Stranica
7
Stepen podjele operacije na radne elemente ovisi o svrsi analize i traženoj tačnosti rezultata istraživanja. Dakle, vrsta proizvodnje značajno utiče na stepen podjele operacije pri racionalizaciji troškova rada za njenu realizaciju.
Postoje sljedeće metode za određivanje normi vremena:
1. Eksperimentalno-statistički - karakteriše ga činjenica da se norme vremena za operaciju ili rad određuju u cjelini, bez analize element po element i projektovanja optimalnih uslova, načina i metoda rada. Ovakav način racioniranja ne osigurava naučno utemeljenu i progresivnu prirodu normi, ne omogućava utvrđivanje postojećih rezervi proizvodnje i ne doprinosi povećanju produktivnosti radnika. Eksperimentalno-statistička metoda zasniva se na dvije metode: eksperimentalnoj i statističkoj. Eksperimentalna metoda se zasniva na iskustvu predradnika i ocjenjivača, a statistička se po pravilu bazira na izvještajnim i statističkim podacima o stvarnom vremenu utrošenom na slično obavljen posao.
2. Analitička metoda. Ovom metodom vremensko ograničenje za operaciju postavlja se sledećim redosledom: operacija se deli na njene sastavne elemente; za svaki element odrediti faktore koji utiču na vrijeme njihove implementacije; razvijaju racionalan sastav operacije, redoslijed radnih i tehnoloških elemenata i potrebne uslove za njihovu realizaciju; odrediti trajanje pojedinih elemenata i operacije u cjelini.
Analitička metoda ima dvije varijante: analitičko-istraživačku i analitičko-kalkulativnu – razlika između kojih je u načinu određivanja utrošenog vremena. Metodom analitičkog istraživanja vrijeme provedeno na operaciji utvrđuje se na osnovu mjerenja vremena provedenog posmatranjem neposredno na radnom mjestu (hronometrijska posmatranja, fotografiranje radnog vremena, samofotografija i sl.). Analitičko-kalkulativnom metodom, troškovi vremena se izračunavaju prema standardima za režime rada opreme i vremena, kao i prema formulama za zavisnost vremena od faktora trajanja. Analitičko-kalkulativni metod omogućava smanjenje složenosti postavljanja standarda, jer nema potrebe za zapažanjima, međutim, smanjuje se tačnost standarda za određeno radno mjesto. Da bi se poboljšala tačnost proračuna, propisi predviđaju korekcijske faktore.
3. Tabelarni ili uvećani metod, kada se vrijeme po jedinici rada određuje iz posebnih tabela.
Racioniranje tehnološkog procesa
Prilikom racionalizacije rada radnika koriste se sljedeće vrste normi troškova rada: norma vremena, norma učinka.
Norma vremena je količina radnog vremena koju zaposleni ili grupa zaposlenih (posebno tim) odgovarajućih kvalifikacija u određenim organizacionim i tehničkim uslovima utroši za obavljanje jedinice rada.
Stopa proizvodnje je utvrđena količina posla (broj jedinica proizvodnje) koju je zaposlenik ili grupa zaposlenih (posebno tim) odgovarajućih kvalifikacija dužan da obavi po jedinici radnog vremena u određenim organizacijskim i tehničkim uslovima .
Postoji inverzna veza između norme vremena i norme outputa, tj. sa smanjenjem norme vremena, norma outputa raste. Ove količine se ne mijenjaju u istoj mjeri: stopa proizvodnje raste u većoj mjeri nego što se brzina vremena smanjuje.
Na osnovu sveobuhvatne studije i racionalizacije procesa rada utvrđuje se tehnički opravdan rok. Istovremeno, obezbeđuje se optimalan tehnološki proces za date uslove proizvodnje, koji karakteriše racionalna struktura, upotreba napredne tehnologije, korišćenje isplativih i produktivnih delova tehnološke opreme (oprema, alati, pribor) i naučno zasnovani načini obrade.
U predmetnom projektu će se analitičko-proračunskom metodom normalizovati rad tehnološkog procesa, primenom opštih inženjerskih standarda za pomoćno vreme, za servisiranje radnog mesta i pripremne i završne radove na metalorezačkim mašinama za srednje i velike razmere. produkcija (1984).
Karte normalizacije i tehnološki proces obrade dijela su dati u prilogu.
Struktura tehnički opravdane norme vremena Hvr uključuje samo one kategorije radnog vremena koje su potrebne za obavljanje datog posla (operacije) u normalnim proizvodnim uvjetima. Tu spadaju: glavno vreme do, pomoćni tin koji se ne preklapa, vreme organizaciono-tehničkog održavanja radnog mesta tobl, vreme normalizovanih pauza za odmor i lične potrebe trel, pripremno i završno vreme Tpz:
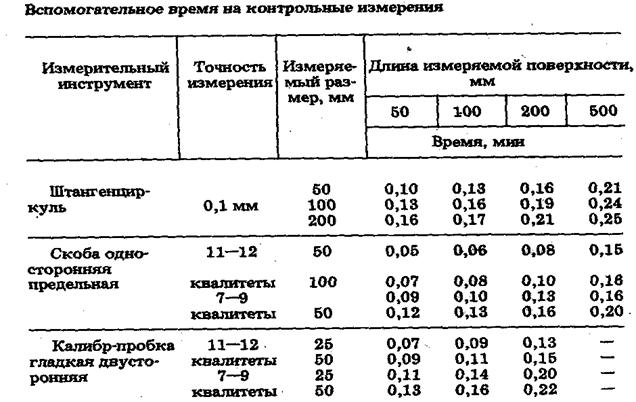
Tehnička norma vremena uključuje samo dio pomoćnog vremena koji nije obuhvaćen drugim elementima operacije. Pomoćno vrijeme, ovisno o specifičnom sadržaju operacije, uključuje: vrijeme za ugradnju i uklanjanje dijela - Tust; vrijeme vezano za implementaciju tehnološke tranzicije - Ttrans; vrijeme za obavljanje kontrolnih mjerenja, uzimajući u obzir koeficijent frekvencije mjerenja (gdje je potrebno) - Tkontr.
Kontrolno vrijeme se upoređuje sa glavnim (mašinskim) vremenom prelazom dužeg trajanja. Ako je veće od vremena stroja, tada se kontrolno vrijeme uključuje u pomoćno vrijeme nepreklapanja. Ako je kontrolno vrijeme manje od glavnog vremena, onda se odnosi na pomoćno preklapanje.
Zbroj glavnog i pomoćnog vremena nepreklapanja za operaciju čini preliminarno operativno vrijeme:
![]() .
.
Pripremno i završno vrijeme određuje se na osnovu opštih standarda mašinogradnje, zavisno od vrste opreme, opreme, složenosti podešavanja, broja upotrebljenih alata itd. Uključuje vrijeme za postavljanje opreme, vrijeme za prijem i predaju alata.
U okviru pune tehnički opravdane vremenske norme, tzv. norma vremena na komad Tsht, koja izražava vrijeme utrošeno na izradu svake pojedinačne jedinice proizvodnje. Sastoji se od glavnog vremena, pomoćnog vremena, vremena za opsluživanje radnog mjesta i pauze za odmor i lične potrebe.
U uslovima serijske proizvodnje prvo se utvrđuje preliminarno vreme:
Zatim se određuje trajanje obrade serije dijelova u smjenama:
gdje je - prethodno komadno vrijeme (bez uzimanja u obzir koeficijenta za pomoćno vrijeme KTvn), min;
Tehnološke norme vremena u uslovima male proizvodnje određuju se računsko-analitičkom metodom.
