Sahifa
7
Operatsiyaning mehnat elementlariga bo'linish darajasi tahlil maqsadiga va tadqiqot natijalarining kerakli aniqligiga bog'liq. Shu sababli, ishlab chiqarish turi uni amalga oshirish uchun mehnat xarajatlarini stavkalashda operatsiyani taqsimlash darajasiga sezilarli darajada ta'sir qiladi.
Vaqt normalarini aniqlashning quyidagi usullari mavjud:
1. Eksperimental-statistik - operatsiya yoki ish uchun vaqt me'yorlari elementma-element tahlilisiz va ishning maqbul sharoitlari, rejimlari va usullarini loyihalashsiz bir butun sifatida aniqlanishi bilan tavsiflanadi. Bu stavka usuli me’yorlarning ilmiy asoslangan va progressivligini ta’minlamaydi, ishlab chiqarishning mavjud zaxiralarini aniqlash imkonini bermaydi, mehnat unumdorligini oshirishga yordam bermaydi. Eksperimental-statistik usul ikki usulga asoslanadi: eksperimental va statistik. Eksperimental usul usta va baholovchining tajribasiga asoslanadi, statistik usul esa, qoida tariqasida, xuddi shunday bajarilgan ishlarga sarflangan haqiqiy vaqt to'g'risida hisobot va statistik ma'lumotlarga asoslanadi.
2. Analitik usul. Bu usul yordamida operatsiyani bajarish muddati quyidagi tartibda o'rnatiladi: operatsiya uning tarkibiy elementlariga bo'linadi; har bir element uchun ularni amalga oshirish vaqtiga ta'sir qiluvchi omillarni aniqlash; operatsiyaning oqilona tarkibini, mehnat va texnologik elementlarning ketma-ketligini va ularni amalga oshirish uchun zarur shart-sharoitlarni ishlab chiqish; alohida elementlarning davomiyligini va umuman operatsiyani aniqlang.
Analitik usul ikki xilga ega: analitik-tadqiqot va analitik-hisoblash - ularning orasidagi farq sarflangan vaqtni aniqlash usulida yotadi. Analitik tadqiqot usuli bilan operatsiyaga sarflangan vaqt bevosita ish joyida kuzatish (xronometrik kuzatishlar, ish vaqtini suratga olish, o'z-o'zini suratga olish va h.k.) bilan o'lchash asosida aniqlanadi. Analitik-hisoblash usuli bilan vaqt xarajatlari asbob-uskunalarning ishlash rejimlari va vaqti standartlariga muvofiq, shuningdek, vaqtning davomiylik omillariga bog'liqligi formulalari bo'yicha hisoblanadi. Analitik-hisoblash usuli standartlarni belgilashning murakkabligini kamaytirishga imkon beradi, chunki kuzatuvlarga ehtiyoj yo'q, ammo ma'lum bir ish joyi uchun standartlarning aniqligi kamayadi. Hisob-kitoblarning aniqligini oshirish uchun qoidalar tuzatish omillarini nazarda tutadi.
3. Jadvalli yoki kattalashtirilgan usul, ish birligiga to'g'ri keladigan vaqt maxsus jadvallardan aniqlanganda.
Texnologik jarayonni normalash
Ishchilar mehnatini me'yorlashda mehnat sarfi normalarining quyidagi turlari qo'llaniladi: vaqt normasi, ishlab chiqarish normasi.
Vaqt normasi - bu muayyan tashkiliy-texnik sharoitlarda tegishli malakaga ega bo'lgan xodim yoki xodimlar guruhi (xususan, jamoa) tomonidan ish birligini bajarish uchun sarflangan ish vaqtining miqdori.
Ishlab chiqarish koeffitsienti - bu ma'lum tashkiliy va texnik sharoitlarda ish vaqtining bir birligi uchun tegishli malakaga ega bo'lgan xodim yoki xodimlar guruhi (xususan, jamoa) bajarishi kerak bo'lgan belgilangan ish hajmi (ishlab chiqarish birliklari soni). .
Vaqt normasi va ishlab chiqarish normasi o'rtasida teskari bog'liqlik mavjud, ya'ni vaqt normasining kamayishi bilan ishlab chiqarish normasi ortadi. Bu miqdorlar bir xil darajada o'zgarmaydi: ishlab chiqarish tezligi vaqt qisqarish tezligidan ko'ra ko'proq darajada oshadi.
Mehnat jarayonini har tomonlama o'rganish va ratsionalizatsiya qilish asosida texnik jihatdan asoslangan muddat belgilanadi. Shu bilan birga, ma'lum ishlab chiqarish sharoitlari uchun maqbul texnologik jarayon ta'minlanadi, bu ratsional tuzilma, ilg'or texnologiyalardan foydalanish, texnologik asbob-uskunalar (uskunalar, asboblar, moslamalar) va tejamkor va samarali mahsulotlardan foydalanish bilan tavsiflanadi. ilmiy asoslangan ishlov berish usullari.
Kurs loyihasida texnologik jarayonning operatsiyalari analitik va hisoblash usuli bilan, yordamchi vaqt uchun umumiy muhandislik standartlaridan foydalangan holda, ish joyiga xizmat ko'rsatish va o'rta va katta hajmdagi metall kesish dastgohlarida bajariladigan tayyorgarlik va yakuniy ishlar uchun normallashtiriladi. ishlab chiqarish (1984).
Normalizatsiya xaritalari va qismni qayta ishlashning texnologik jarayoni ilovada keltirilgan.
Hvrning texnik jihatdan asoslangan me'yori tarkibiga faqat oddiy ishlab chiqarish sharoitida ma'lum ishni (operatsiyani) bajarish uchun zarur bo'lgan ish vaqtining toifalari kiradi. Bularga quyidagilar kiradi: asosiy vaqt, yordamchi bo'lmagan qalay, ish joyini tashkiliy va texnik xizmat ko'rsatish vaqti, tobl dam olish va shaxsiy ehtiyojlar uchun normallashtirilgan tanaffuslar vaqti, tayyorgarlik va yakuniy vaqt Tpz:
Vaqtning texnik normasi operatsiyaning boshqa elementlari bilan qoplanmagan yordamchi vaqtning faqat bir qismini o'z ichiga oladi. Yordamchi vaqt, operatsiyaning o'ziga xos mazmuniga qarab, quyidagilarni o'z ichiga oladi: qismni o'rnatish va olib tashlash vaqti - Tust; texnologik o'tishni amalga oshirish bilan bog'liq vaqt - Ttrans; o'lchov chastotasi koeffitsientini hisobga olgan holda nazorat o'lchovlarini bajarish vaqti (kerak bo'lganda) - Tcontr.
Boshqarish vaqti uzoqroq muddatga o'tish orqali asosiy (mashina) vaqt bilan taqqoslanadi. Agar u mashina vaqtidan kattaroq bo'lsa, u holda nazorat qilish vaqti yordamchi bo'lmagan vaqtga kiradi. Agar nazorat qilish vaqti asosiy vaqtdan kamroq bo'lsa, u bir-biriga yopishgan yordamchiga ishora qiladi.
Operatsiya uchun asosiy va yordamchi bir-biriga mos kelmaydigan vaqt yig'indisi dastlabki ish vaqtini tashkil qiladi:
![]() .
.
Tayyorgarlik va yakuniy vaqt umumiy mashinasozlik standartlari asosida asbob-uskunalar, jihozlar, sozlash murakkabligi, ishlatiladigan asboblar soni va boshqalarga qarab belgilanadi. U uskunani sozlash vaqtini, asbobni qabul qilish va topshirish vaqtini o'z ichiga oladi.
Vaqtning to'liq texnik jihatdan oqlangan me'yori doirasida, deb ataladigan. har bir alohida ishlab chiqarish birligini ishlab chiqarishga sarflangan vaqtni ifodalovchi Tsht dona vaqti normasi. U asosiy vaqt, yordamchi vaqt, ish joyiga xizmat ko'rsatish vaqti va dam olish va shaxsiy ehtiyojlar uchun tanaffuslardan iborat.
Ommaviy ishlab chiqarish sharoitida dastlabki parcha vaqti birinchi navbatda aniqlanadi:
Keyin qismlar partiyasini smenalarda qayta ishlash muddati aniqlanadi:
bu erda - dastlabki parcha vaqti (yordamchi vaqt KTvn uchun koeffitsientni hisobga olmagan holda), min;
Kichik ishlab chiqarish sharoitida vaqtning texnologik normalari hisob-kitob va analitik usul bilan aniqlanadi.
