Tehnička norma vremena za obradu radnog komada jedan je od glavnih parametara za izračunavanje cijene proizvedenog dijela, broja proizvodne opreme, plaća radnika i planiranja proizvodnje.
Tehnička norma vremena utvrđuje se na osnovu tehničkih mogućnosti tehnološke opreme, reznog alata, alatnih mašina i pravilne organizacije radnog mesta.
Norma vremena jedan je od glavnih faktora za procjenu savršenstva tehnološkog procesa i odabir najnaprednije opcije za obradu radnog komada.
U masovnoj i masovnoj proizvodnji, ukupno vrijeme (min) za obradu jednog radnog komada
T w \u003d T o + T in + T t.o + T o.p,
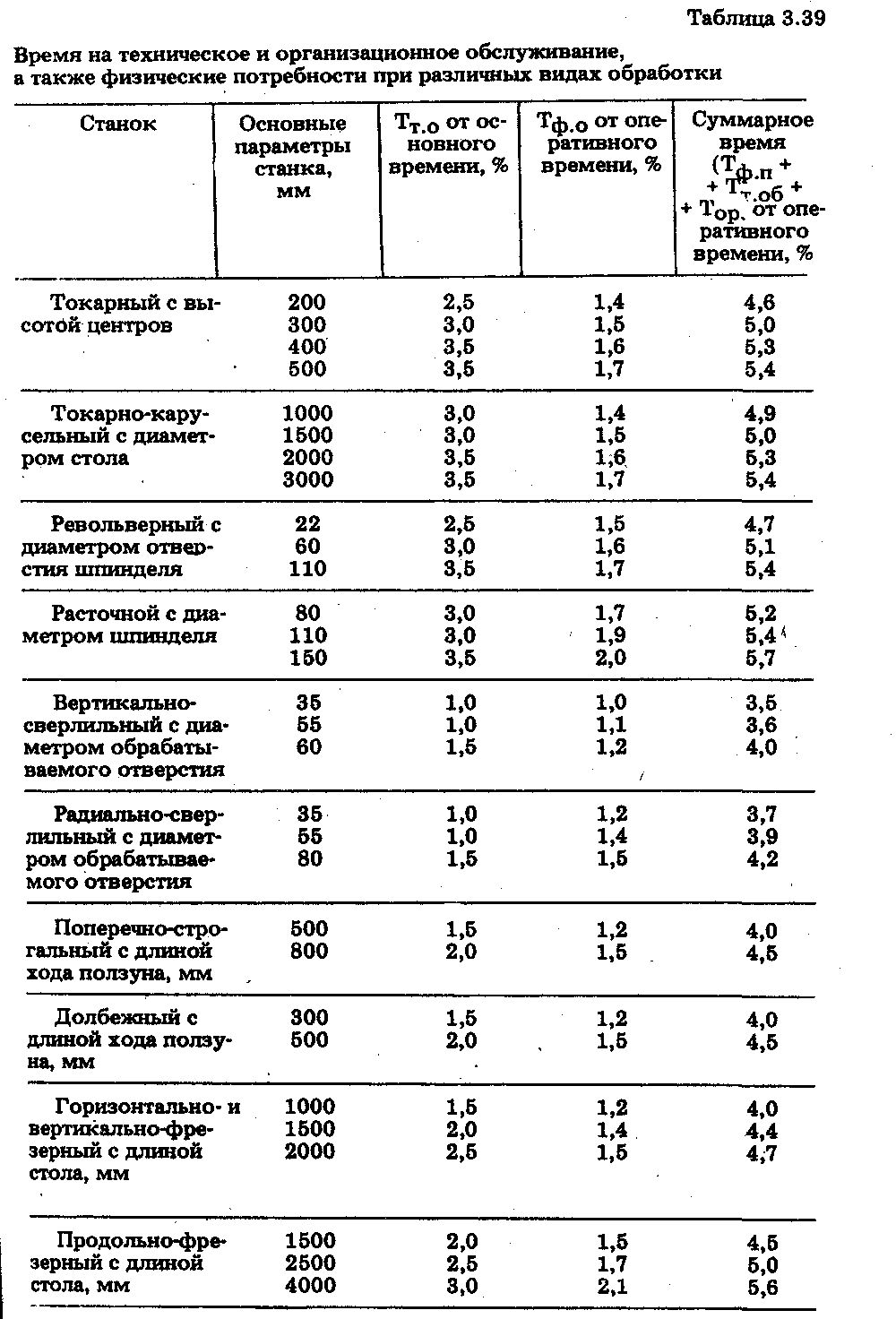
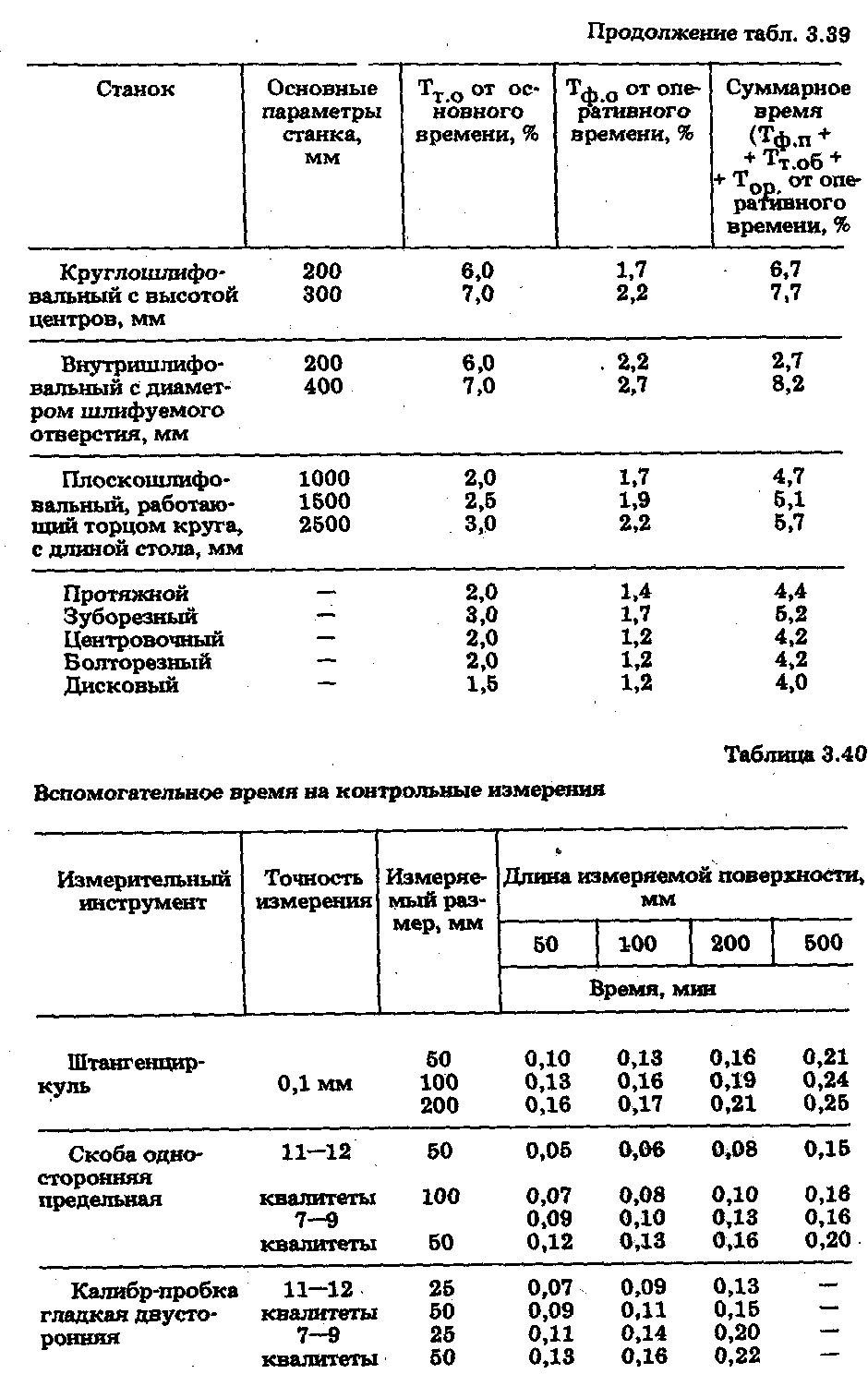
gdje je T o - tehnološko (osnovno) vrijeme, min; T u - pomoćno vrijeme, min; T t.o - vrijeme održavanja radnog mjesta, min; T o.p - vrijeme za odmor i prirodne potrebe, min (tabela 3.39).