Piece time - vrijeme provedeno na operaciji. Sastoji se od sljedećih komponenti (min): T w \u003d T oko + T u + T oko + T po,
gdje je: T o - tehnološko (osnovno) vrijeme utrošeno direktno na obradu radnog komada, odnosno na promjenu njegovog oblika, dimenzija, svojstava i sl.;
T in - pomoćno vrijeme utrošeno na pomoćne radnje radnika, direktno vezane za glavni posao (ugradnja, fiksiranje i uklanjanje radnog komada, kontrola rezervoara, mjerenje dijela;
T o - vrijeme održavanja radnog mjesta, utrošeno na brigu o svom radnom mjestu, vezano za ovu operaciju. Vreme održavanja radnog mesta sastoji se od vremena organizacionog održavanja (pregled i ispitivanje opreme, raspored i čišćenje alata, podmazivanje, čišćenje mašine) i vremena održavanja (regulacija i podešavanje mašine, promena i podešavanje reznog alata). , dorada brusnih ploča i sl.) ;
T traka - vrijeme pauze u radu, utrošeno na odmor (ako je potrebno prema uslovima rada) i prirodne potrebe. Zbir glavnog i pomoćnog vremena naziva se radnim vremenom, to je glavna komponenta radnog vremena.
Vrijeme servisiranja radnog mjesta i vrijeme pauze u radu obično se uzimaju u procentima radnog vremena (koeficijent K 1 i K 2). U zavisnosti od prirode obrade i obima proizvodnje, vreme održavanja radnog mesta je K 1 = 3 ... 8%, a vreme pauze K 2 = 4.. ,9% radnog vremena.
U brojnim imenicima uzimaju K 1 + K 2 = 10%. Prilikom obrade partija delova uvodi se pojam komadnog obračunskog vremena T K, koje pored komadnog vremena sadrži i pripremno i završno vreme po jednom delu.
 gdje je T PZ pripremno i završno vrijeme utrošeno na dobijanje narudžbe, upoznavanje sa radom, nabavku nedostajućih alata i pribora i rekonfiguraciju mašine. U vremenu obračuna na komad, ovo vrijeme se uzima za jedan dio, odnosno dijeli se sa brojem dijelova u seriji n.
gdje je T PZ pripremno i završno vrijeme utrošeno na dobijanje narudžbe, upoznavanje sa radom, nabavku nedostajućih alata i pribora i rekonfiguraciju mašine. U vremenu obračuna na komad, ovo vrijeme se uzima za jedan dio, odnosno dijeli se sa brojem dijelova u seriji n.
U uslovima masovne proizvodnje, pripremno-završno vreme T PZ uzima se jednakim nuli (T PZ =0).
Vrijeme izračunavanja komada naziva se i tehnička norma vremena (ili norma vremena).
Stopa proizvodnje (N) predstavlja količinu proizvedene proizvodnje po jedinici vremena (smjena, sat). Sa 8-satnim radnim danom, stopa proizvodnje po smjeni je H = 480 / T K.
Main tehnološko vrijeme:
 ,
,
gdje je L izračunata dužina obrađene površine, mm; n-frekvencija rotacije obratka, o/min; s-pomak, mm/obr.
gdje l - dužina tretirane površine ( l= 35 mm);
 .
.
 ;
;
 .
.
8 Izbor i opis alata koji se koristi
Mašine alatke i tehnološka oprema obuhvataju: uređaje za ugradnju i fiksiranje obradaka i radnih alata, uređaje koji se koriste u montaži proizvoda, kontrolu delova, kao i uređaje za hvatanje i pomeranje delova i proizvoda. Prema stepenu specijalizacije, uređaji se dijele na univerzalne, rekonfigurabilne i posebne. Prvi uključuju stege, stezne glave, razdjelne glave, okretne stolove itd. Podesivi uređaji se mogu sastaviti od setova standardnih dijelova i sklopova ili opremljeni izmjenjivim dijelovima. U masovnoj proizvodnji koriste se posebni uređaji.
Položaj obratka prilikom obrade obezbeđuje se fiksiranjem na 6 tačaka, u zavisnosti od uslova obrade, čime se obezbeđuje potpuna ili delimična orijentacija radnog predmeta u prostoru u odnosu na rezni alat. Broj i lokacija nosača, kao i smjer i veličina pričvrsnih sila, moraju osigurati stanje postolja od nosača. Dodatni oslonci su podesivi ili samopodešavajući.
Prilikom odabira sheme ugradnje, moraju se osigurati sljedeći uvjeti: 1. Radni predmet mora zauzeti stabilan položaj prije primjene sila stezanja.
2. Ova pozicija se ne sme prekinuti nakon fiksiranja, kao ni pod uticajem sila koje nastaju tokom obrade.
U uređajima se koriste kao samokočni vijčani, klinasti, ekscentrični i drugi mehanizmi s ručnim, pneumatskim ili hidrauličnim pogonom, rjeđe se koriste pneumatski, hidraulični ili pneumohidraulični mehanizmi direktnog djelovanja.
Uređaji za okretanje. Obrada na strugovima se vrši kada su dijelovi ugrađeni u središta u steznoj glavi, na čeljusti i na ležaju. Prva grupa učvršćenja uključuje sljedeće elemente: središta pogonskih uređaja, stabilne oslonce, trnove itd. U drugu grupu - kertridži i prednje ploče. Treća grupa uključuje posebne uređaje za obradu konusnih, sfernih i drugih složenih površina. Lunete se koriste za obradu dugih dijelova. Samocentrirajuće stezne glave s tri čeljusti, a rjeđe dvočeljusne stezne glave, imaju široku primjenu.
Samozatezne stezne glave izrađuju se sa dvije ili tri neusklađene ekscentrične čeljusti, koje na početku obrade, pod djelovanjem sila rezanja, stežu radni predmet ugrađen u središta stroja i prenose na njega okretni moment sa vretena stroja.
Sa povećanjem momenta rezanja, moment od vretena, koji čeljusti stezne glave prenose na radni predmet, automatski se povećava.
Za praktičnu ugradnju radnog komada u centrima, koriste se pogonske stezne glave s automatskim otvaranjem. Ujednačeno stezanje radnog komada svim čeljustima osigurava se korištenjem plutajućih čeljusti ili čeljusti sa neovisnim kretanjem. Samoblokirajuće stezne glave omogućavaju vam da postavite čeljusti za različite prečnike radnih komada u određenom opsegu. Ove stezne glave koriste se za centriranje na mašinama za višestruko sečenje ili CNC mašinama tokom prenosa velikih obrtnih momenta na radni komad sa vretena mašine.
Uređaji za mašine za bušenje. Za precizno vođenje alata tokom obrade koriste se ubodne ploče u koje su ugrađene čahure. Kod stacionarnih uređaja, koji se koriste na mašinama za radijalno bušenje i viševretena, deo ostaje nepomičan tokom obrade. Za bušenje rupa koje se nalaze na različitim stranama dijela ili po obimu koriste se rotacijski uređaji sa okomitom (okretne ploče, horizontalne (prednje ploče) ili rjeđe nagnute osi rotacije. Za mehanizaciju i automatizaciju koriste se pneumatski, hidraulični ili električni pogoni. Prilikom rada na bušaćim mašinama često koriste kameni ubod. Ubodna ploča je fiksirana na dva stuba i pomera se pomoću mehanizma za podizanje. Postavljanje i stezanje dela, kao i centriranje se vrši kada se ploča pomera. -glave vretena se koriste za obradu grupa rupa.