Parcha vaqti - operatsiyaga sarflangan vaqt. U quyidagi komponentlardan iborat (min): T w \u003d T haqida + T in + T taxminan + T boshiga,
bu erda: T o - to'g'ridan-to'g'ri ishlov beriladigan qismni qayta ishlashga, ya'ni uning shaklini, o'lchamlarini, xususiyatlarini va boshqalarni o'zgartirishga sarflangan texnologik (asosiy) vaqt;
T in - asosiy ish bilan bevosita bog'liq bo'lgan ishchining yordamchi harakatlariga sarflangan yordamchi vaqt (ish qismini o'rnatish, mahkamlash va olib tashlash, tankni boshqarish, qismni o'lchash);
T haqida - bu operatsiya bilan bog'liq ish joyingizga g'amxo'rlik qilish uchun sarflangan ish joyini saqlash vaqti. Ish joyiga texnik xizmat ko'rsatish vaqti tashkiliy texnik xizmat ko'rsatish vaqtidan (uskunani tekshirish va sinovdan o'tkazish, asboblarni joylashtirish va tozalash, moylash, mashinani tozalash) va texnik xizmat ko'rsatish vaqtidan (mashinani tartibga solish va sozlash, kesish asboblarini o'zgartirish va sozlash) iborat. , silliqlash g'ildiraklarini kiyinish va boshqalar);
T lane - ishdagi tanaffuslar vaqti, dam olishga (agar ish sharoitlariga ko'ra kerak bo'lsa) va tabiiy ehtiyojlarga sarflanadi. Asosiy va yordamchi vaqtning yig'indisi operatsion vaqt deb ataladi, u parcha vaqtining asosiy tarkibiy qismidir.
Ish joyiga xizmat ko'rsatish vaqti va ishdagi tanaffuslar vaqti odatda ish vaqtining foizi sifatida olinadi (K 1 va K 2 koeffitsienti). Qayta ishlash xarakteriga va ishlab chiqarish ko'lamiga qarab, ish joyining texnik xizmat ko'rsatish vaqti K 1 = 3 ... 8% va tanaffuslar vaqti K 2 = 4.. .9% operatsion vaqt.
Bir qator kataloglarda ular K 1 + K 2 \u003d 10% ni oladi. Ehtiyot qismlar partiyalarini qayta ishlashda parcha-hisoblash vaqti T K tushunchasi kiritiladi, u parcha vaqtidan tashqari, bir qism uchun tayyorgarlik va yakuniy vaqtni ham o'z ichiga oladi.
 bu erda T PZ - buyurtma olish, ish bilan tanishish, etishmayotgan asboblar va moslamalarni olish va mashinani qayta sozlash uchun sarflangan tayyorgarlik va yakuniy vaqt. Parcha-hisob vaqtida bu vaqt bir qism uchun olinadi, ya'ni n partiyadagi qismlar soniga bo'linadi.
bu erda T PZ - buyurtma olish, ish bilan tanishish, etishmayotgan asboblar va moslamalarni olish va mashinani qayta sozlash uchun sarflangan tayyorgarlik va yakuniy vaqt. Parcha-hisob vaqtida bu vaqt bir qism uchun olinadi, ya'ni n partiyadagi qismlar soniga bo'linadi.
Ommaviy ishlab chiqarish sharoitida tayyorgarlik-yakuniy vaqt T PZ nolga teng (T PZ =0) olinadi.
Parcha-hisoblash vaqti vaqtning texnik normasi (yoki vaqt normasi) deb ham ataladi.
Ishlab chiqarish darajasi (N) vaqt birligiga (smenada, soatda) ishlab chiqarilgan mahsulot miqdorini ko'rsatadi. 8 soatlik ish kuni bilan smenada ishlab chiqarish tezligi H = 480 / T K ni tashkil qiladi.
Asosiy texnologik vaqt:
 ,
,
bu erda L - ishlov berilgan sirtning hisoblangan uzunligi, mm; n-buyumning aylanish chastotasi, rpm; s-feed, mm/rev.
qayerda l - ishlov berilgan yuzaning uzunligi ( l= 35 mm);
 .
.
 ;
;
 .
.
8 Amaldagi asboblarni tanlash va tavsifi
Mashina asboblari va texnologik asbob-uskunalarga quyidagilar kiradi: ish qismlarini va ishchi asboblarni o'rnatish va mahkamlash uchun asboblar, mahsulotlarni yig'ishda ishlatiladigan asboblar, qismlarni boshqarish, shuningdek qismlar va mahsulotlarni ushlash va harakatlantirish uchun asboblar. Ixtisoslashuv darajasiga ko'ra qurilmalar universal, qayta sozlanadigan va maxsus bo'linadi. Ulardan birinchisiga o'rindiqlar, shtutserlar, ajratuvchi boshlar, aylanuvchi stollar va boshqalar kiradi. Sozlanishi mumkin bo'lgan qurilmalar standart qismlar va agregatlar to'plamlaridan yig'ilishi yoki almashtiriladigan qismlar bilan jihozlanishi mumkin. Ommaviy ishlab chiqarishda maxsus qurilmalar qo'llaniladi.
Ishlov berish jarayonida ishlov beriladigan qismning holati ishlov berish sharoitiga qarab 6 nuqtada mahkamlash orqali ta'minlanadi, bu ishlov beriladigan qismning kesish asbobiga nisbatan bo'shliqda to'liq yoki qisman yo'nalishini ta'minlaydi. Qo'llab-quvvatlovchilarning soni va joylashuvi, shuningdek, mahkamlash kuchlarining yo'nalishi va kattaligi tayanchlardan tayanchlarning holatini ta'minlashi kerak. Qo'shimcha tayanchlar sozlanishi yoki o'z-o'zidan sozlanishi mumkin.
O'rnatish sxemasini tanlashda quyidagi shartlarni ta'minlash kerak: 1. Ish qismi siqish kuchlarini qo'llashdan oldin barqaror pozitsiyani egallashi kerak.
2. Ushbu pozitsiyani mahkamlashdan keyin, shuningdek, qayta ishlash jarayonida paydo bo'ladigan kuchlar ta'sirida buzilmasligi kerak.
Qurilmalarda ular qo'lda, pnevmatik yoki gidravlik qo'zg'aluvchan o'z-o'zidan tormozlanadigan vint, xanjar, eksantrik va boshqa mexanizmlar sifatida ishlatiladi, kamroq tez-tez to'g'ridan-to'g'ri ta'sir qiluvchi pnevmatik, gidravlik yoki pnevmogidravlik mexanizmlar qo'llaniladi.
Burilish uchun asboblar. Torna dastgohlarida ishlov berish qismlar markazlarda, kaliperda va to'shakda o'rnatilganda amalga oshiriladi. Birinchi guruh armatura quyidagi elementlarni o'z ichiga oladi: haydash moslamalari markazlari, barqaror dam olish joylari, mandrellar va boshqalar. Ikkinchi guruhga - kartridjlar va old panellar. Uchinchi guruhga konusning, sharsimon va boshqa murakkab sirtlarni qayta ishlash uchun maxsus qurilmalar kiradi. Lunettalar uzun qismlarni qayta ishlashda ishlatiladi. O'z-o'zidan markazlashtirilgan uch jag'li va kamroq tez-tez ikki jag'li shtutserlar keng qo'llaniladi.
O'z-o'zidan tejamkor shtutserlar ikki yoki uchta noto'g'ri ishlaydigan eksantrik jag'lar bilan tayyorlanadi, ular ishlov berishning boshida kesish kuchlari ta'sirida dastgohning markazlariga o'rnatilgan ishlov beriladigan qismni qisadi va momentni mashina shpindelidan unga uzatadi.
Kesish momentining ortishi bilan shpindeldan shpindelning jag'lari bilan ishlov beriladigan qismga uzatiladigan moment avtomatik ravishda ortadi.
Ish qismini markazlarga qulay o'rnatish uchun avtomatik ochilish kameralari bo'lgan haydash moslamalari ishlatiladi. Ishlov beriladigan qismning barcha jag'lar tomonidan bir xil siqilishi suzuvchi jag'lar yoki mustaqil harakatga ega jag'lar yordamida ta'minlanadi. O'z-o'zidan qulflanadigan haydash moslamalari ma'lum diapazonda ish qismlarining turli diametrlari uchun jag'larni o'rnatishga imkon beradi. Ushbu shtutserlar ko'p kesish dastgohlarida yoki CNC dastgohlarida katta momentlarni dastgoh milidan ishlov beriladigan qismga o'tkazishda markazlashtirish uchun ishlatiladi.
