Ish qismini qayta ishlash vaqtining texnik normasi ishlab chiqarilgan qismning narxini, ishlab chiqarish uskunalari sonini, ishchilarning ish haqini va ishlab chiqarishni rejalashtirishni hisoblashning asosiy parametrlaridan biridir.
Vaqtning texnik normasi texnologik jihozlar, kesish asboblari, stanoklar va ish joyini to'g'ri tashkil etishning texnik imkoniyatlaridan kelib chiqqan holda belgilanadi.
Vaqt me'yori texnologik jarayonning mukammalligini baholash va ish qismini qayta ishlashning eng ilg'or variantini tanlashning asosiy omillaridan biridir.
Katta va ommaviy ishlab chiqarishda bitta ish qismini qayta ishlash uchun umumiy vaqt (min).
T w \u003d T o + T in + T t.o + T o.p,
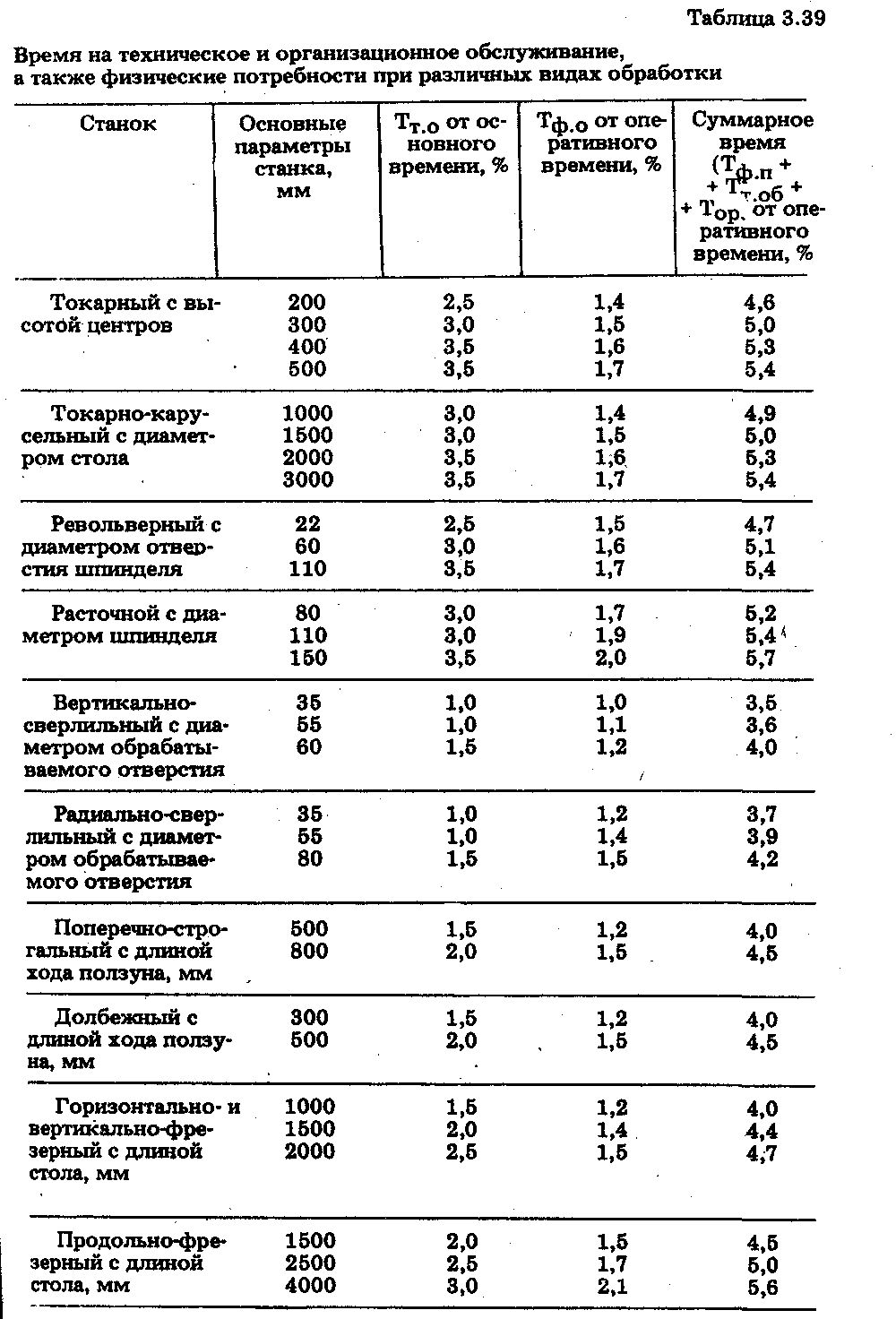
bu erda T haqida - texnologik (asosiy) vaqt, min; T in - yordamchi vaqt, min; T t.o - ish joyiga texnik xizmat ko'rsatish vaqti, min; T o.p - dam olish va tabiiy ehtiyojlar uchun vaqt, min (3.39-jadval).