Tehnološko vrijeme za mnoge vrste obrade
T o \u003d L p .x i / (n c t s st),
gdje je L p.x procijenjena dužina radnog hoda reznog alata, tj. putanja koju pređe rezni alat u smjeru pomaka, mm; i je broj radnih poteza reznog alata; n st - brzina vretena mašine, usvojena prema pasošu mašine, o/min; s st - dovod prema podacima iz pasoša mašine, mm / rev.
Pomoćno vrijeme za obradu radnog predmeta Tv zavisi od stepena mehanizacije, mase izratka i ostalih elemenata koji se izvode u ovoj operaciji. Pomoćno vrijeme za kontrolna mjerenja se bira ovisno o točnosti mjerenja i vrsti mjernog alata. Pomoćno vrijeme se određuje prema standardnim tabelama. Zavisi od odabrane tehnološke opreme, metoda obrade i opreme mašina.
Pomoćno vrijeme T in se sastoji od vremena za ugradnju i uklanjanje dijela; vrijeme povezano s prijelazom (postavljanje alata duž ekstremiteta, zaustavljanje, obilježavanje; preliminarno mjerenje; uzimanje testnih čipova, itd.); vrijeme povezano s prijelazom na tehnike koje nisu bile uključene u komplekse (promjene brzine vretena stroja, promjene u pomaku, rotacija rezne glave, itd.); pomoćno vrijeme za kontrolna mjerenja, koja se postavljaju prema standardnim tabelama u zavisnosti od tačnosti mjerenja, dimenzija mjerenih površina, uzimajući u obzir koeficijent periodičnosti. Pomoćno vrijeme za tehnološku operaciju
T in \u003d (T y c t, + T traka + T traka do + T mjera) To t u,
gdje je T usta - pomoćno vrijeme za ugradnju i skidanje dijela, min; T traka - pomoćno vrijeme povezano s prijelazom, min; T per.k - pomoćno vrijeme povezano s prelaskom na tehnike koje nisu uključene u komplekse, min; T meas _ - pomoćno vrijeme za kontrolna mjerenja, min; To t in - korekcijski faktor za pomoćno vrijeme, ovisno o veličini serije obrađenih proizvoda.
Vrijeme održavanja radnog mjesta utrošeno na instaliranje, uklanjanje i zamjenu tupih reznih alata, dopunjavanje brusnih ploča, podmazivanje i podešavanje mašine, čišćenje strugotine tokom rada itd.
T t.o \u003d (T o + T c) (a p.o / 100),
gdje je p.o. - vrijeme održavanja radnog mjesta kao postotak radnog vremena koje se bira prema standardnim tabelama u zavisnosti od vrste proizvodnje. Vrijeme odmora i fizičke potrebe
T o.p \u003d (T o + T u,) (i tako / 100),
gdje je tako - vrijeme za odmor i fizičke potrebe (u%) do radnog vremena, koje se bira prema standardnim tabelama.
U serijskoj i jediničnoj proizvodnji kao tehnička norma vremena uzima se obračunsko vrijeme
T sh.k \u003d T w + (T pz / n d),
gde je T p.z - pripremno i završno vreme utrošeno na pripremu i prilagođavanje mašine za obradu date partije delova, pribavljanje potrebne tehnološke opreme, dokumentacije, kao i na isporuku obrađenih delova, dokumentacije i opreme; n d - broj radnih komada u partiji.
Prosječna vrijednost faktora korekcije
Primjer. Odredite brzinu komada vremena za grubu operaciju rezanja zupčanika. Početni podaci:
Detalj - spiralni cilindrični točak. Materijal dijela je čelik 45 GOST 1050-74, in = 600 N/m. Težina dijela 6 kg. Oprema - mašina za rezanje zupčanika 5E32. Uređaj - trn. Hlađenje - ulje. Modul zupca m == 4mm . Broj zuba zupčanika z = 40. Širina zupčanika B u \u003d 40 mm, d == 30 .