Burg'ulash mashinalari uchun asboblar. Ishlov berish jarayonida asbobni to'g'ri yo'naltirish uchun jig plitalari qo'llaniladi, ularda burmalar o'rnatiladi. Radial burg'ulash va ko'p shpindelli dastgohlarda qo'llaniladigan statsionar dastgohlarda ishlov berish jarayonida qism harakatsiz qoladi. Qismning turli tomonlarida yoki aylana bo'ylab joylashgan teshiklarni burg'ulash uchun vertikal (aylanuvchi stollar, gorizontal (faceplatlar) yoki kamroq tez-tez eğimli aylanish o'qi bilan aylanadigan qurilmalar qo'llaniladi. Mexanizatsiyalash va avtomatlashtirish uchun pnevmatik, gidravlik yoki elektr haydovchilar qo'llaniladi. Burg'ulash dastgohlarida ishlaganda, ular ko'pincha toshli jigdan foydalanadilar.Jig plitasi ikkita ustunga o'rnatiladi va ko'taruvchi mexanizm yordamida harakatlanadi.Qismni o'rnatish va qisish, shuningdek markazlashtirish plastinka ko'chirilganda amalga oshiriladi.Multi -shpindel boshlari teshik guruhlarini qayta ishlash uchun ishlatiladi.
Torna va silindrsimon silliqlash dastgohlarida ishlov beriladigan qismlar shakli va o'lchamiga qarab, markazlarga yoki chuckga o'rnatiladi. Bir markaz bosh shpindelda, ikkinchisi tokarlik yoki maydalagichning quyruq milida joylashgan. Ultrium o'rnatilgan va mashinaning bosh qismining shpindelining uchiga o'rnatiladi. Markazlar quyidagi turlarga bo'linadi:
1. Ruxsat etilgan normal va maxsus;
2. Aylanadigan normal va maxsus;
3. Suzuvchi maxsus;
4. Gofrirovka qilingan maxsus;
5. Kesish.
Haydash moslamalari aylanish harakatini (momentni) mashina shpindelidan markazlarga, mandrelga yoki shtutserga o'rnatilgan ish qismiga o'tkazish uchun ishlatiladi. Haydash moslamalariga qisqichlar va haydash panellari kiradi. Kartrijdan chiqadigan qismning uzunligi 3 ... 15 diametr yoki undan ortiq bo'lgan ish qismlarini o'rnatishda qo'shimcha tayanch sifatida statsionar va harakatlanuvchi barqaror tayanchlardan foydalaniladi.
Qismni ishlab chiqarish vaqtining texnik standarti ishlab chiqarilgan qismning narxini, ishlab chiqarish uskunalari sonini, ishchilarning ish haqini va ishlab chiqarishni rejalashtirishni hisoblashning asosiy parametrlaridan biridir.
Vaqtning texnik normasi texnologik jihozlar, kesish asboblari, stanoklar va ish joyini to'g'ri tashkil etishning texnik imkoniyatlaridan kelib chiqqan holda belgilanadi.
Vaqt me'yori texnologik jarayonning mukammalligini baholash va detalni ishlab chiqarishning eng ilg'or variantini tanlashning asosiy omillaridan biridir.
Keng miqyosli va ommaviy ishlab chiqarishda bir qismga ishlov berishning umumiy vaqti (min) formula bo'yicha aniqlanadi.
T w \u003d T o + T in + T t.o + T o.p,
bu erda T haqida - texnologik (asosiy) vaqt, min; T in - yordamchi vaqt, min; T t.o - ish joyiga texnik xizmat ko'rsatish vaqti, min; T o.p - jismoniy ehtiyojlar uchun vaqt (dam olish va tabiiy ehtiyojlar), min.
Bir necha o'tishda ishlov berish uchun texnologik vaqt
T o \u003d L p .x i / (n c t s st),
bu erda L p.x - kesish asbobining ishchi zarbasining taxminiy uzunligi, ya'ni. kesish asbobining besleme yo'nalishi bo'yicha o'tgan yo'li, mm (30) formula bilan aniqlanadi; i - kesish asbobining ish zarbalari soni; n st - mashinaning pasportiga muvofiq qabul qilingan dastgoh milining tezligi, rpm; s st - mashinaning pasport ma'lumotlariga ko'ra besleme, mm / rev.
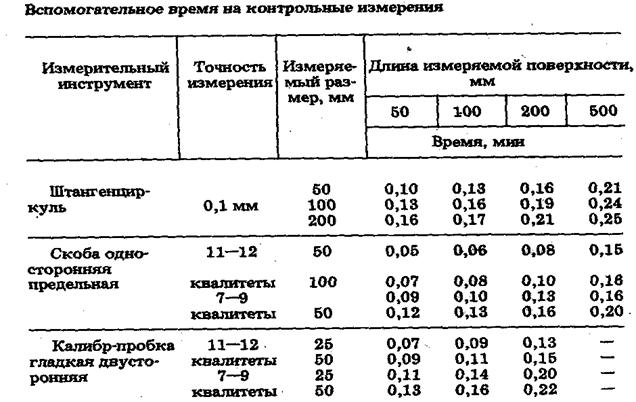
Ish qismini qayta ishlashda yordamchi vaqt T mexanizatsiyalash darajasiga, ishlov beriladigan qismning massasiga va ushbu operatsiyada bajariladigan boshqa elementlarga bog'liq. Bu qism T og'zini o'rnatish va olib tashlash vaqtidan iborat; T chizig'iga o'tish bilan bog'liq vaqt (asbobni oyoq-qo'l bo'ylab o'rnatish, to'xtatish, belgilash; dastlabki o'lchash; sinov chiplarini olish va h.k.); T per.k komplekslariga kirmaydigan texnikalarga o'tish bilan bog'liq vaqt. (mashina milining tezligini o'zgartirish, beslemeni o'zgartirish, kesish boshini aylantirish va boshqalar); nazorat o'lchovlari uchun vaqt T o'lchovlari, bu me'yoriy jadvallar va 47-jadvalga muvofiq, o'lchov aniqligiga qarab, davriylik koeffitsientini hisobga olgan holda o'lchangan sirtlarning o'lchamlari. Yordamchi vaqtni hisoblash formulasi
T in \u003d (T y c t, + ST yo'lak + ST yo'lak.k + ST o'lchovi) Kimga televizor,
qayerda Kimga t in - qayta ishlangan mahsulotlar partiyasining hajmiga qarab yordamchi vaqt uchun tuzatish koeffitsienti (45-jadval).
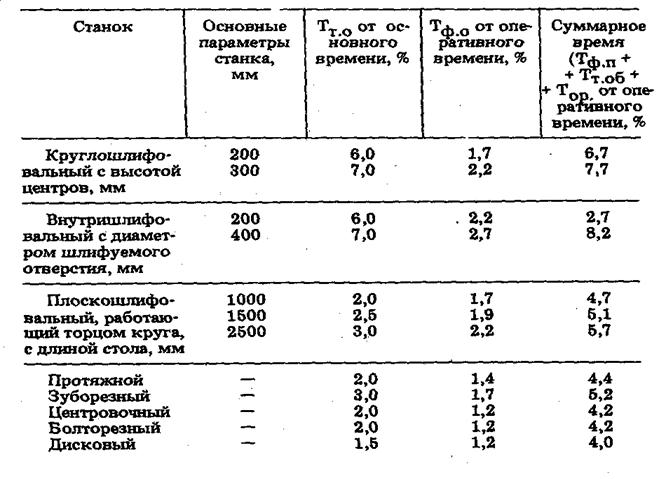
To'mtoq kesuvchi asboblarni o'rnatish, olib tashlash va almashtirish, silliqlash g'ildiraklarini to'ldirish, dastgohni moylash va sozlash, ish paytida chiplarni tozalash va boshqalarga sarflangan ish joyiga texnik xizmat ko'rsatish vaqti quyidagicha aniqlanadi.
T t.o \u003d (T o + T c) (a p.o / 100),
qayerda p.o. - ishlab chiqarish turiga qarab standart jadvallar bo'yicha tanlangan ish vaqtining foizi sifatida ish joyiga texnik xizmat ko'rsatish vaqti.
Dam olish vaqti va jismoniy ehtiyojlar tengdir
T o.p \u003d (T o + T in,) (va shunga o'xshash / 100),
bu erda - dam olish va jismoniy ehtiyojlar uchun vaqt (%) me'yoriy jadvallar (46) bo'yicha tanlangan operatsion vaqtga.
Seriyali va birlik ishlab chiqarishda dona hisoblash vaqti vaqtning texnik normasi sifatida qabul qilinadi, hisoblash formulasi qaysi shaklga ega
T sh.k \u003d T w + (T pz / n d),
Bu erda T p.z - ma'lum qismlar partiyasini qayta ishlash uchun mashinani tayyorlash va sozlash, zarur texnologik asbob-uskunalar, hujjatlarni olish, shuningdek, qayta ishlangan qismlarni, hujjatlar va jihozlarni etkazib berishga sarflangan tayyorgarlik va yakuniy vaqt; n d - partiyadagi ish qismlari soni.
