Ruošinio apdirbimo techninė laiko norma yra vienas iš pagrindinių parametrų skaičiuojant pagamintos detalės savikainą, gamybos įrangos skaičių, darbuotojų atlyginimus ir gamybos planavimą.
Techninė laiko norma nustatoma pagal technologinių įrenginių, pjovimo įrankių, staklių technines galimybes ir tinkamą darbo vietos organizavimą.
Laiko norma yra vienas iš pagrindinių faktorių įvertinant technologinio proceso tobulumą ir pasirenkant pažangiausią ruošinio apdirbimo variantą.
Didelės apimties ir masinėje gamyboje bendras vieno ruošinio apdirbimo laikas (min.).
T w \u003d T o + T į + T t.o + T o.p,
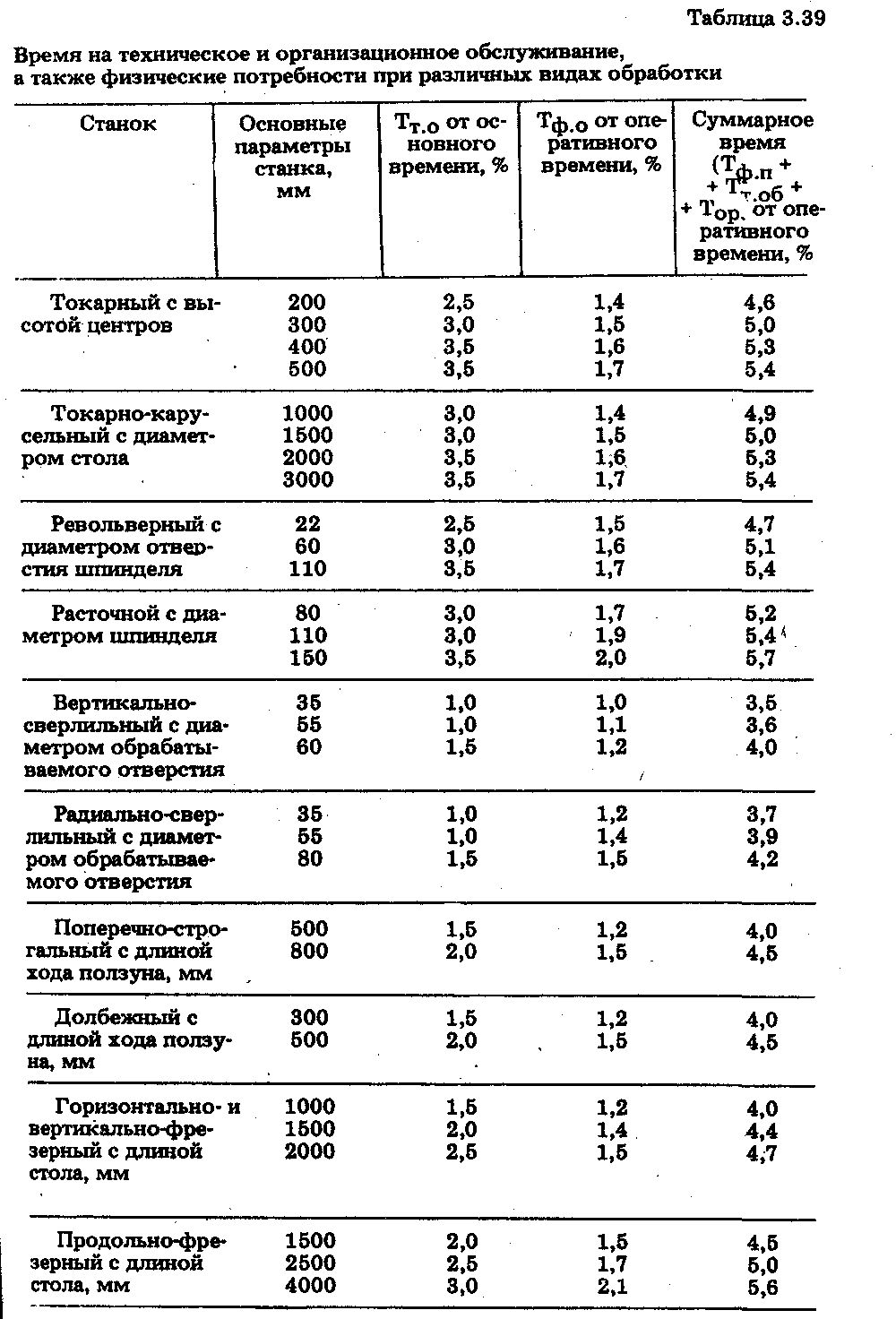
kur T apie - technologinis (bazinis) laikas, min; T in - pagalbinis laikas, min; T t.o - darbo vietos priežiūros laikas, min; T o.p - laikas poilsiui ir natūraliems poreikiams, min (3.39 lentelė).