Ko'p turdagi ishlov berish uchun texnologik vaqt
T o \u003d L p .x i / (n c t s st),
bu erda L p.x - kesish asbobining ishchi zarbasining taxminiy uzunligi, ya'ni. kesish asbobining besleme yo'nalishi bo'yicha o'tgan yo'li, mm; i - kesish asbobining ish zarbalari soni; n st - mashinaning pasportiga muvofiq qabul qilingan dastgoh milining tezligi, rpm; s st - mashinaning pasport ma'lumotlariga ko'ra besleme, mm / rev.
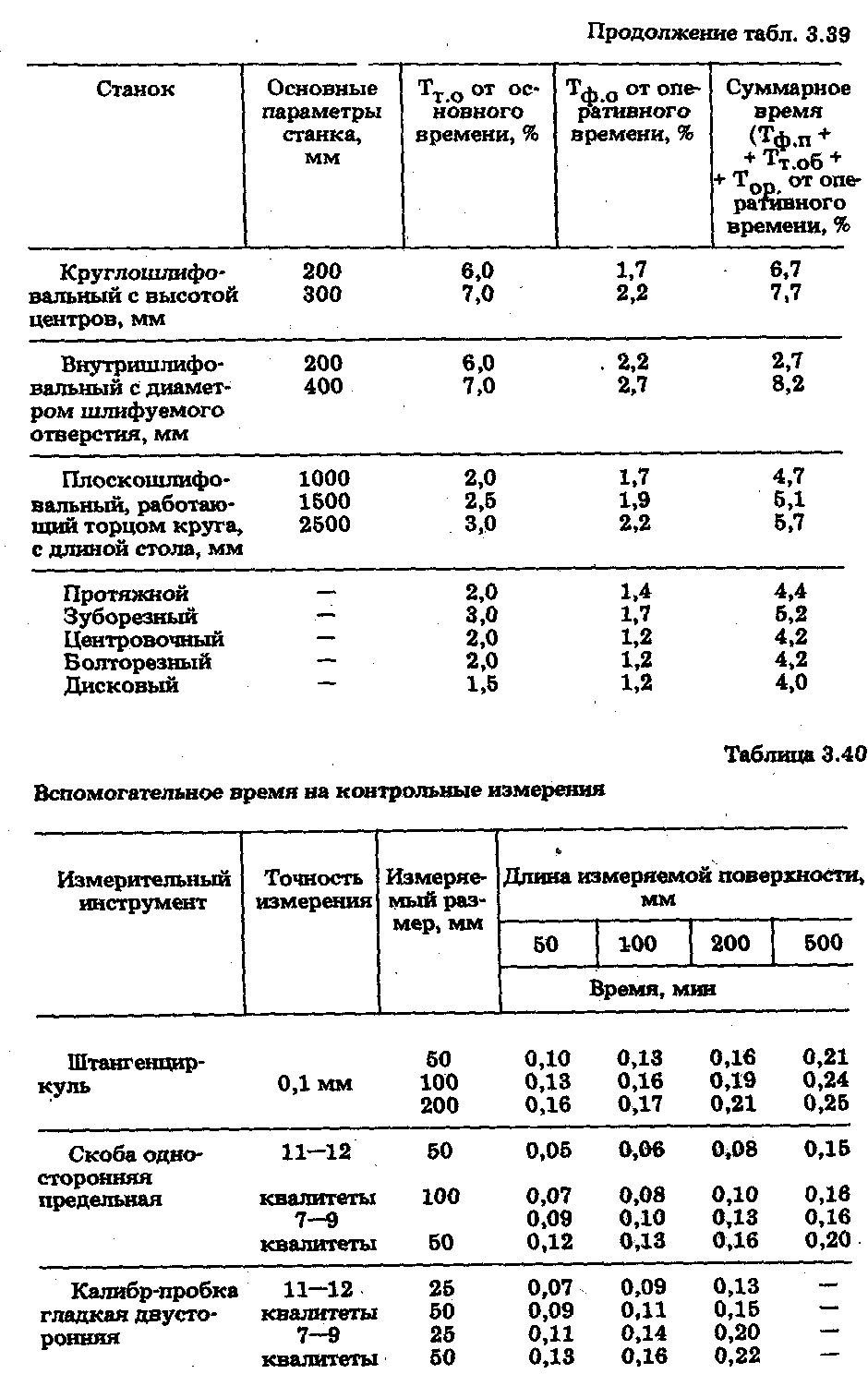
Tv ish qismini qayta ishlash uchun yordamchi vaqt mexanizatsiyalash darajasiga, ishlov beriladigan qismning massasiga va ushbu operatsiyada bajariladigan boshqa elementlarga bog'liq. Nazorat o'lchovlari uchun yordamchi vaqt o'lchov aniqligi va o'lchash vositasining turiga qarab tanlanadi. Yordamchi vaqt standart jadvallarga muvofiq belgilanadi. Bu tanlangan texnologik uskunaga, ishlov berish usullariga va mashina jihozlariga bog'liq.