Na strojevima za tokarenje i cilindrično brušenje obradak se, ovisno o obliku i veličini, ugrađuje u centrima ili u steznu glavu. Jedan centar se nalazi u vretenu zaglavlja, a drugi u stražnjem vretenu tokarilice ili brusilice. Uložak je instaliran i fiksiran na kraju vretena naglavne glave mašine. Centri se dijele na sljedeće vrste:
1. Fiksni normalni i posebni;
2. Rotirajući normalni i specijalni;
3. Plutajući specijalni;
4. Valoviti specijalni;
5. Cut.
Pogonski uređaji se koriste za prijenos rotacijskog kretanja (okretnog momenta) sa vretena stroja na radni komad montiran u centrima, na trn ili u steznu glavu. Pogonski uređaji uključuju stezaljke i pogonske prednje ploče. Prilikom ugradnje radnih komada, kod kojih je dužina izbočenog dijela iz uloška 3 ... 15 promjera ili više, kao dodatni oslonac koriste se stacionarni i pokretni stabilni oslonci.
Tehnički standard vremena za izradu dijela jedan je od glavnih parametara za obračun cijene proizvedenog dijela, broja proizvodne opreme, plaća radnika i planiranja proizvodnje.
Tehnička norma vremena utvrđuje se na osnovu tehničkih mogućnosti tehnološke opreme, reznog alata, alatnih mašina i pravilne organizacije radnog mesta.
Vremenska norma je jedan od glavnih faktora za procjenu savršenstva tehnološkog procesa i odabir najnaprednije opcije za proizvodnju dijela.
U velikoj i masovnoj proizvodnji, ukupno vrijeme (min) za operaciju obrade jednog dijela određuje se formulom
T w \u003d T o + T in + T t.o + T o.p,
gdje je T o - tehnološko (osnovno) vrijeme, min; T in - pomoćno vrijeme, min; T t.o - vrijeme održavanja radnog mjesta, min; T o.p - vrijeme za fizičke potrebe (odmor i prirodne potrebe), min.
Tehnološko vrijeme za obradu u nekoliko prolaza
T o \u003d L p .x i / (n c t s st),
gdje je L p.x procijenjena dužina radnog hoda reznog alata, tj. putanja koju pređe rezni alat u smjeru pomaka, mm određuje se formulom (30); i je broj radnih poteza reznog alata; n st - brzina vretena mašine, usvojena prema pasošu mašine, o/min; s st - dovod prema podacima iz pasoša mašine, mm / rev.
Pomoćno vrijeme T u obradi obratka zavisi od stepena mehanizacije, mase izratka i ostalih elemenata koji se izvode u ovoj operaciji. Sastoji se od vremena za ugradnju i uklanjanje dijela T usta; vrijeme povezano s prijelaznom T trakom (postavljanje alata duž kraka, zaustavljanje, obilježavanje; preliminarno mjerenje; uzimanje testnih čipova, itd.); vrijeme povezano s prelaskom na tehnike koje nisu uključene u komplekse T per.k. (promena brzine vretena mašine, promena hoda, okretanje rezne glave itd.); vrijeme za kontrolna mjerenja T meas, koje se postavlja prema normativnim tabelama i tabeli 47, u zavisnosti od tačnosti mjerenja, dimenzija mjerenih površina, uzimajući u obzir koeficijent periodičnosti. Formula za izračunavanje pomoćnog vremena je
T u \u003d (T y c t, + ST traka + ST traka.k + ST mjere) To tv,
gdje To t in - korekcijski faktor za pomoćno vrijeme, ovisno o veličini serije prerađenih proizvoda (tabela 45).
Vrijeme održavanja radnog mjesta, utrošeno na ugradnju, skidanje i zamjenu tupih reznih alata, na punjenje brusnih ploča, podmazivanje i podešavanje mašine, čišćenje strugotine u toku rada i dr., određuje se na sljedeći način.
T t.o \u003d (T o + T c) (a p.o / 100),
gdje je p.o. - vrijeme održavanja radnog mjesta kao postotak radnog vremena koje se bira prema standardnim tabelama u zavisnosti od vrste proizvodnje.
Vrijeme za odmor i fizičke potrebe su jednake
T o.p \u003d (T o + T u,) (i tako / 100),
gdje je tako - vrijeme za odmor i fizičke potrebe (u %) do radnog vremena, koje se bira prema normativnim tabelama (46).
U serijskoj i jediničnoj proizvodnji kao tehnička norma vremena se uzima obračunsko vrijeme, formula za izračunavanje koja ima oblik
T sh.k \u003d T w + (T pz / n d),
gde je T p.z - pripremno i završno vreme utrošeno na pripremu i prilagođavanje mašine za obradu date partije delova, pribavljanje potrebne tehnološke opreme, dokumentacije, kao i na isporuku obrađenih delova, dokumentacije i opreme; n d - broj radnih komada u partiji.
Tabela 45
Prosječna vrijednost faktora korekcije
Primjer. Odredite brzinu komada vremena za grubu operaciju rezanja zupčanika. Početni podaci:
Detalj - spiralni cilindrični točak. Materijal dijela je čelik 45 GOST 1050-74, s in = 600 N/m. Težina dijela 6 kg. Oprema - mašina za rezanje zupčanika 5E32. Uređaj - trn. Hlađenje - ulje. Modul zubaca m = 4 mm. Broj zubaca zupčanika z = 40. Širina zupčanika B u = 40 mm, b d = 30 °.
1. Ugradite, pričvrstite, otkopčajte i uklonite četiri obradaka.
2. Zubi glodala m = 4 mm, z = 40.
Rješenje.
jedan). Odabiremo pužni modularni rezač vanjskog promjera D d = 100 mm, s modulom m = 4 mm prema GOST 9224-74. Pužni rezač sa dva navoja, klasa tačnosti C. Smjer uspona namotaja rezača i zuba reznog točka je istog imena. Materijal reznog dijela pužnog rezača izrađen je od čelika R18 GOST 19256-73. Vek trajanja alata T st = 480 min.
2). Zubi zupčanika se režu u jednom radnom potezu. Dubina reza t p = 9 mm.
Tabela 46
Nastavak 46
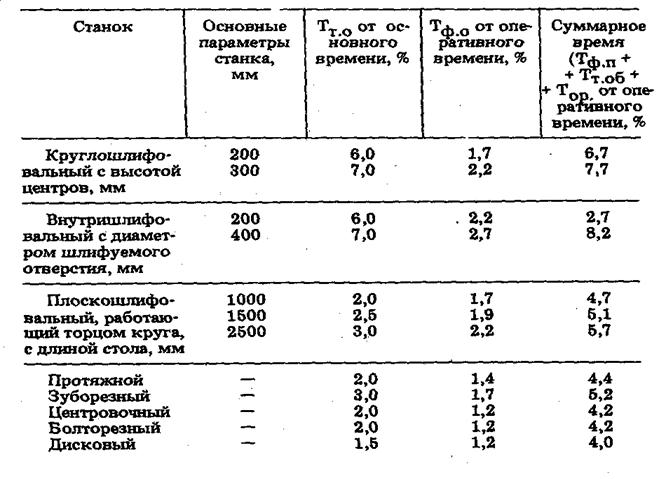
Tabela 47
3). Dodavanje za dvosmjerni pužni rezač biramo prema standardnim tablicama: s tabl = 1,2 - 1,4 mm / rev. Korigiramo brzinu pomaka, uzimajući u obzir faktor korekcije za tvrdoću čeličnog materijala 45 GOST 1050-88 (K m = 0,9) i ugao nagiba zubaca i zavojnica (K in = 0,8):
s izračun \u003d s tablica K m K in = 1,4 ∙ 0,9 ∙ 0,8 = 1,008 mm / obr.