Daugelio rūšių apdorojimo technologinis laikas
T o \u003d L p .x i / (n c t s st),
čia L p.x – numatomas pjovimo įrankio darbinio eigos ilgis, t.y. pjovimo įrankio nueitas kelias pastūmos kryptimi, mm; i yra pjovimo įrankio darbinių judesių skaičius; n st - mašinos suklio greitis, priimtas pagal mašinos pasą, aps./min. s st - pašaras pagal mašinos paso duomenis, mm / aps.
Pagalbinis ruošinio apdirbimo laikas Tv priklauso nuo mechanizacijos laipsnio, ruošinio masės ir kitų elementų, atliekamų atliekant šią operaciją. Pagalbinis laikas kontroliniams matavimams parenkamas priklausomai nuo matavimo tikslumo ir matavimo priemonės tipo. Pagalbinis laikas nustatomas pagal standartines lenteles. Tai priklauso nuo pasirinktos technologinės įrangos, apdirbimo būdų ir mašinų įrangos.
Pagalbinis laikas T in susideda iš laiko, per kurį reikia sumontuoti ir išimti dalį; laikas, susijęs su perėjimu (įrankio nustatymas išilgai galūnės, sustojimas, žymėjimas; preliminarus matavimas; bandymo lustų paėmimas ir kt.); laikas, susijęs su perėjimu prie metodų, kurie nebuvo įtraukti į kompleksus (mašinos suklio greičio pokyčiai, pastūmos pokyčiai, pjovimo galvutės sukimasis ir kt.); pagalbinis kontrolinių matavimų laikas, kurie nustatomi pagal standartines lenteles priklausomai nuo matavimo tikslumo, matuojamų paviršių matmenų, atsižvelgiant į periodiškumo koeficientą. Pagalbinis laikas technologinei operacijai
T in \u003d (T y c t, + T juosta + T juosta iki + T matavimo) Į t in,
kur T burna - pagalbinis detalės montavimo ir išėmimo laikas, min; T juosta – pagalbinis laikas, susijęs su perėjimu, min; T per.k - pagalbinis laikas, susijęs su perėjimu prie metodų, kurie neįtraukti į kompleksus, min; T meas _ - pagalbinis kontrolinių matavimų laikas, min; Į t in - pagalbinio laiko pataisos koeficientas, priklausantis nuo perdirbtų produktų partijos dydžio.
Darbo vietos priežiūros laikas, sugaištas montuojant, išimant ir keičiant nusibodusius pjovimo įrankius, šlifavimo diskų papildymą, mašinos tepimą ir reguliavimą, drožlių valymą eksploatacijos metu ir kt.
T t.o \u003d (T o + T c) (a p.o / 100),
kur p.o. - darbo vietos priežiūros laikas procentais nuo eksploatacijos laiko, kuris parenkamas pagal standartines lenteles, priklausomai nuo gamybos tipo. Poilsio laikas ir fiziniai poreikiai
T o.p \u003d (T o + T in,) (ir taip / 100),
kur a - poilsio ir fizinių poreikių laikas (%) iki veiklos laiko, kuris parenkamas pagal standartines lenteles.