45-jadval
Tuzatish omillarining o'rtacha qiymati
Misol. Dag'al tishli kesish operatsiyasi uchun parcha vaqti tezligini aniqlang. Dastlabki ma'lumotlar:
Tafsilot - spiral silindrsimon g'ildirak. Qismning materiali po'latdir 45 GOST 1050-74, s in = 600 N / m. Bir qismning og'irligi 6 kg. Uskunalar - tishli kesish mashinasi 5E32. Qurilma - mandrel. Sovutish - moy. Tish moduli m = 4 mm. Tishli g'ildirakning tishlari soni z \u003d 40. Halqa tishli B ning kengligi \u003d 40 mm, b d \u003d 30 °.
1. To'rtta ish qismini o'rnating, mahkamlang, bo'shating va olib tashlang.
2. Tegirmon tishlari m = 4 mm, z = 40.
Yechim.
biri). Biz GOST 9224-74 ga muvofiq tashqi diametri D d \u003d 100 mm, moduli m \u003d 4 mm bo'lgan qurt modulli to'sarni tanlaymiz. Ikki ipli chuvalchang kesgich, aniqlik klassi C. Kesuvchi g'altakning ko'tarilish yo'nalishi va kesilgan g'ildirakning tishi bir xil nomga ega. Chuvalchang to'sarning kesish qismining materiali R18 GOST 19256-73 po'latdan yasalgan. Asbobning ishlash muddati T st = 480 min.
2). Tishli tishlar bitta ishchi zarbada kesiladi. Kesish chuqurligi t p = 9 mm.
46-jadval
Davomi 46
47-jadval
3). Ikki tomonlama qurtlarni kesish uchun yemni standart jadvallarga muvofiq tanlaymiz: s tabl = 1,2 - 1,4 mm / rev. Biz 45 GOST 1050-88 (K m \u003d 0,9) po'lat materialning qattiqligi uchun tuzatish koeffitsientini va tishlar va rulonlarning egilish burchagini (K \u003d 0,8) hisobga olgan holda besleme tezligini tuzatamiz:
s calc \u003d s table K m K in \u003d 1,4 ∙ 0,9 ∙ 0,8 \u003d 1,008 mm / rev
Biz mashinaning pasportiga muvofiq qabul qilamiz: s st \u003d 1 mm / rev.
to'rtta). Biz kesish tezligini jadval standartlariga muvofiq tanlaymiz:
V stol = 0,7 m / s (42 m / min).
Biz po'lat 45, HB 170 ... 207: K mv \u003d 0,8 va K b \u003d 0,9 uchun tuzatish omillarini hisobga olgan holda kesish tezligini tuzatamiz.
Hisoblangan kesish tezligini quyidagi formula bo'yicha aniqlaymiz:
V calc \u003d s jadvali K m v K ŋ \u003d 0,7 0,8 0,9 \u003d 0,5 m/s (30 m/daq)
5). Chuvalchang to'sarning tezligini aniqlang:
n fr.calc =  95,51 aylanish tezligi
95,51 aylanish tezligi
Mashinaning pasportiga muvofiq to'sarning aylanish chastotasini o'rnating:
n st \u003d 100 aylanish / min.
6). Haqiqiy kesish tezligi quyidagi formula bilan aniqlanadi:
V d \u003d p × D n × n st / (1000 × 60) \u003d 3,14 × 100 × 100 / (1000 × 60) \u003d 0,62 m / s.
7). Ishlov berish jarayonida asbobning ish zarbasining uzunligi formula bilan aniqlanadi:
L r.x \u003d (L pa mid + l 1 + l 2 + l 3) ∙ z 3 \u003d (160 + 2 + 37,2 + 2) ∙ 40 \u003d 8048 mm.
L calc = 40 mm (qismning chizilganiga ko'ra qabul qiling); l 1 = 2 mm; l 3 \u003d 2 mm.
Besleme l 2 qiymati quyidagi formula bilan aniqlanadi:
L 2 \u003d (1,1¸1,3) ∙ ![]()
![]() 37,2 mm
37,2 mm
Bu erda h - tish bo'shlig'ining chuqurligi mm, h= t.(h = 2,25m =2,25 × 4=9 mm.)
To'rt vitesni bir vaqtning o'zida qayta ishlash bilan bog'liq holda, L hisobini 4 barobarga oshirish kerak (L calc = 40 × 4 = 160 mm).
sakkiz). To'rt vites tishlarini qayta ishlashning asosiy (texnologik) vaqti quyidagi formula bo'yicha aniqlanadi:
T o = 
Bitta kesilgan vites uchun asosiy vaqt:
T o \u003d 40,24 / 4 \u003d 10,06 min.
9). T in operatsiyasi uchun yordamchi vaqt standart jadvallar bilan belgilanadi. Massasi 5 kg gacha bo'lgan mandrelga qismni o'rnatish uchun yordamchi vaqt: T to'plami = 0,7 min. T ext qismini mandrelga har bir keyingi o'rnatish uchun qo'shimcha yordamchi vaqt: T ext = 0,26 min.
T \u003d 0,7 + 0,26 \u003d 0,96 min.
Nazorat o'lchovlari uchun vaqt yordamchi vaqt normasiga kiritilmagan, chunki u asosiy vaqtga to'g'ri keladi.
o'n). Tishli kesish uchun ish joyiga xizmat ko'rsatish vaqti asosiy vaqtning foizi sifatida belgilanadi, bunda a t o \u003d 3%:
T shunday = T o a t.o. /100 = 10,06 × 3/100 = 0,3 min.
o'n bir). Dam olish vaqti va ishchining tabiiy ehtiyojlari ish vaqtidan (%) aniqlanadi, bunda sobiq \u003d 4%:
T exc =  = 0,44 min.
= 0,44 min.
12. Bir qismni ishlab chiqarish vaqti:
T dona \u003d T o + T in + T t.o + T exc \u003d 10,06 + 0,96 + 0,3 + 0,44 \u003d 11,76 min.
Ommaviy ishlab chiqarish uchun etkazib berish muddati aniqlanmagan.
12.Variantlarni texnik va iqtisodiy taqqoslash
transkript
1 Rossiya Federatsiyasi Ta'lim va fan vazirligi Saratov davlat texnika universiteti MEXANKA ISHLATISHNI TEXNIK reglamenti uchun ko'rsatmalar laboratoriya ishi"Mashinasozlik texnologiyasi asoslari" fanidan Mashinasozlik texnologiyasi mutaxassisligi bo'yicha kunduzgi, kechki va masofaviy ta'lim talabalari uchun Saratov davlat texnika universitetining tahririyat va nashriyot kengashi tomonidan tasdiqlangan 2012 yil Saratov
2 Ishning maqsadi - ommaviy ishlab chiqarish sharoitlari uchun universal stanokda qismlarga ishlov berish uchun vaqt normasini aniqlash. 2 ASOSIY TUSHUNCHALAR Vaqtning texnik normasi deganda muayyan ishni bajarish uchun belgilangan vaqt normasi tushunilishi kerak / daqiqalarda / aniq tashkiliy-texnik shartlar uchun. Birlik va ommaviy ishlab chiqarish sharoitida vaqt normasi parcha vaqti bilan belgilanadi: T T T T T T. bu erda T dona T m T vsp T obs T otd, (3) T m asosiy vaqt, min; T yordamchi yordamchi vaqt, min; T obs ish joyiga texnik xizmat ko'rsatish vaqti, min; T otd dam olish va ishdagi tanaffus vaqti, min; T pz tayyorgarlik va yakuniy vaqt, min; n - lotdagi qismlar soni. Asosiy (mashina) vaqt - bu chiplarni olib tashlash va ishlov beriladigan qism yoki yarim tayyor mahsulot yuzasining shakli, o'lchami va sifatini o'zgartirish vaqti. Bu jarayon, qoida tariqasida, ishchining bevosita ishtirokisiz faqat mashina tomonidan amalga oshiriladi. Tokarlik dastgohi uchun dastgoh (asosiy) vaqt quyidagi formula bilan aniqlanadi: l1 l2 l l1 l2 l T m i i, (4) n S S min bu yerda l – ishlov beriladigan buyum sirtining uzunligi, mm; l 1 kesish uzunligi, mm; l 2 to'sarning ortiqcha uzunligi, mm; n milning aylanish tezligi, rpm; S aylanish tezligi, mm/min; S min daqiqali uzatish, mm/min; I o'tishlar soni (odatda i = 1-5) / Boshqa ishlov berish turlari uchun hisoblash formulalari mos yozuvlar adabiyotida keltirilgan. org texnologiya bo'limi
