija. M.: Mashinostroenie, p. aštuoni
9 1 priedas Stebėjimų skaičius per laiką Matavimų skaičius su trukme Trukmė Operacijos tipas min. operacijos iki 0, Masė 0,1-0, /srautas/ virš 0, Didelio masto iki 0,1 0,1-0,3 virš 0,3 laiko eilučių stabilumas min. staklinis darbas rankinis darbas Masinis / in-line / didelės apimties iki 0,1 0,1-0,3 virš 0,3 iki 0,1 0,1-0,3 1,5 1,3 1,2 1,8 1,5 2,0 1,7 1,5 virš 0,3 1,3 Serijinis - 1,0-3,25 1. Mašinų darbas apima operacijas, atliekamas su staklėmis, presais, plaktukais ir kt. 2. Pagrindinio laiko elementų, atliekamų metalo pjovimo staklėmis su automatiniu padavimu, stabilumo koeficientas turi būti ne didesnis kaip 1,1 visoms produkcijos rūšims. perėjimai Pjovimo sąlygos ir tekinimo operacijos laiko ribos Perėjimo pavadinimas D, mm L, mm t, mm S, mm/aps. V, m/min 2,5 2,0 1,7 3 priedas n, rpm T m, min Pastaba: D yra apdirbimo skersmuo ; L apdorojimo ilgis; t pjovimo gylis; S padavimas per apsisukimą; n suklio greitis; V pjovimo greitis; T m mašinos laikas. 9
10 4 priedas Stebėjimo lapas Priėmimo kompleksų pavadinimas Stebėjimų fiksavimo taškai 1 2. n Stebėjimo laikas Bendra trukmė Vidutinė trukmė Normų stabilumo koeficientas. faktas. Pagalbinio komplekso laiko norma 10
11 TECHNINIS MAŠINIMO OPERACIJŲ REGLAMENTAS Laboratorinių darbų gairės Sudarė: NASAD Tatjana Gennadievna KOZLOV Genadijus Aleksandrovičius Recenzentas: I.A. Maslyakova Redaktorius K.A. Kulagina Kompiuterio išdėstymas Yu.L. Župilova Pasirašyta spausdinimui Formatas /16 Popierius. kompensuoti. Konv. orkaitė l. 0,69 (0,75) l. 0,6 Tiražas 100 egz. Užsakymas 193 Nemokamas Saratovo valstybinis technikos universitetas, Saratovas, Politekhnicheskaya g., 77 Spausdino SSTU leidykla, Saratovas, g. Politechnika, 77 Tel.
12 12
DARBO REGLAMENTAS. LAIKAS Elena Alekseeva, Maskvos valstybinio technikos universiteto docentė. N.E. Bauman Nadežda Ivanova, ekonomikos mokslų kandidatė, Maskvos valstybinio technikos universiteto docentė. N.E. Baumanas Laiko, praleisto darbui, nustatymas, darbo normavimas
TEMA: DARBO LAIKO IŠLAIDŲ TYRIMO METODAI Darbo laiko sąnaudų tyrimo metodai Tyrimo tikslai darbo procesai: faktinio laiko, praleisto elementarioms operacijoms atlikti (darbo
UDC 2151 Darbo laiko sąnaudų tyrimo metodai D. I. Dolgovas (PhD, Švietimo vadybos ir ekonomikos katedros docentas, MordGPI pavadintas M. E. Evsevievo vardu, Saranskas), 89053783787, el. [apsaugotas el. paštas]
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTRAI FEDERALINĖ ŠVIETIMO AGENTŪRA Valstybinė aukštojo profesinio mokymo įstaiga Orenburgo valstija
Uralo federalinė geležinkelių transporto agentūra Valstijos universitetas ryšio priemonių katedra "Transporto ekonomikos" T. S. Mažesnis Gamybos organizavimas ir planavimas Metodinis