1. Ugradite, pričvrstite, otkopčajte i uklonite četiri obradaka.
2. Zubi za glodanje m = 4mm, z = 40.
Rješenje.1. Odabiremo pužni modularni rezač vanjskog promjera D d = 100 mm, s modulom m = 4 mm u skladu s GOST 9224-74. Pužni rezač sa dva navoja, klasa tačnosti C. Smjer uspona namotaja rezača i zuba reznog točka je istog imena. Materijal reznog dijela pužnog rezača izrađen je od čelika R18 GOST 19256-73. Vijek trajanja alata T st = 480 min.
2. Rezanje zubaca zupčanika se vrši u jednom radnom potezu. Dubina reza t p = 9 mm.
3. Odabiremo dovod za pužni rezač s dvostrukim navojem prema standardnim tablicama: s tabl = 1,2 - 1,4 mm / rev. Korigiramo brzinu pomaka, uzimajući u obzir faktor korekcije za tvrdoću čeličnog materijala 45 GOST 1050-88 (K m = 0,9) i ugao nagiba zubaca i zavojnica ( K u \u003d 0,8):
s izračun \u003d s tablica K m K u \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / obrt
Prihvaćamo prema pasošu mašine, s st \u003d 1 mm / rev.
4. Brzinu rezanja biramo prema tabelarnim standardima: V tabela = 0,7 m/s. Brzinu rezanja korigujemo uzimajući u obzir faktore korekcije za čelik 45, HB 170 ... 207, gde je K mv == 0,8 i K == 0,9.
Izračunatu brzinu rezanja određujemo po formuli
V calc \u003d s tablica K m v K ŋ \u003d 0,7 * 0,8 * 0,9 = 0,5 m / s
5. Odredite brzinu pužnog rezača
N f.calc =  95.51rpm
95.51rpm
Postavljamo brzinu rotacije rezača prema pasošu mašine, gdje je n st = 100 o/min.
Vrijeme za organizaciono održavanje i fizičke potrebe
Pomoćno vrijeme za kontrolna mjerenja
6. Stvarna brzina rezanja je određena formulom
v d \u003d D n n st / (1000 60) = 3,14 100 100 / (1000 60) \u003d 0,62 m / s.
7. Dužina radnog hoda alata tokom obrade određena je formulom
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 = (160 + 2 + 37,2 + 2) 40 = 8048 mm.
L calc = 40 mm (prihvatiti prema detaljnom crtežu) l 1 = 2 mm; l 3 \u003d 2 mm. Vrijednost dovoda l 2 određena je formulom
L 2 \u003d (1.11.3) 
 37,2 mm ,
37,2 mm ,
gdje je h dubina kaviteta zuba , h= t. (h == 2,25m =2,25 4=9 mm.)
U vezi sa istovremenom obradom četiri brzine, potrebno je povećati L calc za 4 puta (L calc = 40 4 = 160 mm).
8. Glavno (tehnološko) vrijeme obrade zuba četiri zupčanika određuje se formulom:
T o = 
Za jedan rezni zupčanik, glavno vrijeme će biti T o = 40,24 / 4 = 10,06 min.
9. Pomoćno vrijeme za rad T in određuje se prema standardnim tabelama. Pomoćno vrijeme za ugradnju dijela na trn mase do 5 kg T set = 0,7 min. Dodatno pomoćno vrijeme za svaku narednu ugradnju dijela T ext na trn bit će T ext = 0,26 min.
Vrijeme za kontrolna mjerenja nije uključeno u pomoćnu vremensku normu, jer se preklapa sa glavnim vremenom.
10. Vrijeme održavanja radnog mjesta za rezanje zupčanika određuje se (u%) od glavnog vremena, gdje je a t oko = 3%:
T so \u003d T o t.o. /100=10,063/100=0,3 min.
11. Vrijeme za odmor i prirodne potrebe radnika utvrđuje se (u%) iz radnog vremena, gdje je op = 1,7 % :
T op =  = 0,2 min.
= 0,2 min.
12. Vrijeme po komadu za izradu jednog dijela će biti:
T w = T oko + T u + T pa + T op = 10,06 + 0,96 + 0,3 + 0,2 = 12,52 min.
Vrijeme isporuke za masovnu proizvodnju nije definirano.
U zavisnosti od namjene, u tehničko-ekonomskim i organizaciono-planskim proračunima mogu se koristiti različite tehnološke norme vremena za izvođenje operacije. Obično, kao norma vremena t i za izvršenje i-ta operacija preko jedinice proizvodnje uzima se u obzir puna stopa vremena (komad-obračun) - t sc. Klasifikacija troškova radnog vremena usvojena u mašinstvu i struktura ukupne norme vremena za jednu operaciju (komad-obračunska norma) prikazani su na sl. 6.2-6.3.