3 Yordamchi vaqt asosiy ishning bajarilishini ta'minlaydigan harakatlarga sarflanadi va quyidagilarni o'z ichiga oladi: qismni o'rnatish, mahkamlash va olib tashlash, mashinani boshqarish uchun vaqt: ishga tushirish va to'xtatish, mil tezligini va uzatishni o'zgartirish va hokazo. kesish asbobining dastlabki holatiga yaqinlashishi va orqaga tortilishi, ishlov beriladigan sirtning aniqligi va pürüzlülüğü parametrlarini nazorat o'lchovlari uchun vaqt. Ommaviy va keng ko'lamli ishlab chiqarish sharoitida yordamchi vaqt usullar bilan belgilanadi. Masalan, milning aylanishini yoqing, qismni o'rnating, qismni mahkamlang va hokazo. Ommaviy ishlab chiqarish sharoitida yordamchi vaqt 3 ta standart kompleks bilan belgilanadi: qismni o'rnatish va olib tashlash vaqti; o'tish bilan bog'liq vaqt (asbobni olib keling, beslemeni yoqing, mashinani o'chiring va hokazo); nazorat o'lchovlari uchun vaqt. Yordamchi vaqt standartlar yordamida yoki vaqtni hisobga olgan holda aniqlanadi. Ish joyiga texnik xizmat ko'rsatish vaqti pudratchi tomonidan texnologik jihozlarni ish holatida saqlash va ularga va ish joyiga g'amxo'rlik qilishga sarflanadi. Ommaviy ishlab chiqarish, mashina va avtomatlashtirilgan operatsiyalar sharoitida ish joyiga texnik xizmat ko'rsatish vaqti texnik xizmat ko'rsatish vaqtiga va tashkiliy xizmat ko'rsatish vaqtiga bo'linadi. Texnik xizmat ko'rsatish vaqti - bu aniq ish davomida ish joyini (uskunalar) parvarish qilish uchun sarflangan vaqt: to'mtoq asboblarni almashtirish, asboblarni sozlash va ish paytida jihozlarni sozlash, chiplarni tozalash va boshqalar. Ta'mirlash vaqti asosiy vaqtning % da belgilanadi: T o'sha % T mach. (5) Tashkiliy texnik xizmat ko'rsatish vaqti Ish smenasida ish joyini saqlash bo'yicha kelishuv vaqti: smena boshida va oxirida asboblarni yotqizish va tozalash vaqti, asbob-uskunalarni tekshirish va sinovdan o'tkazish vaqti, uni moylash va tozalash vaqti va boshqalar. Tashkiliy xizmat ko'rsatish vaqti operatsion vaqtning % da aniqlanadi: T %. (6) org T op Foizning raqamli qiymatlari ma'lumotnomada keltirilgan yoki ish kunining fotosurati asosida aniqlanadi. Ishdagi dam olish va tanaffuslar vaqti jismoniy qiyin (og'irligi 10 kg dan ortiq) yoki monoton va zerikarli ishlarni bajarish vaqt normasiga kiritiladi. Bundan tashqari, vaqtning bu tuzilishi insonning jismoniy ehtiyojlari uchun vaqtni o'z ichiga oladi. Bu vaqt 3 da aniqlanadi
agar ($this->show_pages_images && $page_num doc["images_tugun_id"]) (davom etish; ) // $snip = Library::get_smart_snippet($text, DocShare_Docs::CHARS_LIMIT_PAGE_IMAGE_TITLE); $snips = Library::get_text_chunks($text, 4); ?>Ma'lumotnoma bo'yicha yoki ish kunining fotosurati asosida ish vaqtining 4 foizi. T otd % T op. (7) Tayyorgarlik-yakuniy vaqt - bajaruvchini va texnologik asbob-uskuna vositalarini texnologik operatsiyani bajarishga tayyorlash va ikkinchisini smena tugagandan keyin tartibga solish uchun sarflangan vaqt oralig'i. Bu vaqt ish kunining fotosurati asosida tuzilgan standartlarga muvofiq belgilanadi va qismlar partiyasi uchun belgilanadi. U quyidagilarni o'z ichiga oladi: materiallar, asboblar, moslamalar, texnologik hujjatlar va ish buyurtmalarini olish; chizma, texnologik hujjatlar bilan tanishish; asboblarni, moslamalarni o'rnatish, jihozlarni tegishli ish rejimiga moslashtirish; ish tugagandan so'ng armatura va asboblarni olib tashlash; tayyor mahsulotlar, materiallar qoldiqlari, armatura, asboblar, texnologik hujjatlar va buyurtmalarni etkazib berish. Operatsion vaqt normasi T op - asosiy va bir-biriga mos kelmaydigan yordamchi vaqt normalari yig'indisidan tashkil topgan texnologik operatsiyani bajarish uchun vaqt normasi, ya'ni. T T T. (8) 4 op mash ISH VAQTI XAVROTI Xronometraj - mehnat operatsiyalarining takrorlanuvchi qo‘lda va mashina-qo‘lda elementlarini bajarish uchun ish vaqti xarajatlarini ularning davomiyligini o‘lchash yo‘li bilan o‘rganish va ularni amalga oshirish shartlarini keyinchalik tahlil qilish usuli. . Mexanik ishlov berishda vaqtni belgilashning maqsadi - yordamchi vaqt, texnik xizmat ko'rsatish vaqti, tayyorgarlik va yakuniy vaqt, dam olish vaqti va ishdagi tanaffuslar uchun me'yorlarning normal davomiyligini belgilash. Xronometraj quyidagi bosqichlardan iborat: 1. Xronometrajga tayyorgarlik. 2. Kuzatishlar olib borish. 3. Kuzatish materiallarini qayta ishlash va tahlil qilish. 4. Eng oqilona elementlarni tanlash va mehnat elementlarining normal davomiyligini hisoblash. Vaqtni belgilashga tayyorgarlik quyidagilarni o'z ichiga oladi: o'rganilayotgan operatsiya yoki strukturaviy komponentni texnikalar yoki texnikalar majmuasiga ajratish (mashinani yoqish, qismni o'rnatish va olib tashlash va h.k.); vsp
5 nuqtalar yordamida har bir nayrang yoki nayranglar to'plamining boshi va oxirini belgilash; ishlab chiqarish turiga va operatsiyaning umumiy davomiyligiga qarab, adj ga muvofiq belgilanadi. 1 xronometrik kuzatishni o'tkazishda kerakli o'lchovlar soni /vaqt seriyasining qiymati/. Kuzatishlar Vaqtni belgilash odatda smenaning o'rta soatlarida, ishchi ish ritmiga kirganida, kunlik ishlab chiqarish tafsilotlarining uchdan bir qismini qayta ishlagandan so'ng amalga oshiriladi. O'lchov ikki yo'l bilan amalga oshirilishi mumkin: alohida elementlarni yoki strukturaviy komponentlarni alohida (tanlab) bir necha marta almashtirish orqali; ish jarayonining barcha o'rganilgan elementlarining umumiy o'lchovlari. O'lchov sekundomer yordamida amalga oshiriladi. Sekundomer belgilangan nuqtalarda ishga tushiriladi va to'xtatiladi. Kuzatish materiallarini qayta ishlash va tahlil qilish. Har bir vaqt seriyasi ortiqcha yoki kam baholangan qiymatlarda farq qiluvchi nuqsonli o'lchovlarni aniqlash uchun tahlil qilinadi. Buzuq o'lchovlar bartaraf etilgandan so'ng, qolgan vaqt seriyalari vaqt seriyasining haqiqiy barqarorlik omili uchun tekshiriladi. To f T max /T min, (9) bu erda T max elementning davomiyligining maksimal qiymati; T min - minimal davomiylik qiymati. Olingan K f qiymati uning normal qiymati bilan taqqoslanadi (2-ilova). Agar Kf ning hisoblangan qiymati standart qiymatdan oshsa, o'lchovlarni takrorlash kerak. ISH KUNI FOTOSURATSI Ish vaqtining suratga olish butun ish smenasida uning barcha xarajatlarini doimiy ravishda kuzatish va o‘lchash yo‘li bilan mehnat jarayonini o‘rganish usullaridan biridir. Hosildorlikni oshirish zahiralarini aniqlash maqsadida ishlab chiqariladi. Fotosurat quyidagicha bo'lishi mumkin: individual; guruh; o'z-o'zini suratga olish. Ish vaqtining individual fotosurati individual ijrochini kuzatish uchun ishlatiladi. Kuzatish ro'yxatida kuzatish boshlangan paytdan e'tiboran xarajatlarning mazmuni, ular tugash vaqti 5 qayd etiladi.