Serijinėje ir vienetinėje gamyboje vienetinio skaičiavimo laikas laikomas technine laiko norma
T sh.k \u003d T w + (T pz / n d),
kur T p.z - parengiamasis ir galutinis laikas, sugaištas ruošiant ir sureguliuojant mašiną apdoroti tam tikrą dalių partiją, įsigyjant reikiamą technologinę įrangą, dokumentaciją, taip pat pristatant apdorotas dalis, dokumentaciją ir įrangą; n d - ruošinių skaičius partijoje.
Vidutinė korekcijos koeficientų reikšmė
Pavyzdys. Nustatykite grubaus krumpliaračio pjovimo gabalo laiko greitį. Pradiniai duomenys:
Detalė – sraigtinis cilindrinis ratas. Detalės medžiaga – plienas 45 GOST 1050-74, in = 600 N/m. Dalies svoris 6 kg. Įranga - krumpliaračių pjovimo staklės 5E32. Prietaisas – šerdis. Aušinimas – alyva. Danties modulis m == 4mm . Krumpliaračio dantų skaičius z \u003d 40. Žiedinės krumpliaračio B plotis \u003d 40 mm, d == 30 .
1. Sumontuokite, pritvirtinkite, atsegkite ir nuimkite keturis ruošinius.
2. Frezavimo dantys m = 4 mm, z = 40.
Sprendimas.1. Mes pasirenkame sliekinį modulinį pjaustytuvą, kurio išorinis skersmuo D d \u003d 100 mm, su moduliu m \u003d 4 mm pagal GOST 9224-74. Dviejų sriegių sliekinis pjoviklis, tikslumo klasė C. Pjovimo ritės kilimo kryptis ir pjovimo rato dantukas yra to paties pavadinimo. Sliekinio pjaustytuvo pjovimo dalies medžiaga pagaminta iš plieno R18 GOST 19256-73. Įrankio tarnavimo laikas T g = 480 min.
2. Krumpliaračio dantų pjovimas atliekamas vienu darbiniu judesiu. Pjovimo gylis t p = 9 mm.
3. Dvigubo sriegio sliekinio pjoviklio padavimą parenkame pagal standartines lenteles: s tabl \u003d 1,2 - 1,4 mm / aps. Mes koreguojame padavimo greitį, atsižvelgdami į plieno medžiagos kietumo pataisos koeficientą 45 GOST 1050-88 (K m \u003d 0,9) ir dantų bei ritinių pasvirimo kampą. ( K in \u003d 0,8):
s skaičiuok. \u003d s lentelė K m K \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / aps.
Priimame pagal mašinos pasą, s st \u003d 1 mm / aps.
4. Pjovimo greitį parenkame pagal lentelių standartus: V lentelė = 0,7 m/s. Pjovimo greitį koreguojame atsižvelgdami į plieno 45, HB 170 ... 207 korekcijos koeficientus, kur K mv == 0,8 ir K == 0,9.
Apskaičiuotą pjovimo greitį nustatome pagal formulę
V apskaičiavimas \u003d s lentelė K m v K ŋ \u003d 0,7 * 0,8 * 0,9 \u003d 0,5 m / s
5. Nustatykite sliekinio pjoviklio greitį
N f.apskaičiuota =  95,51 aps./min
95,51 aps./min
Pjoviklio sukimosi greitį nustatome pagal mašinos pasą, kur n st \u003d 100 aps./min.
Laikas organizacinei priežiūrai ir fiziniams poreikiams
Pagalbinis laikas kontroliniams matavimams
6. Faktinis pjovimo greitis nustatomas pagal formulę
v d \u003d D n n st / (1000 60) \u003d 3,14 100 100 / (1000 60) \u003d 0,62 m / s
7. Įrankio darbinio eigos ilgis apdirbimo metu nustatomas pagal formulę
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 \u003d (160 + 2 + 37,2 + 2) 40 \u003d 8048 mm.
L skaičiuot = 40 mm (priimti pagal detalųjį brėžinį) l 1 = 2 mm; l 3 \u003d 2 mm. Įstūmimo l 2 reikšmė nustatoma pagal formulę
L 2 \u003d (1,11,3) 
 37,2 mm ,
37,2 mm ,
čia h – dantų ertmės gylis , h = t. (h = = 2,25 m = 2,25 4 = 9 mm.)