Prihvaćamo prema pasošu mašine: s st = 1 mm / rev.
četiri). Brzinu rezanja biramo prema tabelarnim standardima:
V tabela = 0,7 m/s (42 m/min).
Korigiramo brzinu rezanja, uzimajući u obzir faktore korekcije za čelik 45, HB 170 ... 207: K mv = 0,8 i K b = 0,9.
Određujemo izračunatu brzinu rezanja po formuli:
V calc \u003d s tablica K m v K ŋ \u003d 0,7 0,8 0,9 = 0,5 m / s (30 m / min)
5). Odredite brzinu pužnog rezača:
n fr.calc =  95.51rpm
95.51rpm
Postavite frekvenciju rotacije rezača prema pasošu mašine:
n st \u003d 100 o/min.
6). Stvarna brzina rezanja određena je formulom:
V d \u003d p × D n × n st / (1000 × 60) = 3,14 × 100 × 100 / (1000 × 60) = 0,62 m / s.
7). Dužina radnog hoda alata u procesu obrade određena je formulom:
L r.x \u003d (L pa mid + l 1 + l 2 + l 3) ∙ z 3 = (160 + 2 + 37,2 + 2) ∙ 40 = 8048 mm.
L calc = 40 mm (prihvatiti prema crtežu dijela); l 1 = 2 mm; l 3 \u003d 2 mm.
Vrijednost dovoda l 2 određena je formulom:
L 2 \u003d (1.1¸1.3) ∙ ![]()
![]() 37,2 mm
37,2 mm
gdje je h dubina zubne šupljine mm, h= t. (h = 2,25m =2,25 × 4=9 mm.)
U vezi sa simultanom obradom četiri zupčanika, potrebno je povećati L calc za 4 puta (L calc = 40 × 4 = 160 mm).
osam). Glavno (tehnološko) vrijeme za obradu zuba četiri zupčanika određuje se formulom:
T o = 
Za jedan rezni alat, glavno vrijeme će biti:
T o \u003d 40,24 / 4 \u003d 10,06 min.
9). Pomoćno vrijeme za operaciju T in određeno je standardnim tabelama. Pomoćno vrijeme za ugradnju dijela na trn mase do 5 kg je: T set = 0,7 min. Dodatno pomoćno vrijeme za svaku narednu ugradnju dijela T ext na trn će biti: T ext = 0,26 min.
T u = 0,7 + 0,26 = 0,96 min.
Vrijeme za kontrolna mjerenja nije uključeno u pomoćnu vremensku normu, jer se preklapa sa glavnim vremenom.
deset). Vrijeme servisiranja radnog mjesta za rezanje zupčanika određuje se kao postotak glavnog vremena, gdje je a t o = 3%:
T so = T o a t.o. /100 = 10,06×3/100 = 0,3 min.
jedanaest). Vrijeme za odmor i prirodne potrebe radnika utvrđuje se (u%) od radnog vremena, gdje je ex = 4%:
T exc =  = 0,44 min.
= 0,44 min.
12. Vrijeme po komadu za izradu jednog dijela će biti:
T kom = T o + T in + T t.o + T exc = 10,06 + 0,96 + 0,3 + 0,44 = 11,76 min.
Vrijeme isporuke za masovnu proizvodnju nije definirano.
12.Tehnička i ekonomska usporedba opcija
transkript
1 Ministarstvo obrazovanja i nauke Ruske Federacije Saratovski državni tehnički univerzitet TEHNIČKA REGULACIJA OPERACIJA OBRADE Smjernice za laboratorijski rad u disciplini "Osnove tehnologije mašinstva" za studente specijalnosti Tehnologija mašinstva redovno, večernje i učenje na daljinu Odobreno od strane uredničkog i izdavačkog saveta Saratovskog državnog tehničkog univerziteta Saratov 2012.
2 Svrha rada je odrediti normu vremena za obradu dijelova na univerzalnom strugu za uvjete masovne proizvodnje. 2 OSNOVNI POJMOVI Tehničku normu vremena treba shvatiti kao utvrđenu normu vremena za obavljanje određenog posla /u minutama/ za specifične organizacione i tehničke uslove. Norma vremena u uslovima jedinične i masovne proizvodnje određena je radnim vremenom: T T T T T T. gdje je T kom T m T vsp T obs T otd, (3) T m glavno vrijeme, min; T pomoćno pomoćno vrijeme, min; T obs vrijeme održavanja radnog mjesta, min; T otd vrijeme odmora i pauze u radu, min; T pz pripremno i završno vrijeme, min; n je broj dijelova u seriji. Glavno (mašinsko) vrijeme je vrijeme u kojem se otklanja strugotina i mijenja oblik, veličina i kvaliteta površine obratka ili poluproizvoda. Ovaj proces, po pravilu, obavlja samo mašina bez direktnog učešća radnika. Za strug, mašinsko (glavno) vreme je određeno formulom: l1 l2 l l1 l2 l T m i i, (4) n S S min gde je l dužina površine obratka, mm; l 1 dužina rezanja, mm; l 2 dužina prelaska rezača, mm; n brzina vretena, o/min; S feed po obrtaju, mm/min; S min minuta posmaka, mm/min; I broj prolaza (obično i = 1-5) / Za ostale vrste obrade, formule za proračun su date u referentnoj literaturi. org tehničko odjeljenje
3 Pomoćno vrijeme se troši na radnje koje osiguravaju obavljanje glavnog posla i uključuje: vrijeme za ugradnju, pričvršćivanje i uklanjanje dijela, za upravljanje strojem: pokretanje i zaustavljanje, promjenu brzine vretena i pomaka itd., vrijeme za brzo približavanje i povlačenje reznog alata u prvobitni položaj, vreme za kontrolna merenja parametara tačnosti i hrapavosti obrađene površine. U uslovima masovne i masovne proizvodnje, pomoćno vreme se određuje metodama. Na primjer, uključite rotaciju vretena, instalirajte dio, popravite dio itd. U uslovima masovne proizvodnje, pomoćno vreme je određeno sa 3 standardna kompleksa: vreme za ugradnju i uklanjanje dela; vrijeme povezano s prijelazom (donesite alat, uključite dovod, isključite stroj, itd.); vrijeme za kontrolna mjerenja. Pomoćno vrijeme se određuje pomoću standarda ili na osnovu vremena. Vrijeme održavanja radnog mjesta izvođač troši na održavanje tehnološke opreme u radnom stanju i brigu o njoj i radnom mjestu. U uslovima masovne proizvodnje, mašinskih i automatizovanih operacija, vreme održavanja radnog mesta se deli na vreme tehničkog održavanja i vreme organizacionog održavanja. Vrijeme održavanja T teh je vrijeme utrošeno na brigu o radnom mjestu (opremi) tokom ovog konkretnog posla: mijenjanje tupih alata, podešavanje alata i podešavanje opreme u toku rada, metenje strugotine itd. Vrijeme održavanja je određeno u % glavnog vremena: T tih % T mah. (5) Vrijeme organizacionog održavanja Vrijeme pregovaranja za održavanje radnog mjesta u toku radne smjene: vrijeme za postavljanje i čišćenje alata na početku i na kraju smjene, vrijeme za pregled i ispitivanje opreme, vrijeme za njeno podmazivanje i čišćenje itd. Organizaciono servisno vrijeme se utvrđuje u % radnog vremena: T %. (6) org T op Brojčane vrijednosti procenta date su u referentnoj literaturi ili se utvrđuju na osnovu fotografije radnog dana. Vrijeme odmora i pauze u radu uvodi se u normu vremena pri obavljanju fizički teškog (težine preko 10 kg) ili monotonog i zamornog posla. Osim toga, ova struktura vremena uključuje vrijeme za fizičke potrebe osobe. Ovo vrijeme je određeno u 3