6 va har qanday sababga ko'ra uzilib qolgan ma'lum vaqt oralig'ida ishlab chiqarilgan mahsulotlar / operatsiyalar / soni. Barcha xarajatlar ish vaqti xarajatlarining qabul qilingan tasnifiga muvofiq tabaqalanishi kerak. Kuzatish natijalarini qayta ishlash ish vaqtining har bir sarfi uchun davomiyligini aniqlash, xarajatlarni indeksatsiya qilish (ularni tegishli toifaga kiritish), haqiqiy va prognoz balansini tuzish va ish vaqtidan foydalanish xususiyatlarini aniqlashni o'z ichiga oladi. Kuzatishlar va ish kunining fotosuratlarini qayta ishlash ma'lumotlari barcha korxonalar uchun xos bo'lgan maxsus shakllarda keltirilgan. Ish vaqtining individual fotosuratini qayta ishlash ish vaqtining yo'qotilishini bartaraf etish bo'yicha tashkiliy-texnik tadbirlarni ishlab chiqish bilan yakunlanadi. Bir guruh ishchilar uchun monitoring bir vaqtning o'zida amalga oshirilganda guruh fotosurati. O'z-o'zini suratga olish, agar xodim asosiy ishdan chalg'imasdan, maxsus o'z-o'zini suratga olish kartasida ishlamay qolishining boshlanishi, tugashi va sababini belgilaydi. Muayyan dastlabki tayyorgarlik bilan ushbu usul deyarli barcha ish joylarini kuzatish bilan qamrab olish va qisqa vaqt ichida har bir ish joyida ish vaqtining asosiy yo'qotishlari haqida ma'lumot olish imkonini beradi. 6 ISHNI BAJARISH TARTIBI 1. 2 yoki 3 ta o’tishdan iborat bo’lgan jadval bo’yicha berilgan variant bo’yicha berilgan eskiz bo’yicha stanokda detalga ishlov berish (jadval): oxirgi yuzini L 1 o’lchamiga kesib oling; D uzunligini L ga aylantiring; d uzunligi l gacha bo'lgan burg'ulash. Qismga ishlov berish variantlari p/n D D 1 L L 1 d l Partiya o'lchami To'sarning asbob materiali turiga va ishlov beriladigan qismning materialiga qarab, mos yozuvlar adabiyotiga muvofiq kesish shartlarini tanlang.
7 3. Har bir texnologik o'tish uchun kesish asboblarining harakat uzunligini (cho'kish va oshib ketishni hisobga olgan holda) hisoblang. 4. Qismni qayta ishlash uchun asosiy (mashina) vaqtini aniqlang. 5. Operatsiya uchun yordamchi vaqtning vaqtini bajaring, buning uchun: yordamchi vaqtni qabullarga bo'lish; texnikani standart komplekslarga birlashtirish, har bir kompleksning boshi va oxirini belgilash; odatdagi kompleksda dastlabki va yakuniy qabul qilish bo'yicha, dastlabki (NFZH) va yakuniy (CFT) mahkamlash nuqtalarini aniqlang, lekin ishchining birorta ham harakati o'tkazib yuborilmasligi uchun, ya'ni. bir kompleksning yakuniy mahkamlash nuqtasi keyingisining boshlang'ich nuqtasi edi, masalan, CFT 2 = NFT 1. adj tomonidan aniqlang. 2 ta talab qilinadigan kuzatuvlar soni; kuzatishlar o'tkazish; kuzatish varaqasini to'ldirish (4-ilova); olingan ma'lumotlarni qayta ishlash; (9) formula bo'yicha vaqt qatorining barqarorlik koeffitsientini aniqlang va uni adj bo'yicha normal bilan solishtiring. 2; agar kerak bo'lsa, o'lchovlarni takrorlang. 6. Standartizatorning seriyali ishlab chiqarish shartlari bo'yicha ma'lumotnomasiga ko'ra, vaqt normasining tarkibiy qismlarini aniqlang: T obl, T otd, T pz. 7. Butun operatsiyaga T dona vaqt normasini hisoblang. 8. Bir qismni qayta ishlashning ish vaqtini suratga oling. 9. Hisoblangan ma'lumotlarni solishtiring T dona ish jarayonining fotosurati bilan belgilangan vaqtga. 10. Ish yuzasidan hisobot tayyorlang. ISH HISOBI 1. Qisqacha nazariy qism. 2. Har bir texnologik o'tish uchun kesish shartlari jadvali bilan qismlarga ishlov berishning eskizi (3-ilova). 3. Yordamchi vaqt texnikasi ro'yxati va ularni NFT va CFT fiksaj nuqtalari bilan tipik komplekslarga birlashtirish. 4. Vaqt me'yorlari hisob-kitoblari va to'ldirilgan kuzatish varag'i. O'Z-O'ZI TEKSHIRISH SAVOLLARI 1. Tuzilishi texnik norma vaqt. Strukturaviy komponentlarni tayinlash. 2. Strukturaviy komponentlarni aniqlash usullari. 3. Vaqtni belgilash metodologiyasi. 7
8 4. Ish vaqtini suratga olish, uning maqsadi va vazifalari. Suratga olish usullari. 5. Turli ishlab chiqarish turlarida operatsiyalarni texnik jihatdan tartibga solish xususiyatlari. FOYDALANILGAN MANBALAR RO‘YXATI 1. Metalllarni kesish yo‘li bilan qayta ishlash: texnolog qo‘llanmasi / ed. A.A. Panov. M .: Mashinostroenie, p. 2. Baholovchining qo'llanmasi / tahrir. A.V. Oxulov. L .: Mashinostroenie, p. 3. Malumot texnolog-mashina quruvchi / Ed. A.G. Kosilova va R.K. Meshcheryakova. M .: Mashinostroenie, p. 4. Metall ishchining qo'llanmasi. T.4. / Ed. M.P. Novikov va P.N. Orlov. M .: Mashinostroenie, p. 5. Umumiy muhandislik vaqt standartlari. Ommaviy ishlab chiqarish. M .: Mashinostroenie, p. sakkiz
9 1-ilova Xronometraj vaqtidagi kuzatuvlar soni Davomiyligi bilan o'lchovlar soni Davomiylik Ish turi min. 0 ga qadar operatsiyalar, Massa 0,1-0, /oqim/ 0 dan, Katta masshtabli 0,1 gacha 0,1-0,3 0,3 vaqt qatori barqarorligi min. машинные работы ручные работы Массовое /поточное/ Крупносерийное до 0,1 0,1-0,3 свыше 0,3 до 0,1 0,1-0,3 1,5 1,3 1,2 1,8 1,5 2,0 1,7 1,5 свыше 0,3 1,3 Серийное - 1,7 2,5 Мелкосерийное - 2,0 3,0 Примечания: 1. К машинным работам относятся операции, выполняемые на металлорежущих станках, прессах, молотах va hokazo. 2. Avtomatik oziqlantiruvchi metall kesish dastgohlarida bajariladigan asosiy vaqtning elementlari uchun barqarorlik koeffitsienti barcha turdagi ishlab chiqarish uchun 1,1 dan oshmasligi kerak. o'tishlar Kesish shartlari va burilish ishlari uchun vaqt chegaralari O'tishning nomi D, mm L, mm t, mm S, mm/rev V, m/min 2,5 2,0 1,7 3-ilova n, rpm T m, min Eslatma: D - ishlov berish diametri ; L ishlov berish uzunligi; t kesish chuqurligi; Har bir inqilobda S oziqlantirish; n mil tezligi; V kesish tezligi; T m mashina vaqti. 9
10 4-ilova Kuzatish varaqasi Qabul majmualarining nomi Kuzatishlarni o'rnatish punktlari 1 2. n Kuzatish vaqti Umumiy davomiylik O'rtacha davomiylik Normlarning barqarorlik koeffitsienti. haqiqat. Yordamchi kompleks uchun vaqt normasi 10
11 MAXALA ISHLATISHNI TEXNIK reglamentlash Laboratoriya ishlarini bajarish bo'yicha ko'rsatmalar Tuzuvchi: NASAD Tatyana Gennadievna KOZLOV Gennadiy Aleksandrovich Taqrizchi: I.A. Maslyakova Muharrir K.A. Kulagina Kompyuter sxemasi Yu.L. Jupilova Chop etish uchun imzolangan Format /16 Qog'oz. ofset. Konv. pech l. 0,69 (0,75) l. 0,6 tiraj 100 nusxa. Buyurtma 193 bepul Saratov davlat texnika universiteti, Saratov, Politexnicheskaya ko'chasi, 77 SSTU nashriyoti tomonidan chop etilgan, Saratov, st. Politexnika, 77 tel,
12 12
MEHNNI TARZIMLASH. TIMELINE Elena Alekseeva, Moskva davlat texnika universiteti dotsenti. N.E. Bauman Nadejda Ivanova, iqtisod fanlari nomzodi, Moskva davlat texnika universiteti dotsenti. N.E. Bauman Bajarilgan ish uchun sarflangan vaqtni belgilash mehnat normasi
MAVZU: ISH VAQTI NARXLARINI O'RGANISH USULLARI Ish vaqti xarajatlarini o'rganish usullari Tadqiqot vazifalari. mehnat jarayonlari: elementar operatsiyalarni bajarish uchun sarflangan haqiqiy vaqtni aniqlash (mehnat
UDC 2151 Ish vaqtining narxini o'rganish usullari D. I. Dolgov (PhD, M. E. Evseviev nomidagi MordGPI, Saransk, Ta'limni boshqarish va iqtisodiyot kafedrasi dotsenti), 89053783787, E-mail: [elektron pochta himoyalangan]
Rossiya Federatsiyasi TA'LIM VA FAN VAZIRLARI FEDERAL TA'LIM AGENTLIGI "Orenburg davlat oliy kasbiy ta'lim davlat ta'lim muassasasi"
Ural temir yo'l transporti federal agentligi Davlat universiteti aloqa vositalari “Transport iqtisodiyoti” kafedrasi T. S. Kichik ishlab chiqarishni tashkil etish va rejalashtirish uslubiy
106 KODKER A. N. Dubonosova, PEO MEHNATNI TARTIB QO'YISh bo'limi boshlig'ining o'rinbosari: ASOSIY ISHLAB CHIQARISH ISHLAB CHIQARISH ISHLAB CHIQARISH ISHLAB CHIQARISH VAQTINI TARTIB BERISH Asosiy mavzular Mehnat normasi, uning asosiy vazifalari Ishchi tarkibi.