106 PERSONALAS A. N. Dubonosova, PEO viršininko pavaduotoja DARBO REGLAMENTAS: PAGRINDINIŲ GAMYBOS DARBUOTOJŲ DARBO LAIKO REGULIAVIMAS Pagrindinės temos Darbo normavimas, pagrindiniai jo uždaviniai Darbuotojo struktūra
VIDURINIS PROFESINIS IŠSIlavinimas Kovalchuk L.P. METODINĖ PAGALBOS PRAKTINIŲ DARBŲ ATLIKIMO PAGAL SPECIALITĖS STUDIJOS „TECHNINIS REGLAMENTAS“ DARBAS ATLIKTI 151001 Recenzentai: Direktorius
Apytikslis buhalterinės apskaitos struktūrinio padalinio etatų skaičiavimas I. Bendroji dalis 1. Standartai rengiami remiantis: Gairės dėl darbo normavimo sistemų plėtros valstybėje
M I N I S T E R S T O E D U R A O V A N I A I A N A U K I R O S S I O Y F E D E R A T I O FEDERALINĖS VALSTYBĖS AUTONOMINĖ AUKŠTOJO PROFESINIO MOKYMO ĮSTAIGA „Nacionalinė
UDC 658,58; 658.523 N.S. Masliakovas, doktorantas, Darbo vadovas: M. S. Ostrovskis, technikos mokslų daktaras, profesorius, Maskvos valstybinis kalnakasybos universitetas El. [apsaugotas el. paštas] Universalių mašinų privalumai,
Dokumentą pateikė ConsultantPlus "Racionalizavimas ir atlyginimas pramonėje", 2011, N 5 GERIAUSIA DARBO REGULIAVIMO PATIRTIS INŽINERINĖSE ĮMONĖSE Šiuolaikinė teorija ir pažangioji
Turinys ĮVADAS ... 4 1 DARBO ORGANIZAVIMAS DARBO VIETOJE ... 5 1.1 Bendrosios darbo vietos ir darbo sąlygų charakteristikos ... 5 1.2 Trumpas gamybos įrenginio ir technologinių savybių aprašymas
SPRUT-TP sistema skirta informacinei pagalbai techninio projektavimo procesui ir technologinių procesų kūrimo automatizavimui, įskaitant techninės dokumentacijos formavimą: nuo
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA Federalinė valstybinė biudžetinė aukštojo profesinio mokymo įstaiga „NACIONALINIAI TYRIMAI TOMSK POLITECHNIKA
ĮVADAS TESTŲ PROGRAMA tema "INŽINERINĖS TECHNOLOGIJOS" Įvadas Tikslai, uždaviniai, disciplinos dalykas, jos vaidmuo ir ryšys su kitomis disciplinomis. Drausmės vertė mokymo sistemoje
„Socialinės rinkos ekonomikos“ sąvokoje yra šios nuostatos: 1) valstybinis reguliavimas visose valdymo srityse; 2) kiekvieno darbuotojo atsakomybė už veiklos rezultatus
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJOS VALSTYBINĖ AUKŠTOJO PROFESINIO MOKSLO MOKYMO ĮSTAIGA „SAMARA VALSTYBINIO AEROSMINIO UNIVERSITETAS, pavadintas akademiko S.P. KARALIENĖ
Rusijos Federacijos švietimo ir mokslo ministerija Saratovo valstybinis technikos universitetas CAD T-FLEX CAD 10 STATYMAS IR REdagavimas 2D DRAWING RAIL
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA SANKT PETERBURGO NACIONALINIS TYRIMŲ UNIVERSITETAS INFORMACINIŲ TECHNOLOGIJŲ, MECHANIKOS IR OPTIKOS INSTITUTAS ŠALČIO IR BIOTECHNOLOGIJŲ INSTITUTAS L.V. Minčenka
5 tema. RUOŠINIŲ APDOROJIMAS DAUGIAU ĮRANKIŲ Tikslas – ištirti daugiafunkcinio apdirbimo bokštinėmis tekinimo staklėmis technologines galimybes, pagrindinius staklių komponentus ir jų paskirtį; įsigijimas