Yordamchi vaqt T in qismni o'rnatish va olib tashlash vaqtidan iborat; o'tish bilan bog'liq vaqt (asbobni oyoq-qo'l bo'ylab o'rnatish, to'xtatish, belgilash; dastlabki o'lchash; sinov chiplarini olish va boshqalar); komplekslarga kiritilmagan texnikaga o'tish bilan bog'liq vaqt (mashina shpindelining tezligining o'zgarishi, beslemening o'zgarishi, kesish boshining aylanishi va boshqalar); davriylik koeffitsientini hisobga olgan holda o'lchov aniqligiga, o'lchangan sirtlarning o'lchamlariga qarab standart jadvallar bo'yicha o'rnatiladigan nazorat o'lchovlari uchun yordamchi vaqt. Texnologik operatsiya uchun yordamchi vaqt
T in \u003d (T y c t, + T bo'lak + T bo'lakdan + T gacha) Kimga t ichida,
bu erda T og'zi - qismni o'rnatish va olib tashlash uchun yordamchi vaqt, min; T chizig'i - o'tish bilan bog'liq yordamchi vaqt, min; T per.k - komplekslarga kiritilmagan texnikaga o'tish bilan bog'liq yordamchi vaqt, min; T meas _ - nazorat o'lchovlari uchun yordamchi vaqt, min; Kimga t in - qayta ishlangan mahsulotlarning partiya hajmiga qarab, yordamchi vaqt uchun tuzatish koeffitsienti.