Vienu metu apdorojant keturias pavaras, L calc reikia padidinti 4 kartus (L calc = 40 4 = 160 mm).
8. Pagrindinis (technologinis) keturių krumpliaračių dantų apdorojimo laikas nustatomas pagal formulę:
T o = 
Vienai pjovimo pavarai pagrindinis laikas bus T o \u003d 40,24 / 4 \u003d 10,06 min.
9. Pagalbinis laikas operacijai T in nustatomas pagal standartines lenteles. Pagalbinis detalės montavimo laikas ant įtvaro, kurio masė iki 5 kg T set = 0,7 min. Papildomas pagalbinis laikas kiekvienam paskesniam dalies T ext montavimui ant įtvaro bus T ext = 0,26 min.
Kontrolinių matavimų laikas neįeina į pagalbinio laiko normatyvą, nes sutampa su pagrindiniu laiku.
10. Krumpliaračių pjovimo darbo vietos priežiūros laikas nustatomas (%) nuo pagrindinio laiko, kur a t apie = 3 %:
T taip \u003d T apie t.o. /100=10,063/100=0,3 min.
11. Laikas poilsiui ir darbuotojo natūraliems poreikiams nustatomas (%) iš darbo laiko, kai op \u003d 1,7 % :
T op =  = 0,2 min.
= 0,2 min.
12. Vienos dalies gamybos laikas bus:
T w \u003d T apie + T in + T taigi + T op \u003d 10,06 + 0,96 + 0,3 + 0,2 \u003d 12,52 min.
Masinės gamybos pristatymo laikas nėra apibrėžtas.
Atsižvelgiant į paskirtį, atliekant techninius-ekonominius ir organizacinius-planavimo skaičiavimus, gali būti naudojamos įvairios operacijos atlikimo laiko technologinės normos. Paprastai, kaip norma t i vykdymui i-oji operacija per produkcijos vienetą, atsižvelgiama į visą laiko normą (vieneto skaičiavimo norma) - t sc. Mašinos inžinerijoje priimta darbo laiko sąnaudų klasifikacija ir suminės operacijos laiko normos struktūra (gabalų skaičiavimo norma) parodyta pav. 6.2-6.3.
Parengiamasis ir paskutinis laikas - laikas paruošti ir užbaigti gaminių partijos ar pamainos apdorojimą (užduoties priėmimas ir darbo pažinimas, techninės dokumentacijos išstudijavimas, specialių prietaisų ir įrankių montavimas, mašinos sureguliavimas ir apdorojimo režimo nustatymas, darbų perdavimas). dirbti šeimininkui arba kontrolieriui).
Veikimo laikas - tiesioginio technologinės operacijos atlikimo laikas. Apima pagrindinį ir pagalbinį laiką. Pagrindinis (technologinis) laikas – laikas, per kurį realizuojamas technologinis darbo tikslas (formuojantis, keičiant darbo objekto būklę, kokybę, savybes). Tai gali būti rankinis, mašininis, mašininis rankinis. Pagalbinis laikas- laikas veiksmams, užtikrinantiems pagrindinio darbo atlikimą (detalės montavimas ir išėmimas, įrankio priartėjimas-nutraukimas, mašinos paleidimas ir sustabdymas, detalės matavimas). Tai gali būti rankinis, mašininis ir mašininis rankinis.
Darbo vietos aptarnavimo laikas - laiko rūpintis darbo vieta per tam tikrą darbą ir visą pamainą. Įskaičiuotas laikas techninei ir organizacinei priežiūrai. Priežiūros laikas - laikas keisti įrankius susidėvėjus ar sulūžus, įrangos reguliavimas darbo procese. Organizacinio aptarnavimo laikas - laikas įrankių išdėstymui ir valymui pamainos pradžioje ir pabaigoje, mašinos tepimui ir valymui, darbo vietos valymui pamainos metu.
Numatytų pertraukų laikas - pertraukų, kurios yra neišvengiamos atliekant tam tikrą kūrinį, laikas. Apima organizacinių ir technologinių pertraukų, poilsio ir gamtinių poreikių pertraukų laiką.