Pripremno i završno vrijeme - vrijeme za pripremu i završetak obrade serije proizvoda ili smjene (prijem zadatka i upoznavanje sa radom, proučavanje tehničke dokumentacije, ugradnja posebnih uređaja i alata, postavljanje mašine i podešavanje režima obrade, primopredaja posla prema masteru ili kontroloru).
Vrijeme rada - vrijeme neposrednog izvođenja tehnološke operacije. Uključuje glavno i pomoćno vrijeme. Osnovno (tehnološko) vrijeme - vrijeme u kojem se ostvaruje tehnološki cilj rada (oblikovanje, promjena stanja, kvaliteta, svojstva predmeta rada). Može biti ručni, mašinski, mašinski ručni. Pomoćno vrijeme- vrijeme za radnje koje osiguravaju izvođenje glavnog posla (ugradnja i uklanjanje dijela, prilaz-uvlačenje alata, pokretanje i zaustavljanje mašine, mjerenje dijela). Može biti ručni, mašinski i mašinski ručni.
Vrijeme službe na radnom mjestu - vrijeme za brigu o radnom mjestu tokom datog posla i cijele smjene. Uključuje vrijeme za tehničko i organizacijsko održavanje. Vrijeme održavanja - vrijeme za zamjenu alata u slučaju habanja ili loma, prilagođavanje opreme u procesu rada. Organizaciono vrijeme službe - vrijeme za polaganje i čišćenje alata na početku i na kraju smjene, za podmazivanje i čišćenje mašine, čišćenje radnog mjesta u toku smjene.
Vrijeme zakazanih pauza - vrijeme pauza koje su neizbježne u izvođenju datog posla. Uključuje vrijeme organizacionih i tehnoloških pauza, pauze za odmor i prirodne potrebe.
Rice. 6.2. Klasifikacija radnog vremena:
Vrijeme organizaciono-tehnoloških pauza - vrijeme prekida zbog toka tehnološkog procesa i nedovoljne sinhronizacije rada. Vrijeme pauze za odmor i prirodne potrebe - vrijeme za pauze za ručak, industrijsku gimnastiku, odmor i lične potrebe. Svi ostali prekidi smatraju se neproduktivnim gubicima i nisu standardizirani. Također, vrijeme provedeno na radu koje je obuhvaćeno glavnim vremenom (odnosno radnje koje se izvode paralelno i ne zahtijevaju dodatno vrijeme) nije normalizirano.
Rice. 6.3. Struktura ukupne norme vremena za operaciju:
Kao što se može vidjeti sa sl. 6.3, puna stopa vremena za operaciju (obračunska stopa) t sk određuje se na sljedeći način:
gdje je t w norma vremena na komad;
t pz - norma pripremnog i završnog vremena za utakmicu;
n je veličina serije, kom.;
t o - glavno vrijeme;
t * in - pomoćno vrijeme, koje se ne preklapa s glavnim;
t * tada - vrijeme održavanja, koje se ne preklapa s glavnim;
t * oo - organizacijsko vrijeme usluge, koje se ne preklapa sa glavnim;
t tech - vrijeme organizacionih i tehnoloških pauza;
t otd - vrijeme za pauze za odmor i prirodne potrebe.
Radni ciklus
Trajanje radnog ciklusa ovisi o vremenu izvršenja operacije na jedinici proizvodnje (komadu), o broju jedinica proizvodnje u seriji koja ulazi u operaciju, o broju poslova za operaciju (broj usluga kanala u višekanalnom uređaju).
Proračun radnog ciklusa. Prilikom izračunavanja radnog ciklusa mogući su sljedeći najjednostavniji slučajevi.
1) Jedinice proizvoda - 1, radna mjesta - 1. Operativni ciklus ^ o u slučaju izvođenja operacije na jednom radnom mjestu na jedinici proizvodnje jednak je normi vremena za operaciju t i:
gdje je t i - norma vremena za izvođenje i-te operacije na jedinici proizvodnje ovog imena.