if ($this->show_pages_images && $page_num doc["images_node_id"]) (nastavi; ) // $snip = Library::get_smart_snippet($text, DocShare_Docs::CHARS_LIMIT_PAGE_IMAGE_TITLE); $snips = Biblioteka::get_text_chunks($text, 4); ?>4 posto radnog vremena prema imeniku ili na osnovu fotografije radnog dana. T otd % T op. (7) Pripremno-završno vrijeme je vremenski interval utrošen na pripremu izvođača i sredstava tehnološke opreme za izvođenje tehnološke operacije i njihovo dovođenje u red nakon završetka smjene. Ovo vrijeme se određuje prema standardima sačinjenim na osnovu fotografije radnog dana i određuje se za seriju dijelova. Obuhvata: pribavljanje materijala, alata, pribora, tehnološke dokumentacije i radnih naloga; upoznavanje sa crtežom, tehnološkom dokumentacijom; ugradnja alata, pribora, podešavanje opreme za odgovarajući način rada; uklanjanje pribora i alata nakon završetka radova; isporuka gotovih proizvoda, ostataka materijala, pribora, alata, tehnološke dokumentacije i narudžbi. Norma operativnog vremena T op je norma vremena za izvođenje tehnološke operacije, koja se sastoji od zbira normi glavnog i nepoklapajućeg pomoćnog vremena, tj. T T T. (8) 4 op mash TIMING RADNOG VREMENA Tajming je metoda proučavanja troškova radnog vremena za izvođenje repetitivnih ručnih i mašinsko-ručnih elemenata radnih operacija mjerenjem njihovog trajanja i naknadnom analizom uslova za njihovu realizaciju. . Svrha mjerenja vremena u mašinskoj obradi je da se uspostavi normalno trajanje standarda za pomoćno vrijeme, vrijeme održavanja, pripremno i završno vrijeme, vrijeme odmora i pauze u radu. Određivanje vremena se sastoji od sljedećih faza: 1. Priprema za mjerenje vremena. 2. Zapažanja. 3. Obrada i analiza materijala za posmatranje. 4. Izbor najracionalnijih elemenata i proračun normalnog trajanja elemenata rada. Priprema za mjerenje vremena uključuje: rastavljanje operacije ili strukturalne komponente koja se proučava na tehnike ili skupove tehnika (uključivanje mašine, instaliranje i uklanjanje dijela, itd.); vsp
5 postaviti početak i kraj svakog trika ili seta trikova pomoću tačaka za fiksiranje; ovisno o vrsti proizvodnje i ukupnom trajanju operacije, postavljeno prema pril. 1 potreban broj mjerenja pri vršenju hronometrijskog posmatranja /vrijednost vremenske serije/. Zapažanja Određivanje vremena se obično provodi u sredini smjene, kada je radnik ušao u ritam rada, nakon što je obradio oko trećine detalja dnevnog učinka. Mjerenje se može izvesti na dva načina: odvojenim (selektivnim) višestrukim zamjenama pojedinih elemenata ili komponenti konstrukcije; ukupna mjerenja svih proučavanih elemenata toka posla. Mjerenje se vrši pomoću štoperice. Štoperica se pokreće i zaustavlja na fiksnim tačkama. Obrada i analiza materijala za posmatranje. Svaka vremenska serija se analizira kako bi se identifikovala defektna mjerenja koja se razlikuju u precijenjenim ili potcijenjenim vrijednostima. Nakon što se eliminišu neispravna mjerenja, preostala vremenska serija se provjerava za stvarni faktor stabilnosti vremenske serije. To f T max /T min, (9) gdje je T max maksimalna vrijednost trajanja elementa; T min je minimalna vrijednost trajanja. Dobijena vrijednost K f se upoređuje sa njegovom normalnom vrijednošću (Prilog 2). Ako izračunata vrijednost Kf premašuje standardnu vrijednost, mjerenja se moraju ponoviti. FOTOGRAFIJA RADNOG DANA Fotografija radnog vremena je jedan od metoda proučavanja radnog procesa kontinuiranim posmatranjem i mjerenjem svih njegovih troškova tokom cijele radne smjene. Proizvedeno kako bi se identifikovale rezerve za povećanje produktivnosti. Fotografija može biti: individualna; grupa; self-fotografija. Za posmatranje pojedinog izvođača koristi se individualna fotografija radnog vremena. U popisu zapažanja od trenutka početka posmatranja upisuje se sadržaj troškova, vrijeme njihovog završetka 5
6 i broj proizvoda/operacija/proizvedenih za određene periode radnog vremena, koji su iz bilo kojeg razloga prekinuti. Svi troškovi moraju biti diferencirani u skladu sa prihvaćenom klasifikacijom troškova radnog vremena. Obrada rezultata posmatranja obuhvata utvrđivanje trajanja za svaki utrošak radnog vremena, indeksiranje troškova (određivanje u odgovarajuću kategoriju), sastavljanje stvarnog i projektovanog bilansa i utvrđivanje karakteristika korišćenja radnog vremena. Podaci posmatranja i obrade fotografija radnog dana dati su u posebnim obrascima koji su tipični za sva preduzeća. Obrada pojedinačne fotografije radnog vremena završava se izradom organizaciono-tehničkih mjera za otklanjanje gubitka radnog vremena. Grupna fotografija kada se nadzor vrši istovremeno za grupu radnika. Samofotografiranje kada zaposlenik, bez odvraćanja od glavnog posla, označava početak, kraj i razlog zastoja u posebnoj kartici za samofotografiranje. Uz određenu preliminarnu pripremu, ova metoda omogućava da se opservacijom pokriju gotovo sva radna mjesta i za kratko vrijeme dobiju informacije o glavnim gubicima radnog vremena na svakom radnom mjestu. 6 POSTUPAK IZVOĐENJA RADOVA 1. Obraditi dio na strugu prema zadatoj skici u skladu sa zadatom opcijom prema tabeli, koja se sastoji od 2 ili 3 prelaza (tabela): izrezati čeonu stranu na veličinu L 1; okrenite D na dužinu L; bušilica d do dužine l. Opcije za mašinsku obradu dela p/n D D 1 L L 1 d l Veličina serije U zavisnosti od vrste materijala alata rezača i materijala radnog komada, izaberite uslove rezanja prema referentnoj literaturi.