Ryžiai. 6.2. Darbo valandų klasifikacija:
Organizacinių ir technologinių pertraukų laikas - trukdžių laikas dėl technologinio proceso eigos ir nepakankamo operacijų sinchronizavimo. Pertraukų poilsiui ir natūraliems poreikiams laikas - laikas pietų pertraukoms, pramoninei gimnastikai, poilsiui ir asmeniniams poreikiams. Visos kitos pertraukos laikomos neproduktyviais nuostoliais ir nėra standartizuotos. Taip pat nėra normalizuojamas laikas, praleistas darbui, kurį apima pagrindinis laikas (tai yra lygiagrečiai atliekami ir papildomo laiko nereikalaujantys veiksmai).
Ryžiai. 6.3. Bendros operacijos laiko normos struktūra:
Kaip matyti iš fig. 6.3, visas operacijos laikas (gabalų skaičiavimo greitis) t sk nustatomas taip:
kur t w yra gabalo laiko norma;
t pz - pasiruošimo ir galutinio žaidimo laiko norma;
n – partijos dydis, vnt.;
t o - pagrindinis laikas;
t * in - pagalbinis laikas, nesutampantis su pagrindiniu;
t * tada - priežiūros laikas, nesutampa su pagrindiniu;
t * oo - organizacijos aptarnavimo laikas, nesutampa su pagrindiniu;
t tech - organizacinių ir technologinių pertraukų laikas;
t otd - laikas pertraukoms poilsiui ir natūraliems poreikiams.
Veikimo ciklas
Veikimo ciklo trukmė priklauso nuo operacijos atlikimo laiko produkcijos vienetui (gabalui), produkcijos vienetų skaičiaus partijoje, įeinančioje į operaciją, nuo operacijos užduočių skaičiaus (paslaugų skaičiaus). kanalai daugiakanaliame įrenginyje).
Darbo ciklo apskaičiavimas. Skaičiuojant darbo ciklą, galimi šie paprasčiausi atvejai.
1) Produkto vienetai - 1, darbo vietos - 1. Darbo ciklas ^ o, kai vienoje darbo vietoje atliekama operacija su gamybos vienetu, yra lygus operacijos t i laiko normai:
kur t i – laiko norma, per kurią reikia atlikti i-ąją tokio pavadinimo gamybos vieneto operaciją.
2) Prekės vienetai – n, darbo vietos- 1. Kai gaminių partijos dydžio P gabalai, veikimo ciklas T 0 yra lygus bendram operacijos vykdymo laikui visoje partijoje. Kadangi darbo objektai yra vienodi, jie atlieka operaciją nuosekliai ir reikalauja laiko t i produkcijos vienetui, darbo ciklas padidėja P kartą:
T 0 \u003d nt i
3) Produkto vienetai - n, darbo vietos- q. Kai atliekama operacija q i identiškose darbo vietose galite paleisti partiją, kad lygiagrečiai atliktumėte operaciją su keliais gaminių vienetais vienu metu. Veikimo ciklas T 0 bus sumažintas q kartą:
kur q i - darbo vietų skaičius i-oji operacijos su šio pavadinimo produktų partija.
Yra įvairių variantų, kaip formuoti priimtą skaičiuoti t i , kai ji apima arba neapima tam tikrų laiko sąnaudų komponentų. Visų pirma, pasiruošimo-finalinio žaidimo laikas t n 3 gali būti nustatytas kaip nepriklausomas darbo ciklo komponentas T 0 arba būti įtrauktas t i už prekę - t n 3 / p.