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA Federalinė biudžetinė valstybinė aukštojo profesinio mokymo įstaiga "ULYANOVSK VALSTYBINIAI TECHNIKOS UNIVERSITETAS"
Federalinė švietimo agentūra Valstybinė aukštojo profesinio mokymo įstaiga Ivanovo valstybinis chemijos ir technologijos universitetas PRAKIKUM pagal discipliną
[ E[M]ECONOMY ] reiškia: sutaupykite laiko, pinigų ir vietos! MAXXMILL 500 5 ašių vertikalus frezavimo apdirbimo centras MAXXMILL 500 MAXXMILL 500 YRA VERTIKALUS FREZAVIMAS
1 variantas „Racionalizavimas ir darbo užmokestis įmonėje“ Įvadas 1. Teorinė dalis 1. Darbo standartai, jų nustatymo metodai, tyrimas, analizė 1.1. Darbo normavimas ir jo rūšys 1.2. Darbo laikas universalus
STANDARTŲ KŪRIMO METODIKA Testo tikslas: išmokyti studentus pratybų standartizavimo metodikos ugnies pratybų mokymuose. Siekdamas tikslo, mokinys turi atlikti ir
VALSTYBINĖ AUKŠTOJO PROFESINIO MOKSLO MOKYMO ĮSTAIGA „SAMARA VALSTYBINĖS AROKOSTRAVIMO UNIVERSITETAS, pavadintas akademiko S. P. KOROLEVO vardu“ TECHNOLOGIJŲ PROCESŲ PROJEKTAVIMAS
BALTARUSIJAS RESPUBLIKOS ŽEMĖS ŪKIO IR MAISTO MINISTERIJOS PAGRINDINIS ŠVIETIMO, MOKSLO IR PERSONALO MOKYMO ĮSTAIGOS DEPARTAMENTAS "BALTARUSIJOS VALSTYBINĖ ŽEMĖS ŪKIO AKADEMIJA" Departamentas
B A C A L A V R I A T V.P. Pašuto Darbo organizavimas, reguliavimas ir apmokėjimas įmonėje mokymo ir praktinis vadovas KnorS Moscow 2017 UDC 331(075.8) LBC 65.24ya73 P22 Recenzentai: V.I. Demidovas, galva
1. Sraigtinio pjovimo staklės 16K20. veleno sukimasis. Nubraižykite mašinos blokinę schemą, kai naudojate švino varžtą. 2. Peržiūrėkite projektą pagal pridedamą brėžinį. 3. Kokie yra formavimo būdai
UDC 62191302: 6219025 RACIONALIŲ PJOVIMO SĄLYGŲ NUSTATYMAS, FREŽUOJANT KAMPARUČIUS NE KRANČIŲ PRIEŽIŪROMIS VA Khomenko, PO Cherdantsev, AO Cherdantsev Racionalaus nustatymo metodas
Rusijos valstybinė biblioteka Darbo bibliotekoje normavimas Metodinės rekomendacijos Maskvos "Pashkov Dom" 2013 "-7T 1osUDarstpb" ntgg77 ~ u;.1,;ac ~ Krasnojarsko srities mokslinė biblioteka "" M ^ 1US [_
2 PADĖKLŲ HORIZONTALUS APDIRBIMO CENTRAS H3 TECHNINĖS SPECIFIKACIJOS TECHNINĖS SPECIFIKACIJOS ĮRANGA X ašies eiga, mm 460 Y ašies eiga, mm 350 Z ašies eiga, mm
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA FGBOU VPO URALO VALSTYBINIAI MIŠKŲ INŽINERIJOS UNIVERSITETAS Staklių ir įrankių katedra I.T. Glebov PRAMONĖS ĮRANGA Storinimo mašinos tikslumo tikrinimas
SVERDLOVSKO SRITIES BENDROJO IR PROFESINIO ŠVIETIMO MINISTERIJOS
2013 M. MSTU GA MOKSLINIS BIULETENIS 190 STEPANENKO Straipsnį pristatė ekonomikos mokslų daktaras, profesorius Artamonov
Priskirti kontroliniam darbui Pagal variantus reikia išspręsti šiuos uždavinius: 1. Nustatyti darbo intensyvumą gaminio vienetui, jeigu pagamintos produkcijos apimtis siekė .. vnt. Bendrosios darbo sąnaudos. asm.