7 3. Izračunajte dužinu kretanja reznih alata (uzimajući u obzir uranjanje i prelazak) za svaki tehnološki prelaz. 4. Odredite glavno (mašinsko) vrijeme za obradu dijela. 5. Izvršiti mjerenje vremena pomoćnog vremena za operaciju, za koje: podijeliti pomoćno vrijeme na prijeme; kombinirati tehnike u standardne komplekse, fiksirajući početak i kraj svakog kompleksa; prema početnom i konačnom prijemu u tipičnom kompleksu odrediti početnu (NFZH) i krajnju (CFT) tačku fiksiranja, ali tako da se ne propusti ni jedan pokret radnika, tj. konačna tačka fiksiranja jednog kompleksa bila je početna tačka sledećeg, na primer, CFT 2 = NFT 1. odrediti adj. 2 potreban broj zapažanja; napraviti zapažanja; popuniti list za posmatranje (Prilog 4); da obradi primljene podatke; odrediti faktor stabilnosti vremenske serije prema formuli (9) i uporediti ga sa normalnim prema pril. 2; ponovite merenja ako je potrebno. 6. Prema priručniku standardizatora za uslove serijske proizvodnje, odrediti strukturne komponente vremenske norme: T obl, T otd, T pz. 7. Izračunajte normu vremena T kom za cijelu operaciju. 8. Fotografirajte radno vrijeme obrade jednog dijela. 9. Uporedite izračunate podatke T pcs sa vremenom utvrđenim fotografijom toka posla. 10. Pripremiti izvještaj o radu. IZVJEŠTAJ O RADU 1. Kratak teorijski dio. 2. Skica obrade dela sa tabelom uslova rezanja za svaki tehnološki prelaz (Prilog 3). 3. Spisak pomoćnih vremenskih tehnika i njihovo kombinovanje u tipične komplekse sa NFT i CFT fiksacionim tačkama. 4. Proračuni normi vremena i popunjeni opservacijski list. PITANJA ZA SAMOPROVERU 1. Struktura tehnička norma vrijeme. Imenovanje konstruktivnih komponenti. 2. Metode za određivanje komponenti konstrukcije. 3. Metodologija mjerenja vremena. 7
8 4. Fotografisanje radnog vremena, njegova svrha i ciljevi. Metode fotografije. 5. Osobine tehničke regulative poslovanja u različitim vrstama proizvodnje. SPISAK KORIŠĆENIH IZVORA 1. Obrada metala rezanjem: uputstvo za tehnologa / ur. AA. Panov. M.: Mašinostroenie, str. 2. Priručnik ocjenjivača / ur. A.V. Akhulov. L.: Mašinostroenie, str. 3. Referentni tehnolog-mašinograditelj / Ed. A.G. Kosilova i R.K. Meshcheryakova. M.: Mašinostroenie, str. 4. Priručnik metalskog radnika. T.4. / Ed. M.P. Novikov i P.N. Orlov. M.: Mašinostroenie, str. 5. Opšti standardi vremena inženjeringa. Masovna proizvodnja. M.: Mašinostroenie, str. osam
9 Dodatak 1 Broj posmatranja tokom vremena Broj merenja sa trajanjem Trajanje Tip operacije u min. operacije do 0, masa 0,1-0, /protok/ preko 0, velika do 0,1 0,1-0,3 preko 0,3 stabilnost vremenske serije min. mašinski rad ručni rad Rasuti / in-line / veliki do 0,1 0,1-0,3 preko 0,3 do 0,1 0,1-0,3 1,5 1,3 1,2 1,8 1,5 2,0 1,7 1,5 preko 0,3 1,3 Serijski - 1,0 -3 . 1. Mašinski rad obuhvata radnje koje se izvode na alatnim mašinama, presama, čekićima itd. 2. Za elemente glavnog vremena, koji se izvode na mašinama za rezanje metala sa automatskim pomakom, faktor stabilnosti ne bi trebao biti veći od 1,1 za sve vrste proizvodnje. prelazi Uslovi rezanja i vremenska ograničenja za operaciju tokarenja Naziv prelaza D, mm L, mm t, mm S, mm/obr. V, m/min 2,5 2,0 1,7 Dodatak 3 n, o/min T m, min Napomena: D je prečnik obrade ; L dužina obrade; t dubina reza; S feed per revolution; n brzina vretena; V brzina rezanja; T m mašinsko vrijeme. 9
10 Prilog 4 Osmatrački list Naziv prihvatnih kompleksa Tačke pričvršćivanja osmatranja 1 2. n Vrijeme posmatranja Ukupno trajanje Prosječno trajanje Koeficijent stabilnosti normi. činjenica. Norma vremena za pomoćni kompleks 10
11 TEHNIČKA REGULACIJA OPERACIJA MAŠINE Uputstva za laboratorijski rad Sastavio: NASAD Tatyana Gennadievna KOZLOV Gennady Alexandrovich Recenzent: I.A. Maslyakova Urednik K.A. Kulagina Raspored računara Yu.L. Župilova Potpisano za štampu Format /16 Papir. offset. Konv. pećnica l. 0,69 (0,75) l. 0.6 Tiraž 100 primjeraka. Narudžba 193 Besplatni Saratovski državni tehnički univerzitet, Saratov, ul. Politehničeskaâ, 77 Štampa izdavačka kuća SSTU, Saratov, ul. Politehnika, 77 Tel,
12 12
PRAVILNIK RADA. HRONIKA Elena Alekseeva, vanredni profesor, Moskovski državni tehnički univerzitet. N.E. Bauman Nadežda Ivanova, kandidat ekonomije, vanredni profesor Moskovskog državnog tehničkog univerziteta. N.E. Bauman Utvrđivanje vremena utrošenog na obavljeni rad, normiranje rada
TEMA: METODE ZA PROUČAVANJE TROŠKOVA RADNOG VREMENA Metode proučavanja troškova radnog vremena Istraživački zadaci procesi rada: određivanje stvarnog vremena utrošenog na izvođenje elementarnih operacija (rad
UDK 2151 Metode za proučavanje troškova radnog vremena D. I. Dolgov (dr, vanredni profesor Katedre za menadžment i ekonomiju obrazovanja, MordGPI po imenu M. E. Evseviev, Saransk), 89053783787, E-mail: [email protected]
MINISTRI OBRAZOVANJA I NAUKE RUSKA FEDERACIJA FEDERALNA AGENCIJA ZA OBRAZOVANJE Državna obrazovna ustanova visokog stručnog obrazovanja „Orenburška država
Federalna agencija za željeznički transport Ural Državni univerzitet komunikacijskih sredstava Odsjek "Ekonomika saobraćaja" T. S. Lesser Organizacija i planiranje proizvodnje Metodološka
106 KADR A. N. Dubonosova, zamenik šefa PEO PROPIS RADA: REGULACIJA RADNOG VREMENA GLAVNIH PROIZVODNIH RADNIKA Glavne teme Racioniranje rada, njegovi glavni zadaci Struktura radnika