Šalies praėjimo per operaciją tvarka. Operacija gali turėti sudėtingą struktūrą ir susideda iš daugybės perėjimų, atliekamų vienoje darbo vietoje. Pagal perėjimas reiškia operacijos dalį, atliekamą vienu ar daugiau dalies paviršių vienu ar keliais įrankiais vienu metu vienu pjovimo režimu. Šiuo atveju darbo ciklui T o paveikia partijos perėjimo per operaciją tvarka, nes tai turi įtakos laikui, sugaištam visų pirma įrengiant ir išimant dalį įrenginyje, taip pat įrangos perreguliavimui keičiant perėjimus. Ant pav. 6.4 parodyti du galimi partijos perdavimo per operaciją būdai:
a) skersinis perėjimas, kuriame visas darbo objektų skaičius pirmiausia praeina per pirmąjį perėjimą, tada per antrąjį perėjimą, tada per trečiąjį ir taip iki paskutinio operacijos perėjimo. Atskiriems gamybos vienetams operacijos atlikimo procesas yra nenutrūkstamas, o visos partijos – nenutrūkstamas;
b) pooperacinis praėjimas, kuriame pirmiausia per visus perėjimus pereina pirmasis darbo objektas, paskui antras, trečias ir taip iki paskutinio gaminių partijos vieneto. Gamybos vieneto operacijos atlikimo procesas yra nenutrūkstamas, o visos partijos atveju – nenutrūkstamas.
6.4 pav. Produktų partijos perdavimo operacijos metu tipai:
a - trumpalaikis; b - pooperacinis
Tikslingumą pasirinkti vieną ar kitą partijos praėjimo tipą lemia tai, kurio iš jų suminis laikas operacijai su partija atlikti (operacinis ciklas T 0) bus minimalus. Naudojant kryžminį praėjimą, pailgėja kiekvienos dalies montavimo ir pašalinimo laikas kiekvienam perėjimui, o žingsnis po žingsnio – darbo vietos pertvarkymo laikas po kiekvieno perėjimo. Jei dėl paprastumo pripažįstame, kad apdorojimo perėjimais, dalių montavimo ir išėmimo laikas abiejų tipų praėjimui yra vienodas, tada pereinamojo T oA ir eksploatacinio T oB praėjimo veikimo ciklo trukmės skirtumas, pagal ciklo grafikus pav. 6.4 bus lygus:
kur P - partijos dydis;
R -šios operacijos perėjimų skaičius;
t y - laikas sumontuoti ir išimti dalį;
T p - darbo vietos keitimo laikas, kai keičiami perėjimai.
Esant teigiamai šio skirtumo vertei, patartina naudoti laipsnišką ištrauką, o neigiamą – pereinamuoju būdu. Preliminariai galima manyti, kad kryžminį praėjimą patartina naudoti tais atvejais, kai darbo objektai nėra sunkūs ir stambūs, eksploataciniai – kai laikas keisti darbo vietą yra nereikšmingas.
Ruošinio apdirbimo techninė laiko norma yra vienas iš pagrindinių parametrų skaičiuojant pagamintos detalės savikainą, gamybos įrangos skaičių, darbuotojų atlyginimus ir gamybos planavimą.
Techninė laiko norma nustatoma pagal technologinių įrenginių, pjovimo įrankių, staklių technines galimybes ir tinkamą darbo vietos organizavimą.
Laiko norma yra vienas iš pagrindinių faktorių įvertinant technologinio proceso tobulumą ir pasirenkant pažangiausią ruošinio apdirbimo variantą.
Didelės apimties ir masinėje gamyboje bendras vieno ruošinio apdirbimo laikas (min.).
T w \u003d T o + T į + T t.o + T o.p,
kur T apie - technologinis (bazinis) laikas, min; T in - pagalbinis laikas, min; T t.o - darbo vietos priežiūros laikas, min; T o.p - laikas poilsiui ir natūraliems poreikiams, min (3.39 lentelė).
Daugelio rūšių apdorojimo technologinis laikas
T o \u003d L p .x i / (n c t s st),
čia L p.x – numatomas pjovimo įrankio darbinio eigos ilgis, t.y. pjovimo įrankio nueitas kelias pastūmos kryptimi, mm; i yra pjovimo įrankio darbinių judesių skaičius; n st - mašinos suklio greitis, priimtas pagal mašinos pasą, aps./min. s st - pašaras pagal mašinos paso duomenis, mm / aps.
Pagalbinis ruošinio apdirbimo laikas Tv priklauso nuo mechanizacijos laipsnio, ruošinio masės ir kitų elementų, atliekamų atliekant šią operaciją. Pagalbinis laikas kontroliniams matavimams parenkamas priklausomai nuo matavimo tikslumo ir matavimo priemonės tipo. Pagalbinis laikas nustatomas pagal standartines lenteles. Tai priklauso nuo pasirinktos technologinės įrangos, apdirbimo būdų ir mašinų įrangos.