DARBO REGLAMENTAVIMO ORGANIZAVIMO PRAKTIKA 13 UDC 349.22 DARBO REGLAMENTAVIMO SISTEMOS AUDITAS ĮMONĖJE AL Žukovas, ekonomikos mokslų daktaras. mokslai, Darbo ir socialinių santykių akademijos profesorius, el. [apsaugotas el. paštas]
1. Dalykos tikslai ir uždaviniai 1.1. Dalykos tikslas, uždaviniai, jos vieta rengiant bakalaurą, specialistą (atsižvelgiant į federalinių valstybinių išsilavinimo standartų reikalavimus) Dalykos studijų tikslas – išmokyti studentus priimti moksliškai pagrįstą.
A.A. Nosenko PROGRAMINĖS ĮRANKIŲ GALIMYBIŲ TYRIMO METODINIAI NURODYMAI (PS) (Atlikta pagal V.A. Palitsyno metodiką „Baigimo projektų galimybių studija“,
ATVIROS AKCINĖS BENDROVĖS "FEDERALINĖS TINKLŲ BENDROVĖ JUNGTINĖS ENERGETIKOS SISTEMOS ĮMONĖ" ORGANIZAVIMO STANDARTAS JSC FGC UES STO 56947007-29.240.128-2012 Rekomendacijos dėl kūrimo ir paleidimo
Staklių su programiniu valdymu (SPU) operatorius Ką veikia „SPU operatorius“? Dirba šiuolaikinėmis staklėmis su programos valdymu - Kompiuteriu sudaro detaliąją programą - Įeina
Pavarų dėžės kinematika: gairės. / Komp. Kondratyeva N.M., Kondratyuk A.A. Tomskas: Tomsko architektūros ir statybos inžinerijos universiteto leidykla, 2004. - 21 p. Recenzentas prof. V.D. Rudnevas redaktorius
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA Sankt Peterburgo valstybinis elektrotechnikos universitetas "LETI"
Valstybinių (savivaldybių) įstaigų darbo užmokesčio sistemos laipsniško tobulinimo programa 2012-2018 metams (Rusijos Federacijos Vyriausybės 2012 m. lapkričio 26 d. dekretas 2190-r) 1 tobulinimo etapas
Vartotojo vadovas 1 1 5 2 1 - reguliavimo proceso nuotrauka; 2-tekstas, paaiškinantis veiksmą nuotraukoje; Šiam veiksmui atlikti skirtas 3 laikas; 4 bendras nustatymo laikas nuo sąrankos pradžios
RUSIJOS ŽMONIŲ DRAUGYSTĖS UNIVERSITETO INŽINERIJOS FAKULTETAS
5 ašių vertikalūs apdirbimo centrai FU-650 FU-800 tarnauja jums nuo 1990 m.
FEDERALINĖS VALSTYBĖS BIUDŽETINIS AUKŠTOJO PROFESINIO MOKYMO ĮSTAIGA "UDMURT STATE UNIVERSITY" Civilinės gynybos institutas Bendrųjų inžinerinių disciplinų katedra
Didesnis gilaus atskyrimo patikimumas Prioritetiniai giluminio atskyrimo reikalavimai buvo nustatyti ankstyvame naujos koncepcijos su plačia pramonine integracija kūrimo etape: proceso patikimumas.
UGDYMO DISCIPLINŲ DARBO PROGRAMŲ SANTRAUKA Mokymo kursų, dalykų, disciplinų (modulių), praktikų anotacija Dalykos „Įvadas į kryptį“ anotacija Bendras disciplinos darbo intensyvumas – 2 kreditai.
8.1 Logistikos įmonės sąskaitų tvarkytojų darbo laiko sąnaudų optimizavimas 8.1 Periodiškai logistikos ir transporto pramonės įmonės susiduria su termino ilgėjimo problema.