Ish joyiga texnik xizmat ko'rsatish vaqti zerikarli kesish asboblarini o'rnatish, olib tashlash va almashtirish, silliqlash g'ildiraklarini to'ldirish, mashinani moylash va sozlash, ish paytida chiplarni tozalash va boshqalar.
T t.o \u003d (T o + T c) (a p.o / 100),
qayerda p.o. - ishlab chiqarish turiga qarab standart jadvallar bo'yicha tanlangan ish vaqtining foizi sifatida ish joyiga texnik xizmat ko'rsatish vaqti. Dam olish vaqti va jismoniy ehtiyojlar
T o.p \u003d (T o + T in,) (va shunga o'xshash / 100),
bu erda - dam olish va jismoniy ehtiyojlar uchun vaqt (%) standart jadvallar bo'yicha tanlangan operatsion vaqtga.
Seriya va birlik ishlab chiqarishda vaqtning texnik normasi sifatida dona hisoblash vaqti olinadi
T sh.k \u003d T w + (T pz / n d),
Bu erda T p.z - ma'lum qismlar partiyasini qayta ishlash uchun mashinani tayyorlash va sozlash, zarur texnologik asbob-uskunalar, hujjatlarni olish, shuningdek, qayta ishlangan qismlarni, hujjatlar va jihozlarni etkazib berishga sarflangan tayyorgarlik va yakuniy vaqt; n d - partiyadagi ish qismlari soni.
Tuzatish omillarining o'rtacha qiymati
Misol. Dag'al tishli kesish operatsiyasi uchun parcha vaqti tezligini aniqlang. Dastlabki ma'lumotlar:
Tafsilot - spiral silindrsimon g'ildirak. Qismning materiali po'latdir 45 GOST 1050-74, in = 600 N / m. Bir qismning og'irligi 6 kg. Uskunalar - tishli kesish mashinasi 5E32. Qurilma - mandrel. Sovutish - moy. Tish moduli m == 4 mm . Tishli g'ildirakning tishlari soni z \u003d 40. Halqa tishli B ning kengligi \u003d 40 mm, d == 30 .
1. To'rtta ish qismini o'rnating, mahkamlang, bo'shating va olib tashlang.
2. Tegirmon tishlari m = 4mm, z = 40.
Yechim.1. Biz GOST 9224-74 ga muvofiq tashqi diametri D d \u003d 100 mm, moduli m \u003d 4 mm bo'lgan qurt modulli to'sarni tanlaymiz. Ikki ipli chuvalchang kesgich, aniqlik klassi C. Kesuvchi g'altakning ko'tarilish yo'nalishi va kesilgan g'ildirakning tishi bir xil nomga ega. Chuvalchang to'sarning kesish qismining materiali R18 GOST 19256-73 po'latdan yasalgan. Asbobning ishlash muddati T st = 480 min.
2. Tishli g'ildirakning tishlarini kesish bir ish harakatida amalga oshiriladi. Kesish chuqurligi t p = 9 mm.
3. Biz standart jadvallarga muvofiq ikki tishli qurtlarni kesish uchun yemni tanlaymiz: s tabl \u003d 1,2 - 1,4 mm / rev. 45 GOST 1050-88 (K m \u003d 0,9) po'lat materialning qattiqligi uchun tuzatish koeffitsientini va tishlar va rulonlarning egilish burchagini hisobga olgan holda besleme tezligini tuzatamiz. ( K \u003d 0,8):
s calc \u003d s jadvali K m K in \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / rev
Biz mashinaning pasportiga ko'ra qabul qilamiz, s st \u003d 1 mm / rev.
4. Chiqib ketish tezligini jadval standartlariga muvofiq tanlaymiz: V stol = 0,7 m / s. Kesish tezligini po'lat 45, HB 170 ... 207 uchun tuzatish omillarini hisobga olgan holda tuzatamiz, bu erda K mv == 0,8 va K == 0,9.