Pagalbinis laikas T in susideda iš laiko, per kurį reikia sumontuoti ir išimti dalį; laikas, susijęs su perėjimu (įrankio nustatymas išilgai galūnės, sustojimas, žymėjimas; preliminarus matavimas; bandymo lustų paėmimas ir kt.); laikas, susijęs su perėjimu prie metodų, kurie nebuvo įtraukti į kompleksus (mašinos suklio greičio pokyčiai, pastūmos pokyčiai, pjovimo galvutės sukimasis ir kt.); pagalbinis kontrolinių matavimų laikas, kurie nustatomi pagal standartines lenteles priklausomai nuo matavimo tikslumo, matuojamų paviršių matmenų, atsižvelgiant į periodiškumo koeficientą. Pagalbinis laikas technologinei operacijai
T in \u003d (T y c t, + T juosta + T juosta iki + T matavimo) Į t in,
kur T burna - pagalbinis detalės montavimo ir išėmimo laikas, min; T juosta – pagalbinis laikas, susijęs su perėjimu, min; T per.k - pagalbinis laikas, susijęs su perėjimu prie metodų, kurie neįtraukti į kompleksus, min; T meas _ - pagalbinis kontrolinių matavimų laikas, min; Į t in - pagalbinio laiko pataisos koeficientas, priklausantis nuo perdirbtų produktų partijos dydžio.
Darbo vietos priežiūros laikas, sugaištas montuojant, išimant ir keičiant nusibodusius pjovimo įrankius, šlifavimo diskų papildymą, mašinos tepimą ir reguliavimą, drožlių valymą eksploatacijos metu ir kt.
T t.o \u003d (T o + T c) (a p.o / 100),
kur p.o. - darbo vietos priežiūros laikas procentais nuo eksploatacijos laiko, kuris parenkamas pagal standartines lenteles, priklausomai nuo gamybos tipo. Poilsio laikas ir fiziniai poreikiai
T o.p \u003d (T o + T in,) (ir taip / 100),
kur a - poilsio ir fizinių poreikių laikas (%) iki veiklos laiko, kuris parenkamas pagal standartines lenteles.
Serijinėje ir vienetinėje gamyboje vienetinio skaičiavimo laikas laikomas technine laiko norma
T sh.k \u003d T w + (T pz / n d),
kur T p.z - parengiamasis ir galutinis laikas, sugaištas ruošiant ir sureguliuojant mašiną apdoroti tam tikrą dalių partiją, įsigyjant reikiamą technologinę įrangą, dokumentaciją, taip pat pristatant apdorotas dalis, dokumentaciją ir įrangą; n d - ruošinių skaičius partijoje.
Vidutinė korekcijos koeficientų reikšmė
Pavyzdys. Nustatykite grubaus krumpliaračio pjovimo gabalo laiko greitį. Pradiniai duomenys:
Detalė – sraigtinis cilindrinis ratas. Detalės medžiaga – plienas 45 GOST 1050-74, in = 600 N/m. Dalies svoris 6 kg. Įranga - krumpliaračių pjovimo staklės 5E32. Prietaisas – šerdis. Aušinimas – alyva. Danties modulis m == 4mm . Krumpliaračio dantų skaičius z \u003d 40. Žiedinės krumpliaračio B plotis \u003d 40 mm, d == 30 .
1. Sumontuokite, pritvirtinkite, atsegkite ir nuimkite keturis ruošinius.
2. Frezavimo dantys m = 4 mm, z = 40.
Sprendimas.1. Mes pasirenkame sliekinį modulinį pjaustytuvą, kurio išorinis skersmuo D d \u003d 100 mm, su moduliu m \u003d 4 mm pagal GOST 9224-74. Dviejų sriegių sliekinis pjoviklis, tikslumo klasė C. Pjovimo ritės kilimo kryptis ir pjovimo rato dantukas yra to paties pavadinimo. Sliekinio pjaustytuvo pjovimo dalies medžiaga pagaminta iš plieno R18 GOST 19256-73. Įrankio tarnavimo laikas T g = 480 min.