RUSIJOS VALSTYBINĖS ŠVIETIMO IR MOKSLO MINISTERIJOS AUKŠTOJO PROFESINIO MOKYMO ĮSTAIGOS "TIUMENĖS VALSTYBINIS NAFTOS IR DUJŲ UNIVERSITETAS" PRAMONĖS TECHNOLOGIJŲ INSTITUTAS
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA FEDERALINĖ VALSTYBĖ AUTONOMINĖ AUKŠTOJO PROFESINIO MOKYMO ĮSTAIGA
Rusijos Federacijos švietimo ir mokslo ministerija Federalinės valstybinės biudžetinės aukštojo profesinio mokymo įstaigos Syktyvkaro miškų instituto (filialas) „Šv.
RUSIJOS FEDERACIJOS MOKSLO IR ŠVIETIMO MINISTERIJA Kostromos valstybinis technologijos universitetas Vadybos, ekonomikos ir finansų institutas Ekonomikos ir vadybos katedra VP Dudyashova, T.I.
DIDELIS GREITIS DVI PASKIRTIS DVIGUBAS SOLŪPĖS GALINGAS PJOVYMAS Naudojamas didelio stiprumo medžiagoms. Su dideliu sukimo momentu (maksimalus sukimo momentas gali siekti 900
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA Federalinė švietimo agentūra KURGAN VALSTYBINIO UNIVERSITETO katedra Mechaninės inžinerijos technologija AUTOMATIZUOTOS GAMYBOS TECHNOLOGIJA
Rusijos Federacijos švietimo ir mokslo ministerijos federalinės valstybės autonominė švietimo įstaiga Aukštasis išsilavinimas NACIONALINIŲ TYRIMŲ TOMSK POLITECHNINIS UNIVERSITETAS
I.A. YANKINA PINIGAI, KREDITAS, BANKAI. SEMINARAS, kurią UMO finansų, apskaitos ir pasaulio ekonomikos švietimui rekomenduoja kaip vadovėlį Finansų ir kredito specialybių studentams
UDC 621.753.1 S. N. Borisovas, A. S. Evseeva, A. P. Tremasovas
Lyginamasis pilkojo ketaus detalių skylių tikslumo tyrimas vibracinio gręžimo metu (2 dalis) # 11, 2014 m. lapkričio mėn. AI Soloviev, Sh. I. Dzhafarova UDC: 621.952.2 Rusija, MSTU im. N.E.
KONSTRUKCINIŲ MEDŽIAGŲ TECHNOLOGIJA Rekomendacijos ir kontrolės užduotys disciplinose „Struktūrinių medžiagų technologija“, „Medžiagotyra. Konstrukcinių medžiagų technologija“ studentams
Federalinė švietimo agentūra Tomsko valstybinis architektūros ir civilinės inžinerijos universitetas Gamybos technologijos ir automobilių remonto pagrindai Savarankiško mokymosi gairės
Technologinės dokumentacijos registravimas 1. Technologinių dokumentų rūšys ir išsamumas 1.1. TP aprašymo rūšys Sukurto technologinio proceso turinys fiksuojamas įvairaus detalumo laipsniu
UDC 621.9.048 UDC 621.9-1/-9 Pagrindinės detalių ir mazgų gamybos darbo intensyvumo mažinimo kryptys apdirbant Pluton OJSC Yu. V. Polyakov, V. I. Larin Pluton OJSC Didinimas
PI 46 r Informacija apie gaminį Variklio velenas su pasukamu velenu Tipų serija 0.5.052.0.. 2008-03-13 Turinys Savybės...4 Techniniai duomenys... 10 Apdirbimo pavyzdžiai... 12 Konstrukcijos pavyzdžiai...
CNC MAŠINŲ VALDYMO PROGRAMŲ KŪRIMAS CAD T FLEX CNC
MASKAVOS AUTOMOBILIŲ IR VALSTYBINĖS KELIŲ TECHNINĖS UNIVERSITETAS (MADI) Sinelnikovas, A. Yu. KONOPLIN METODINĖS INSTRUKCIJOS laboratoriniams darbams taisant blokus ir mechaninių cilindrų įdėklus
Rusijos Federacijos švietimo ir mokslo ministerija Federalinės valstybinės švietimo biudžetinės aukštojo profesinio mokymo įstaigos „Volgogrado valstybinio technikos universiteto“ fakultetas