O'RTA TA'LIM TA'LIMI Kovalchuk L.P. 151001 MUXISLIGI TALABALARI UCHUN “TEXNIK reglament” FANIDAN AMALIY ISHLARNI BAJARISH BUCHUN USLUBIY YORDAM Taqrizchilar: Direktor
Buxgalteriya hisobining tarkibiy bo'linmasi shtatlarining taxminiy hisob-kitobi I. Umumiy qism 1. Standartlar quyidagilar asosida ishlab chiqiladi: ko'rsatmalar shtatda mehnatni taqsimlash tizimini rivojlantirish bo'yicha
M I N I S T E R S T O D U R A O V A N I A I A N A U K I R O S I O Y FEDERAL DAVLAT AVTONOM OLIY TA'LIM MASSASASI "Milliy.
UDC 658.58; 658.523 N.S. Maslyakov, fan nomzodi, ilmiy rahbar: M. S. Ostrovskiy, texnika fanlari doktori, Moskva davlat konchilik universiteti professori Elektron pochta: [elektron pochta himoyalangan] Universal mashinalarning afzalliklari,
Hujjat ConsultantPlus tomonidan taqdim etilgan "Sanoatda ratsion va ish haqi", 2011 yil, N 5 MUHIZANLIK KORXONALARIDA MEHNATNI TARTIB BOShQARISH TAJRIBASI Zamonaviy nazariya va ilg'or.
Mundarija KIRISH ... 4 1 ISH JOYIDA ISHNI TASHKIL ETISHI ... 5 1.1 Ish joyi va mehnat sharoitlarining umumiy tavsifi ... 5 1.2 Ishlab chiqarish ob'ektining qisqacha tavsifi va texnologik xususiyatlarining tavsifi.
SPRUT-TP tizimi texnologik jarayonlarni ishlab chiqishni texnik loyihalash va avtomatlashtirish, shu jumladan texnik hujjatlarni shakllantirish jarayonini axborot bilan ta'minlash uchun mo'ljallangan:
Rossiya Federatsiyasi TA'LIM VA FAN VAZIRLIGI Federal davlat byudjeti oliy kasbiy ta'lim muassasasi "Milliy tadqiqot TOMSK POLİTEXNIK.
“MUHANJANSIYA TEXNOLOGIYASI” fanidan KIRISH TESTLAR DASTURI Kirish Fanning maqsadi, vazifalari, predmeti, uning roli va boshqa fanlar bilan aloqasi. Ta'lim tizimida intizomning ahamiyati
«Ijtimoiy bozor iqtisodiyoti» tushunchasi quyidagi qoidalarni o'z ichiga oladi: 1) boshqaruvning barcha sohalarida davlat tomonidan tartibga solish; 2) har bir xodimning ish natijalari uchun javobgarligi
ROSSIYA FEDERATSIYASI TA'LIM VA FAN VAZIRLIGI Akademik S.P. MAROLIKA
Rossiya Federatsiyasi Ta'lim va fan vazirligi Saratov Davlat Texnika Universiteti SAPR T-FLEX SAPR 10 2D RAIL QURILISH VA tahrirlash
ROSSIYA FEDERATSIYASI TA'LIM VA FAN VAZIRLIGI Sankt-Peterburg MILLIY TADQIQOT AXBOROT TEXNOLOGIYALARI, MEXANIKA VA OPTIKA UNIVERSITETI Sovuq va biotexnologiyalar instituti L.V. Minchenko
5-mavzu. BLANKLARNI KO'P ASOLLI QAYTA QILISH Maqsad - turretli stanokda ko'p dastgohli ishlov berishning texnologik imkoniyatlari, dastgohning asosiy qismlari va ularning maqsadini o'rganish; sotib olish
ROSSIYA FEDERASİYASI TA'LIM VA FAN VAZIRLIGI "ULYANOVSK DAVLAT TEXNIK UNIVERSITETI" Oliy kasbiy ta'lim federal byudjetli davlat ta'lim muassasasi.
Ta'lim bo'yicha federal agentlik oliy kasbiy ta'lim davlat ta'lim muassasasi Ivanovo davlat kimyo va texnologiya universiteti PRAKIKUM fanlar bo'yicha
[ E[M]IQTISODIYoT ] degani: Vaqt, pul va joyni tejang! MAXXMILL 500 5 o'qli vertikal frezalash ishlov berish markazi MAXXMILL 500 MAXXMILL 500 - vertikal frezalash
1-variant "Korxonada ratsion va ish haqi" Kirish 1. Nazariy qism 1. Mehnat standartlari, ularni belgilash, o'rganish, tahlil qilish usullari 1.1. Mehnatni stavkalash va uning turlari 1.2. Ish vaqti universal
STANDARTLARNI ISHLAB CHIQARISH METODIKASI Testning maqsadi: talabalarga yong'inga qarshi mashq tayyorlashda mashqlarni standartlashtirish metodikasini o'rgatish. Maqsadga erishish uchun talaba bajarishi kerak va
OLIY TA’LIM DAVLAT TA’LIM MASSASI “Akademik S. P. KOROLEV nomidagi SAMARA DAVLAT Aerokosmik universiteti” TEXNOLOGIK JARAYONLARNI LOYIHALASH.
BELARUSIYA RESPUBLIKASI Qishloq xoʻjaligi va oziq-ovqat vazirligi TA'LIM, FAN VA KADROLAR BOSHQARMASI "BELARUSIYA DAVLAT QISLOQ XO'JALIK AKADEMİYASI" TA'LIM MASSASASİ Kafedrasi
B A C A L A V R I A T V.P. Pashuto Korxonada mehnatni tashkil etish, tartibga solish va mehnatga haq to'lash o'quv va amaliy qo'llanma KnorS Moskva 2017 UDC 331(075.8) LBC 65.24ya73 P22 Taqrizchilar: V.I. Demidov, bosh
1. Vintli kesish stanogi 16K20. milning aylanishi. Qo'rg'oshin vintini ishlatganda mashinaning blok sxemasini chizing. 2. Dizaynni biriktirilgan chizmaga nisbatan ko'rib chiqing. 3. Shakllantirish usullari qanday
UDC 62191302: 6219025 TISLI BO'LMAYOTGAN CHURT KESKICILAR BILAN TISLI TEZLASHDA RATTONAL KESISH SHARTLARINI ANIQLASH VA Xomenko, PO Cherdantsev, AO Cherdantsev Ratsionallikni aniqlash texnikasi.
Rossiya Davlat kutubxonasi Kutubxonadagi ishlarning reytingi Uslubiy tavsiyalar Moskva "Pashkov Dom" 2013 "-7T 1osUDarstpb" ntgg77 ~ u;.1,;ac ~ Krasnoyarsk o'lkasining """ ilmiy kutubxonasi M ^ 1US [_
2 PALLET GORIZONTAL ISHLAB CHIQISH MARKAZI H3 TEXNIK XUSUSIYATLAR TEXNIK XUSUSIYATLAR Uskunalar X o'qi yo'nalishi, mm 460 Y o'qi, mm 350 Z o'qi, mm
ROSSIYA FEDERATSIYASI TA'LIM VA FAN VAZIRLIGI FGBOU VPO URAL DAVLAT O'rmon muhandisligi universiteti Mashina asboblari va asboblari kafedrasi I.T. Glebov SANOATNING Uskunalari Qalinlash mashinasining to'g'riligini tekshirish
SVERDLOVSK VILOYATI UMUMIY VA KASB-HABAR TA'LIMI VAZIRLIGI.
2013 MSTU GA 190 ILMIY BULLETENI STEPANENKO Iqtisodiyot fanlari doktori, professor Artamonov taqdim etgan maqola
Nazorat ishini topshirish Variantlar bo'yicha quyidagi vazifalarni hal qilish kerak: 1. Agar mahsulot birligiga to'g'ri keladigan mehnat zichligini aniqlang, agar ishlab chiqarish hajmi .. dona bo'lsa. Umumiy mehnat xarajatlari. pers.