SREDNJE STRUČNO OBRAZOVANJE Kovalchuk L.P. METODOLOŠKA POMOĆ ZA IZVOĐENJE PRAKTIČNIH RADOVA IZ DISCIPLINE "TEHNIČKI PROPISI" ZA STUDENTE SPECIJALNOSTI 151001 Recenzenti: Direktor
Okvirni obračun osoblja strukturne jedinice računovodstva I. Opšti dio 1. Standardi se izrađuju na osnovu: smjernice o razvoju sistema racionalizacije rada u državi
M I N I S T E R S T O E D U R A O V A N I A I A N A U K I R O S S I O Y F E D E R A T I FEDERALNA DRŽAVNA AUTONOMNA OBRAZOVNA USTANOVA VISOKOG STRUČNOG OBRAZOVANJA „Nacionalna
UDK 658.58; 658.523 N.S. Maslyakov, doktorand, Rukovodilac: M. S. Ostrovsky, doktor tehničkih nauka, profesor, Moskovski državni univerzitet rudarstva E-mail: [email protected] Prednosti univerzalnih mašina,
Dokument je obezbedio ConsultantPlus "Ratiranje i nagrađivanje u industriji", 2011, N 5 NAJBOLJE ISKUSTVO U REGULACIJI RADA U INŽENJERSKIM PREDUZEĆIMA Savremena teorija i napredna
Sadržaj UVOD ... 4 1 ORGANIZACIJA RADA NA RADNOM MESTU ... 5 1.1 Opšte karakteristike radnog mesta i uslovi rada ... 5 1.2 Kratak opis proizvodnog pogona i karakteristike tehnološkog
Sistem SPRUT-TP je dizajniran za informatičku podršku procesa tehničkog projektovanja i automatizacije razvoja tehnoloških procesa, uključujući formiranje tehničke dokumentacije: od
MINISTARSTVO OBRAZOVANJA I NAUKE RUJSKE FEDERACIJE Federalna državna budžetska obrazovna ustanova visokog stručnog obrazovanja „NACIONALNO ISTRAŽIVAČKO TOMSK POLYTECHNICAL
PROGRAM UVODNIH TESTOVA na predmetu "TEHNOLOGIJA INŽENJERSTVA" Uvod Ciljevi, zadaci, predmet discipline, njena uloga i odnos sa drugim disciplinama. Vrijednost discipline u sistemu obuke
Koncept „socijalne tržišne ekonomije“ sadrži sledeće odredbe: 1) državnu regulativu u svim sferama upravljanja; 2) odgovornost svakog zaposlenog za rezultate rada
MINISTARSTVO PROSVETE I NAUKE RUSKE FEDERACIJE DRŽAVNA OBRAZOVNA USTANOVA VISOKOG STRUČNOG OBRAZOVANJA „SAMARSKI DRŽAVNI VAZDUHOPLOVNI UNIVERZITET po imenu akademika S.P. KRALJICA
Ministarstvo obrazovanja i nauke Ruske Federacije Saratovski državni tehnički univerzitet CAD T-FLEX CAD 10 IZGRADNJA I UREĐIVANJE 2D CRTEŽNE TRAKE
MINISTARSTVO PROSVETE I NAUKE RUJSKE FEDERACIJE NACIONALNI ISTRAŽIVAČKI UNIVERZITET INFORMACIONIH TEHNOLOGIJA, MEHANIKE I OPTIKE SANKT PETERBURG INSTITUT ZA HLADNU I BIOTEHNOLOGIJU L.V. Minchenko
Tema 5. VIŠEALATNA OBRADA ZAGONAKA Svrha je proučavanje tehnoloških mogućnosti obrade više alata na tokarskom strugu, glavne komponente mašine i njihova namena; akvizicija
MINISTARSTVO OBRAZOVANJA I NAUKE RUJSKE FEDERACIJE Federalna budžetska državna obrazovna ustanova visokog stručnog obrazovanja "ULJANOVSKI DRŽAVNI TEHNIČKI UNIVERZITET"
Federalna agencija za obrazovanje Državna obrazovna ustanova visokog stručnog obrazovanja Ivanovo državni hemijsko-tehnološki univerzitet PRAKIKUM po disciplinama
[E[M]EKONOMIJA ] znači: Uštedite vrijeme, novac i prostor! MAXXMILL 500 5-osni obradni centar za vertikalno glodanje MAXXMILL 500 MAXXMILL 500 JE VERTIKALNA MAŠINSKA OBRADA
Opcija 1 "Razmatranje i plate u preduzeću" Uvod 1. Teorijski dio 1. Standardi rada, metode za njihovo utvrđivanje, proučavanje, analiza 1.1. Racioniranje rada i njegove vrste 1.2. Radno vrijeme univerzalno
METODOLOGIJA ZA IZRADU STANDARDA Svrha testa: naučiti studente metodologiji standardizacije vežbi u vatrogasnoj obuci. Da bi postigao cilj, učenik mora ispuniti i
DRŽAVNA OBRAZOVNA USTANOVA VISOKOG STRUČNOG OBRAZOVANJA "SAMARSKI DRŽAVNI VAZDUŠOPISNI UNIVERZITET po imenu akademika S. P. KOROLJEVA" PROJEKTOVANJE TEHNOLOŠKIH PROCESA
MINISTARSTVO POLJOPRIVREDE I PREHRANE REPUBLIKE BELORUSIJE GLAVNI ODELJENJE ZA OBRAZOVANJE, NAUKU I OBRAZOVANJE KADROVA Odeljenje "BELORUSSKA DRŽAVNA POLJOPRIVREDNA AKADEMIJA"
B A C A L A V R I A T V.P. Pashuto Organizacija, regulisanje i nagrađivanje rada u preduzeću obrazovno-praktični priručnik KnorS Moskva 2017 UDK 331(075.8) LBC 65.24ya73 P22 Recenzenti: V.I. Demidov, glava
1. Strug za vijke 16K20. rotacija vretena. Nacrtajte blok dijagram mašine kada koristite vodeći vijak. 2. Pregledajte dizajn u odnosu na priloženi crtež. 3. Koje su metode oblikovanja
UDK 62191302: 6219025 ODREĐIVANJE RACIONALNIH USLOVA REZANJA PRILIKOM ZUPČANOG GLODANJA SA PUŽNIM GLODAMA BEZ ZUPČAKA VA Khomenko, PO Cherdantsev, AO Cherdantsev Tehnika za određivanje racionalnog
Ruska državna biblioteka Racioniranje rada u biblioteci Metodološke preporuke Moskva "Paškov Dom" 2013 "-7T 1osUDarstpb" ntgg77 ~ u;.1,;ac ~ naučna biblioteka """ Krasnojarskog kraja M ^ 1US [_
2 PALETNI HORIZONTALNI OBRADNI CENTAR H3 TEHNIČKE SPECIFIKACIJE TEHNIČKE SPECIFIKACIJE OPREMA Hod po X osi, mm 460 Hod po Y osi, mm 350 Hod po Z osi, mm
MINISTARSTVO PROSVETE I NAUKE RUJSKE FEDERACIJE FGBOU VPO URALSKI DRŽAVNI ŠUMARSKI UNIVERZITET Katedra za alatne mašine i alate I.T. Glebov OPREMA INDUSTRIJE Provera tačnosti mašine za debljanje
MINISTARSTVO OPĆEG I STRUČNOG OBRAZOVANJA SVERDLOVSKOG REGIJA
2013 NAUČNI ZBORNIK MSTU GA 190 STEPANENKO Članak predstavio doktor ekonomskih nauka, profesor Artamonov
Zadatak kontrolnog posla Po opcijama je potrebno riješiti sljedeće zadatke: 1. Odrediti intenzitet rada po jedinici proizvoda, ako je obim proizvodnje iznosio .. kom. Opšti troškovi rada. pers.