2) Jedinice proizvoda - br, radna mjesta- 1. Kada je serija proizvoda veličine P komada, radni ciklus T 0 je jednako ukupnom vremenu izvršenja operacije na cijeloj seriji. Budući da su predmeti rada isti, prolaze kroz operaciju uzastopno i zahtijevaju vrijeme t i po jedinici proizvodnje, radni ciklus se povećava za P jednom:
T 0 \u003d nt i
3) Jedinice proizvoda - n, radna mjesta- q. Kada je operacija izvršena q i identična radna mjesta, na njima možete pokrenuti seriju kako biste izvršili operaciju paralelno na nekoliko jedinica proizvoda odjednom. Radni ciklus T 0će se smanjiti u q jednom:
gdje q i - broj poslova za i-th operacije na seriji proizvoda ovog imena.
Postoje različite opcije za formiranje prihvaćenih za obračun t i , kada uključuje ili ne uključuje određene komponente vremenskih troškova. Konkretno, pripremno-završno vrijeme za utakmicu t n 3 može se postaviti kao nezavisna komponenta radnog ciklusa T 0 ili biti uključeni u t i po stavci - t n 3 / str.
Redosled prolaska stranke kroz operaciju. Operacija može imati složenu strukturu i sastojati se od mnogih tranzicija koje se izvode na jednom radnom mjestu. Ispod tranzicija odnosi se na dio operacije koji se izvodi na jednoj ili više površina dijela jednim ili više alata istovremeno u jednom načinu rezanja. U ovom slučaju, za radni ciklus T o utiče redosled prolaska stranke kroz operaciju, jer utiče na vrijeme utrošeno, posebno na ugradnju i demontažu dijela u opremi, kao i na ponovno podešavanje opreme pri naizmjeničnim prelazima. Na sl. 6.4 prikazuje dva moguća načina prolaska serije kroz operaciju:
a) poprečni prolaz, u kojoj cijeli broj predmeta rada prolazi prvo kroz prvi prijelaz, zatim kroz drugi prijelaz, zatim kroz treći, i tako dalje do posljednjeg prijelaza operacije. Proces izvođenja operacije za pojedinačne proizvodne jedinice je diskontinuiran, a za seriju u cjelini kontinuiran;
b) postoperativni prolaz, u kojoj, prvo, prvi predmet rada prolazi kroz sve tranzicije, zatim drugi, treći, i tako dalje do posljednje jedinice serije proizvoda. Proces izvođenja operacije za jedinicu proizvodnje je kontinuiran, a za seriju u cjelini je diskontinuiran.
Slika 6.4. Vrste prolaska serije proizvoda u operaciji:
a - prolazno; b - postoperativni
Svrsishodnost odabira jedne ili druge vrste prolaza serije određena je time koji od njih će ukupno vrijeme za izvođenje operacije na seriji (operativni ciklus T 0) biti minimalno. Sa poprečnim prolazom, vrijeme za ugradnju i uklanjanje svakog dijela za svaki prijelaz povećava se, s korak-po-korak prolaz, vrijeme za ponovno podešavanje radnog mjesta nakon svakog prijelaza. Ako prihvatimo radi jednostavnosti da je vrijeme obrade po prijelazima, ugradnji i uklanjanju dijela za oba tipa prolaza isto, onda je razlika u trajanju radnog ciklusa za prolazni T oA i operativni T oB prolaz, prema grafikonima ciklusa na sl. 6.4 će biti jednako:
gdje P - veličina partije;
R - broj prijelaza u ovoj operaciji;
t y - vrijeme za ugradnju i uklanjanje dijela;
T p - vrijeme promjene radnog mjesta pri naizmjeničnim prelazima.
Uz pozitivnu vrijednost ove razlike, preporučljivo je koristiti odlomak korak po korak, s negativnom vrijednošću - na prijelazni način. Okvirno se može smatrati da je preporučljivo koristiti poprečni prolaz u slučajevima kada predmeti rada nisu teški i glomazni, operativni - kada je vrijeme za promjenu radnog mjesta beznačajno.
Tehnička norma vremena za obradu radnog komada jedan je od glavnih parametara za izračunavanje cijene proizvedenog dijela, broja proizvodne opreme, plaća radnika i planiranja proizvodnje.
Tehnička norma vremena utvrđuje se na osnovu tehničkih mogućnosti tehnološke opreme, reznog alata, alatnih mašina i pravilne organizacije radnog mesta.