MEHNAT TARTIBINI TASHKIL QILISh AMALIYASI 13 UDK 349.22 KORXONADA MEHNATNI TARTIB BERISH TIZIMINING AUDITI AL Jukov, iqtisod fanlari doktori. Fanlar, Mehnat va ijtimoiy munosabatlar akademiyasi professori, e-mail: [elektron pochta himoyalangan]
1. Fanning maqsad va vazifalari 1.1. Fanning maqsadi, vazifalari, uning bakalavr, mutaxassis tayyorlashdagi o'rni (Federal davlat ta'lim standartlari talablarini hisobga olgan holda) Fanni o'rganishdan maqsad talabalarni ilmiy asoslangan holda qabul qilishga o'rgatishdir.
A.A. Nosenko DASTURIY TA'MINOT ASBORALARINI (PS) TEXNIK-IQTISODIYoTINI ISHLAB CHIQISH BO'YICHA METODOLIK KO'RSATMALAR (V.A.Palitsinning "Bitiruv loyihalarini texnik-iqtisodiy asoslash" metodologiyasiga muvofiq bajarilgan",
Ochiq aksiyadorlik jamiyati "Yagona energetika tizimi FEDERAL GRID JAMIYATI" TASHKILOT STANDARTI OAJ FGC UES STO 56947007-29.240.128-2012 Ishlab chiqish va foydalanishga topshirish bo'yicha ko'rsatmalar
Dasturiy boshqaruvga ega dastgohlar operatori (SPU) “SPU operatori” nima qiladi? Dastur boshqaruvi bilan zamonaviy dastgohlarda ishlaydi - Kompyuterda qisman dastur tuzadi - Kiritadi
Vites qutisi kinematikasi: ko'rsatmalar. / Komp. Kondratyeva N.M., Kondratyuk A.A. Tomsk: Tomsk arxitektura va qurilish universiteti nashriyoti, 2004. - 21 p. Taqrizchi prof. V.D. Rudnev muharriri
ROSSIYA FEDERATSIYASI TA'LIM VA FAN VAZIRLIGI "LETI" Sankt-Peterburg davlat elektrotexnika universiteti
2012-2018 yillarda davlat (shahar) muassasalarida ish haqi tizimini bosqichma-bosqich takomillashtirish dasturi (Rossiya Federatsiyasi Hukumatining 2012 yil 26 noyabrdagi 2190-r qarori) 1-bosqichni takomillashtirish.
Foydalanuvchi qo'llanmasi 1 1 5 2 1-sozlash jarayonining 1-rasmi; 2-fotosuratdagi harakatni tushuntiruvchi matn; 3-bu harakatni bajarish uchun ajratilgan vaqt; 4-sozlash boshlanishidan boshlab umumiy sozlash vaqti
ROSSIYA XALQLAR DO'STLIGI UNIVERSITETI MUHENDISLIK FAKULTETI
5 eksa vertikal ishlov berish markazlari FU-650 FU-800 1990 yildan beri sizga xizmat qiladi
FEDERAL DAVLAT BUDJETTIY OLIY TA'LIM MASSASI "UDMURT DAVLAT UNIVERSITETI" Fuqaro muhofazasi instituti Umumiy muhandislik fanlari kafedrasi
Chuqur ajratishda yuqori ishonchlilik Chuqur ajratish uchun ustuvor talablar keng sanoat integratsiyasiga ega yangi kontseptsiyani ishlab chiqishning dastlabki bosqichida aniqlangan: jarayonning ishonchliligi
TA’LIM FANLARINING ISHCHI DASTURLARI XULOSASI O‘quv kurslari, fanlari, fanlari (modullari), amaliyotlari annotatsiyasi “Yo‘nalishga kirish” fanining izohi Fanning umumiy mehnat zichligi 2 kredit.
8.1 Logistika kompaniyasining hisob menejerlarining ish vaqti sarfini optimallashtirish 8.1 Vaqti-vaqti bilan logistika va transport sanoati korxonalari etkazib berish vaqtini ko'paytirish muammosiga duch kelishadi.
ROSSIYA DAVLAT TA'LIM VA FAN VAZIRLIGI OLIY TA'LIM "TYUMEN DAVLAT NEFT VA GAZ UNIVERSITETI" SANOAT TEXNOLOGIYALARI INSTITUTI.
ROSSIYA FEDERATSIYASI TA'LIM VA FAN VAZIRLIGI FEDERAL DAVLAT AVTONOM OLIY KASB-TA'LIM TA'LIM MASSASASI
Rossiya Federatsiyasi Ta'lim va fan vazirligi Siktyvkar o'rmon instituti (filiali) Federal davlat byudjeti oliy kasbiy ta'lim muassasasi "Sankt.
ROSSIYA FEDERATSIYASI FAN VA TA'LIM VAZIRLIGI Kostroma davlat texnologiya universiteti menejment instituti, iqtisodiyot va moliya bo'limi Iqtisodiyot va menejment VP Dudyashova, T.I.
YUQORI TEZLIKLI KO'P MAQSADLI İKTA USUNLAR KUCHLI KESISH Yuqori mustahkamlikdagi materiallar uchun ishlatiladi. Yuqori momentli mil bilan (Maksimal moment 900 ga yetishi mumkin
ROSSIYA FEDERATSIYASI TA'LIM VA FAN VAZIRLIGI Ta'lim bo'yicha Federal agentligi QO'RG'ON DAVLAT UNIVERSITETI Mashinasozlik texnologiyasi AVTOMATLANGAN ISHLAB CHIQARISH TEXNOLOGIYASI.
Rossiya Federatsiyasi Ta'lim va fan vazirligi federal davlat avtonom ta'lim muassasasi Oliy ma'lumot"TOMSK MILLIY TADQIQOT POLİTEXNIK UNIVERSITETI"
I.A. YANKINA PUL, KREDIT, BANKLAR. SEMINAR UMO tomonidan Moliya, buxgalteriya hisobi va jahon iqtisodiyoti bo‘yicha ta’lim bo‘yicha “Moliya va kredit” yo‘nalishi talabalari uchun darslik sifatida tavsiya etilgan.
UDC 621.753.1 S. N. Borisov, A. S. Evseeva, A. P. Tremasov
Vibratsiyali burg'ulash paytida kulrang quyma temir qismlarida teshiklarning aniqligini qiyosiy o'rganish (2-qism) № 11, 2014 yil noyabr AI Soloviev, Sh. I. Dzhafarova UDC: 621.952.2 Rossiya, MSTU im. N.E.
KONSTRUKSIYAT MATERIALLAR TEXNOLOGIYASI “Konstruksiyaviy materiallar texnologiyasi”, “Materialshunoslik” fanlari bo‘yicha uslubiy ko‘rsatmalar va nazorat vazifalari. Strukturaviy materiallar texnologiyasi” talabalar uchun
Federal Ta'lim agentligi Tomsk davlat arxitektura va qurilish universiteti ishlab chiqarish texnologiyasi va avtomobillarni ta'mirlash asoslari Mustaqil o'qish uchun ko'rsatmalar
Texnologik hujjatlarni ro'yxatdan o'tkazish 1. Texnologik hujjatlarning turlari va to'liqligi 1.1. TP tavsifining turlari Ishlab chiqilgan texnologik jarayonning mazmuni turli darajadagi tafsilotlar bilan qayd etiladi
UDC 621.9.048 UDC 621.9-1/-9 "Pluton" OAJ Yu. V. Polyakov, V. I. Larin "Pluton" OAJning ishlov berish ishlab chiqarishida ehtiyot qismlar va yig'malarni ishlab chiqarishning mehnat zichligini kamaytirishning asosiy yo'nalishlari.
PI 46 r Mahsulot haqida ma'lumot Aylanadigan dvigatel shpindel 0.5.052.0 seriyali.. 2008-03-13 Mundarija Xususiyatlar...4 Texnik ma'lumotlar... 10 Ishlov berish misollari... 12 Dizayn misollari...
CAD T FLEX CNC DA CNC MOSHINALARINI BOSHQARISH DASTURLARINI ISHLAB CHIQISH.
MOSKVA AVTOMOBIL VA YO'L DAVLAT TEXNIK UNIVERSITETI (MADI) Sinelnikov, A.Yu. Mexanik bloklar va silindrli liniyalarni ta'mirlash bo'yicha laboratoriya ishlari uchun KONOPLIN USLUBIY KO'RSATMALAR
Rossiya Federatsiyasi Ta'lim va fan vazirligi Federal davlat ta'lim byudjeti oliy kasbiy ta'lim muassasasi "Volgograd davlat texnika universiteti" fakulteti