2. Krumpliaračio dantų pjovimas atliekamas vienu darbiniu judesiu. Pjovimo gylis t p = 9 mm.
3. Dvigubo sriegio sliekinio pjoviklio padavimą parenkame pagal standartines lenteles: s tabl \u003d 1,2 - 1,4 mm / aps. Mes koreguojame padavimo greitį, atsižvelgdami į plieno medžiagos kietumo pataisos koeficientą 45 GOST 1050-88 (K m \u003d 0,9) ir dantų bei ritinių pasvirimo kampą. ( K in \u003d 0,8):
s skaičiuok. \u003d s lentelė K m K \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / aps.
Priimame pagal mašinos pasą, s st \u003d 1 mm / aps.
4. Pjovimo greitį parenkame pagal lentelių standartus: V lentelė = 0,7 m/s. Pjovimo greitį koreguojame atsižvelgdami į plieno 45, HB 170 ... 207 korekcijos koeficientus, kur K mv == 0,8 ir K == 0,9.
Apskaičiuotą pjovimo greitį nustatome pagal formulę
V apskaičiavimas \u003d s lentelė K m v K ŋ \u003d 0,7 * 0,8 * 0,9 \u003d 0,5 m / s
5. Nustatykite sliekinio pjoviklio greitį
N f.apskaičiuota = 95,51 aps./min
Pjoviklio sukimosi greitį nustatome pagal mašinos pasą, kur n st \u003d 100 aps./min.
Laikas organizacinei priežiūrai ir fiziniams poreikiams
Pagalbinis laikas kontroliniams matavimams
6. Faktinis pjovimo greitis nustatomas pagal formulę
v d \u003d D n n st / (1000 60) \u003d 3,14 100 100 / (1000 60) \u003d 0,62 m / s
7. Įrankio darbinio eigos ilgis apdirbimo metu nustatomas pagal formulę
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 \u003d (160 + 2 + 37,2 + 2) 40 \u003d 8048 mm.
L skaičiuot = 40 mm (priimti pagal detalųjį brėžinį) l 1 = 2 mm; l 3 \u003d 2 mm. Įstūmimo l 2 reikšmė nustatoma pagal formulę
L 2 \u003d (1,11,3) 37,2 mm ,
čia h – dantų ertmės gylis , h = t. (h = = 2,25 m = 2,25 4 = 9 mm.)
Vienu metu apdorojant keturias pavaras, L calc reikia padidinti 4 kartus (L calc = 40 4 = 160 mm).
8. Pagrindinis (technologinis) keturių krumpliaračių dantų apdorojimo laikas nustatomas pagal formulę:
T o =
Vienai pjovimo pavarai pagrindinis laikas bus T o \u003d 40,24 / 4 \u003d 10,06 min.
9. Pagalbinis laikas operacijai T in nustatomas pagal standartines lenteles. Pagalbinis detalės montavimo laikas ant įtvaro, kurio masė iki 5 kg T set = 0,7 min. Papildomas pagalbinis laikas kiekvienam paskesniam dalies T ext montavimui ant įtvaro bus T ext = 0,26 min.
Kontrolinių matavimų laikas neįeina į pagalbinio laiko normatyvą, nes sutampa su pagrindiniu laiku.
10. Krumpliaračių pjovimo darbo vietos priežiūros laikas nustatomas (%) nuo pagrindinio laiko, kur a t apie = 3 %:
T taip \u003d T apie t.o. /100=10,063/100=0,3 min.
11. Laikas poilsiui ir darbuotojo natūraliems poreikiams nustatomas (%) iš darbo laiko, kai op \u003d 1,7 % :
T op = = 0,2 min.
12. Vienos dalies gamybos laikas bus:
T w \u003d T apie + T in + T taigi + T op \u003d 10,06 + 0,96 + 0,3 + 0,2 \u003d 12,52 min.
Masinės gamybos pristatymo laikas nėra apibrėžtas.