Norma vremena jedan je od glavnih faktora za procjenu savršenstva tehnološkog procesa i odabir najnaprednije opcije za obradu radnog komada.
U masovnoj i masovnoj proizvodnji, ukupno vrijeme (min) za obradu jednog radnog komada
T w \u003d T o + T in + T t.o + T o.p,
gdje je T o - tehnološko (osnovno) vrijeme, min; T in - pomoćno vrijeme, min; T t.o - vrijeme održavanja radnog mjesta, min; T o.p - vrijeme za odmor i prirodne potrebe, min (tabela 3.39).
Tehnološko vrijeme za mnoge vrste obrade
T o \u003d L p .x i / (n c t s st),
gdje je L p.x procijenjena dužina radnog hoda reznog alata, tj. putanja koju pređe rezni alat u smjeru pomaka, mm; i je broj radnih poteza reznog alata; n st - brzina vretena mašine, usvojena prema pasošu mašine, o/min; s st - dovod prema podacima iz pasoša mašine, mm / rev.
Pomoćno vrijeme za obradu radnog predmeta Tv zavisi od stepena mehanizacije, mase izratka i ostalih elemenata koji se izvode u ovoj operaciji. Pomoćno vrijeme za kontrolna mjerenja se bira ovisno o točnosti mjerenja i vrsti mjernog alata. Pomoćno vrijeme se određuje prema standardnim tabelama. Zavisi od odabrane tehnološke opreme, metoda obrade i opreme mašina.
Pomoćno vrijeme T in se sastoji od vremena za ugradnju i uklanjanje dijela; vrijeme povezano s prijelazom (postavljanje alata duž ekstremiteta, zaustavljanje, obilježavanje; preliminarno mjerenje; uzimanje testnih čipova, itd.); vrijeme povezano s prijelazom na tehnike koje nisu bile uključene u komplekse (promjene brzine vretena stroja, promjene u pomaku, rotacija rezne glave, itd.); pomoćno vrijeme za kontrolna mjerenja, koja se postavljaju prema standardnim tabelama u zavisnosti od tačnosti mjerenja, dimenzija mjerenih površina, uzimajući u obzir koeficijent periodičnosti. Pomoćno vrijeme za tehnološku operaciju
T in \u003d (T y c t, + T traka + T traka do + T mjera) To t u,
gdje je T usta - pomoćno vrijeme za ugradnju i skidanje dijela, min; T traka - pomoćno vrijeme povezano s prijelazom, min; T per.k - pomoćno vrijeme povezano s prelaskom na tehnike koje nisu uključene u komplekse, min; T meas _ - pomoćno vrijeme za kontrolna mjerenja, min; To t in - korekcijski faktor za pomoćno vrijeme, ovisno o veličini serije obrađenih proizvoda.
Vrijeme održavanja radnog mjesta utrošeno na instaliranje, uklanjanje i zamjenu tupih reznih alata, dopunjavanje brusnih ploča, podmazivanje i podešavanje mašine, čišćenje strugotine tokom rada itd.
T t.o \u003d (T o + T c) (a p.o / 100),
gdje je p.o. - vrijeme održavanja radnog mjesta kao postotak radnog vremena koje se bira prema standardnim tabelama u zavisnosti od vrste proizvodnje. Vrijeme odmora i fizičke potrebe
T o.p \u003d (T o + T u,) (i tako / 100),
gdje je tako - vrijeme za odmor i fizičke potrebe (u%) do radnog vremena, koje se bira prema standardnim tabelama.
U serijskoj i jediničnoj proizvodnji kao tehnička norma vremena uzima se obračunsko vrijeme
T sh.k \u003d T w + (T pz / n d),
gde je T p.z - pripremno i završno vreme utrošeno na pripremu i prilagođavanje mašine za obradu date partije delova, pribavljanje potrebne tehnološke opreme, dokumentacije, kao i na isporuku obrađenih delova, dokumentacije i opreme; n d - broj radnih komada u partiji.
Prosječna vrijednost faktora korekcije
Primjer. Odredite brzinu komada vremena za grubu operaciju rezanja zupčanika. Početni podaci:
Detalj - spiralni cilindrični točak. Materijal dijela je čelik 45 GOST 1050-74, in = 600 N/m. Težina dijela 6 kg. Oprema - mašina za rezanje zupčanika 5E32. Uređaj - trn. Hlađenje - ulje. Modul zupca m == 4mm . Broj zuba zupčanika z = 40. Širina zupčanika B u \u003d 40 mm, d == 30 .