PRAKSA ORGANIZACIJE PROPISA RADA 13 UDK 349.22 REVIZIJA SISTEMA REGULACIJE RADA U PREDUZEĆU AL Žukov, doktor ekonomskih nauka. nauka, profesor Akademije za rad i društvene odnose, e-mail: [email protected]
1. Ciljevi i zadaci discipline 1.1. Svrha, ciljevi discipline, njeno mjesto u pripremi prvostupnika, specijalista (uzimajući u obzir zahtjeve saveznih državnih obrazovnih standarda) Svrha proučavanja discipline je naučiti studente da prihvate naučno utemeljene
AA. Nosenko METODOLOŠKA UPUTSTVA O STUDIJI IZVODLJIVOSTI SOFTVERSKIH ALATA (PS) (Izvedeno u skladu sa metodologijom V.A. Palitsyna "Studija izvodljivosti diplomskih projekata",
OTVORENO AKCIONARSKO DRUŠTVO "FEDERALNA MREŽNA KOMPANIJA JEDINSTVENEGA ENERGETSKOG SISTEMA" ORGANIZACIJA STANDARD AD FGC UES STO 56947007-29.240.128-2012 Smjernice za razvoj i puštanje u rad
Operater alatnih mašina sa programskim upravljanjem (SPU) Šta radi „Operator SPU“? Radi na savremenim alatnim mašinama sa programskim upravljanjem - Sastavlja program obrade na računaru - Ulazi
Kinematika mjenjača: smjernice. / Comp. Kondratyeva N.M., Kondratyuk A.A. Tomsk: Izdavačka kuća Tomskog univerziteta za arhitekturu i građevinarstvo, 2004. - 21 str. Recenzent prof. V.D. Rudnev Editor
MINISTARSTVO PROSVETE I NAUKE RUJSKE FEDERACIJE Sankt Peterburški državni elektrotehnički univerzitet "LETI"
Program za postepeno unapređenje sistema plata u državnim (opštinskim) institucijama za 2012-2018 (Uredba Vlade Ruske Federacije od 26. novembra 2012. 2190-r) Faza 1 Poboljšanje
Uputstvo za upotrebu 1 1 5 2 1-fotografija procesa podešavanja; 2-tekst koji objašnjava radnju na fotografiji; 3 puta dodijeljeno za izvođenje ove radnje; 4-ukupno vrijeme postavljanja od početka postavljanja
RUSKI UNIVERZITET PRIJATELJSTVA NARODA TEHNIČKI FAKULTET
5-osni vertikalni obradni centri FU-650 FU-800 Vam služe od 1990.
FEDERALNA DRŽAVNA BUDŽETSKA OBRAZOVNA USTANOVA VISOKOG STRUČNOG OBRAZOVANJA "UDMURT DRŽAVNI UNIVERZITET" Institut civilne odbrane Odsjek za opšte inženjerske discipline
Veća pouzdanost kod dubokog odvajanja Prioritetni zahtjevi za duboko odvajanje identifikovani su u ranoj fazi razvoja novog koncepta sa opsežnom industrijskom integracijom: pouzdanost procesa
REZIME PROGRAMA RADA OBRAZOVNIH DISCIPLINA Napomena kurseva, predmeta, disciplina (modula), vežbi Napomena discipline "Uvod u smer" Ukupan intenzitet rada discipline je 2 kredita
8.1 Optimizacija potrošnje radnog vremena menadžera naloga logističke kompanije 8.1 Povremeno se preduzeća u logističkoj i transportnoj industriji suočavaju sa problemom povećanja vremena isporuke
MINISTARSTVO PROSVETE I NAUKE RUSKE DRŽAVNE OBRAZOVNE USTANOVE VISOKOG STRUČNOG OBRAZOVANJA "TJUMENSKI DRŽAVNI UNIVERZITET ZA NAFTU I GAS" INSTITUT ZA INDUSTRIJSKE TEHNOLOGIJE
MINISTARSTVO PROSVETE I NAUKE RUSKE FEDERACIJE FEDERALNA DRŽAVNA AUTONOMNA OBRAZOVNA USTANOVA VISOKOG STRUČNOG OBRAZOVANJA
Ministarstvo obrazovanja i nauke Ruske Federacije Institut za šume Syktyvkar (filijala) Federalne državne budžetske obrazovne ustanove visokog stručnog obrazovanja „Sv.
MINISTARSTVO NAUKE I OBRAZOVANJA RUJSKE FEDERACIJE Kostromski državni tehnološki univerzitet Institut za menadžment, ekonomiju i finansije Odeljenje za ekonomiju i menadžment VP Dudyashova, T.I.
VELIKE BRZINE VIŠENAMJENSKE DVOSTRUKE SNAŽNO REZANJE Koristi se za materijale visoke čvrstoće. Sa vretenom visokog obrtnog momenta (maksimalni obrtni moment može doseći 900
MINISTARSTVO OBRAZOVANJA I NAUKE RUJSKE FEDERACIJE Federalna agencija za obrazovanje KURGAN DRŽAVNI UNIVERZITET Odsjek Tehnologija mašinstva TEHNOLOGIJA AUTOMATIZOVANE PROIZVODNJE
Federalna državna autonomna obrazovna ustanova Ministarstva obrazovanja i nauke Ruske Federacije više obrazovanje"NACIONALNI ISTRAŽIVAČKI TOMSKI POLITEHNIČKI UNIVERZITET"
I.A. YANKINA NOVAC, KREDIT, BANKE. RADIONICA Preporučena od strane UMO za obrazovanje iz oblasti finansija, računovodstva i svjetske ekonomije kao udžbenik za studente smjera finansije i kredit
UDK 621.753.1 S. N. Borisov, A. S. Evseeva, A. P. Tremasov
Komparativna studija tačnosti rupa u delovima od sivog liva tokom vibracionog bušenja (2. deo) # 11, novembar 2014. AI Solovjev, Sh. I. Dzhafarova UDK: 621.952.2 Rusija, MSTU im. N.E.
TEHNOLOGIJA KONSTRUKCIJSKIH MATERIJALA Smjernice i kontrolni zadaci u disciplinama "Tehnologija konstrukcijskih materijala", "Materijal. Tehnologija konstrukcijskih materijala" za studente
Federalna agencija za obrazovanje Tomsk državni univerzitet za arhitekturu i građevinarstvo Osnove tehnologije proizvodnje i popravke automobila Smjernice za samostalno učenje
Upis tehnološke dokumentacije 1. Vrste i kompletnost tehnološke dokumentacije 1.1. Vrste opisa TP Sadržaj razvijenog tehnološkog procesa evidentiran je sa različitim stepenom detalja
UDK 621.9.048 UDK 621.9-1/-9 Glavni pravci smanjenja radnog intenziteta proizvodnje delova i sklopova u mašinskoj proizvodnji Pluton OJSC Yu. V. Polyakov, V. I. Larin Pluton OJSC Povećanje
PI 46 r Informacije o proizvodu Motorno vreteno sa zakretnim tipom serije 0.5.052.0.. 2008-03-13 Sadržaj Karakteristike...4 Tehnički podaci... 10 Primeri obrade... 12 Primeri dizajna...
RAZVOJ UPRAVLJAČKIH PROGRAMA ZA CNC MAŠINE U CAD T FLEX CNC
MOSKVSKI DRŽAVNI TEHNIČKI UNIVERZITET ZA AUTOMOBILNE I DRVETE (MADI) Sinelnikov, A.Yu. KONOPLIN METODOLOŠKA UPUTSTVA za laboratorijske radove na popravci blokova i košuljica cilindara mehaničkih
Ministarstvo obrazovanja i nauke Ruske Federacije Federalna državna obrazovna budžetska ustanova visokog stručnog obrazovanja Fakultet "Volgogradski državni tehnički univerzitet"