1. Ugradite, pričvrstite, otkopčajte i uklonite četiri obradaka.
2. Zubi za glodanje m = 4mm, z = 40.
Rješenje.1. Odabiremo pužni modularni rezač vanjskog promjera D d = 100 mm, s modulom m = 4 mm u skladu s GOST 9224-74. Pužni rezač sa dva navoja, klasa tačnosti C. Smjer uspona namotaja rezača i zuba reznog točka je istog imena. Materijal reznog dijela pužnog rezača izrađen je od čelika R18 GOST 19256-73. Vijek trajanja alata T st = 480 min.
2. Rezanje zubaca zupčanika se vrši u jednom radnom potezu. Dubina reza t p = 9 mm.
3. Odabiremo dovod za pužni rezač s dvostrukim navojem prema standardnim tablicama: s tabl = 1,2 - 1,4 mm / rev. Korigiramo brzinu pomaka, uzimajući u obzir faktor korekcije za tvrdoću čeličnog materijala 45 GOST 1050-88 (K m = 0,9) i ugao nagiba zubaca i zavojnica ( K u \u003d 0,8):
s izračun \u003d s tablica K m K u \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / obrt
Prihvaćamo prema pasošu mašine, s st \u003d 1 mm / rev.
4. Brzinu rezanja biramo prema tabelarnim standardima: V tabela = 0,7 m/s. Brzinu rezanja korigujemo uzimajući u obzir faktore korekcije za čelik 45, HB 170 ... 207, gde je K mv == 0,8 i K == 0,9.
Izračunatu brzinu rezanja određujemo po formuli
V calc \u003d s tablica K m v K ŋ \u003d 0,7 * 0,8 * 0,9 = 0,5 m / s
5. Odredite brzinu pužnog rezača
N f.calc = 95.51rpm
Postavljamo brzinu rotacije rezača prema pasošu mašine, gdje je n st = 100 o/min.
Vrijeme za organizaciono održavanje i fizičke potrebe
Pomoćno vrijeme za kontrolna mjerenja
6. Stvarna brzina rezanja je određena formulom
v d \u003d D n n st / (1000 60) = 3,14 100 100 / (1000 60) \u003d 0,62 m / s.
7. Dužina radnog hoda alata tokom obrade određena je formulom
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 = (160 + 2 + 37,2 + 2) 40 = 8048 mm.
L calc = 40 mm (prihvatiti prema detaljnom crtežu) l 1 = 2 mm; l 3 \u003d 2 mm. Vrijednost dovoda l 2 određena je formulom
L 2 \u003d (1.11.3) 37,2 mm ,
gdje je h dubina kaviteta zuba , h= t. (h == 2,25m =2,25 4=9 mm.)
U vezi sa istovremenom obradom četiri brzine, potrebno je povećati L calc za 4 puta (L calc = 40 4 = 160 mm).
8. Glavno (tehnološko) vrijeme obrade zuba četiri zupčanika određuje se formulom:
T o =
Za jedan rezni zupčanik, glavno vrijeme će biti T o = 40,24 / 4 = 10,06 min.
9. Pomoćno vrijeme za rad T in određuje se prema standardnim tabelama. Pomoćno vrijeme za ugradnju dijela na trn mase do 5 kg T set = 0,7 min. Dodatno pomoćno vrijeme za svaku narednu ugradnju dijela T ext na trn bit će T ext = 0,26 min.
Vrijeme za kontrolna mjerenja nije uključeno u pomoćnu vremensku normu, jer se preklapa sa glavnim vremenom.
10. Vrijeme održavanja radnog mjesta za rezanje zupčanika određuje se (u%) od glavnog vremena, gdje je a t oko = 3%:
T so \u003d T o t.o. /100=10,063/100=0,3 min.
11. Vrijeme za odmor i prirodne potrebe radnika utvrđuje se (u%) iz radnog vremena, gdje je op = 1,7 % :
T op = = 0,2 min.
12. Vrijeme po komadu za izradu jednog dijela će biti:
T w = T oko + T u + T pa + T op = 10,06 + 0,96 + 0,3 + 0,2 = 12,52 min.
Vrijeme isporuke za masovnu proizvodnju nije definirano.