Hisoblangan kesish tezligini formula bo'yicha aniqlaymiz
V calc \u003d s jadvali K m v K ŋ \u003d 0,7 * 0,8 * 0,9 \u003d 0,5 m/s
5. Chuvalchang kesgichning tezligini aniqlang
N f.calc =  95,51 aylanish tezligi
95,51 aylanish tezligi
Biz to'sarning aylanish tezligini mashinaning pasportiga muvofiq o'rnatdik, bu erda n st \u003d 100 rpm.
Tashkiliy xizmat va jismoniy ehtiyojlar uchun vaqt
Nazorat o'lchovlari uchun yordamchi vaqt
6. Haqiqiy kesish tezligi formula bilan aniqlanadi
v d \u003d D n n st / (1000 60) \u003d 3,14 100 100 / (1000 60) \u003d 0,62 m / s.
7. Ishlov berish jarayonida asbobning ishchi zarbasining uzunligi formula bilan aniqlanadi
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 \u003d (160 + 2 + 37,2 + 2) 40 \u003d 8048 mm.
L hisob = 40 mm (tafsilot chizmasi bo'yicha qabul qilinadi) l 1 = 2 mm; l 3 \u003d 2 mm. Besleme qiymati l 2 formula bilan aniqlanadi
L 2 \u003d (1,11,3) 
 37,2 mm ,
37,2 mm ,
bu erda h - tishlar bo'shlig'ining chuqurligi , h= t.(h == 2,25m =2,25 4=9 mm.)
To'rt vitesni bir vaqtning o'zida qayta ishlash bilan bog'liq holda, L hisobini 4 baravar oshirish kerak (L calc = 40 4 = 160 mm).
8. To'rt tishli vitesning tishlarini qayta ishlashning asosiy (texnologik) vaqti quyidagi formula bo'yicha aniqlanadi:
T o = 
Bitta kesilgan vites uchun asosiy vaqt T o \u003d 40,24 / 4 \u003d 10,06 minut bo'ladi.
9. T in operatsiyasi uchun yordamchi vaqt standart jadvallar bo'yicha aniqlanadi. Qismni massasi 5 kg gacha bo'lgan mandrelga o'rnatish uchun yordamchi vaqt T to'plami = 0,7 min. T ext qismini mandrelga har bir keyingi o'rnatish uchun qo'shimcha yordamchi vaqt T ext = 0,26 min bo'ladi.
Nazorat o'lchovlari uchun vaqt yordamchi vaqt normasiga kiritilmagan, chunki u asosiy vaqtga to'g'ri keladi.
10. Tishli kesish uchun ish joyiga texnik xizmat ko'rsatish vaqti asosiy vaqtdan (%) aniqlanadi, bu erda a t taxminan = 3%:
T shunday \u003d T. haqida. /100=10,063/100=0,3 min.
11. Dam olish vaqti va ishchining tabiiy ehtiyojlari operatsion vaqtdan boshlab (%) aniqlanadi, bunda op \u003d 1,7 % :
T op =  = 0,2 min.
= 0,2 min.
12. Bir qismni ishlab chiqarish vaqti:
T w \u003d T haqida + T in + T shunday + T op \u003d 10,06 + 0,96 + 0,3 + 0,2 \u003d 12,52 min.
Ommaviy ishlab chiqarish uchun etkazib berish muddati aniqlanmagan.
Maqsadga qarab, texnik-iqtisodiy va tashkiliy-rejaviy hisob-kitoblarda operatsiyani bajarish vaqtining turli texnologik me'yorlaridan foydalanish mumkin. Odatda, bajarilish uchun t i vaqt normasi sifatida i-operatsiya ishlab chiqarish birligi bo'yicha, vaqtning to'liq tezligi (dona-hisoblash tezligi) hisobga olinadi - t sc. Mashinasozlikda qabul qilingan ish vaqti xarajatlarining tasnifi va operatsiya uchun umumiy vaqt normasining tuzilishi (parcha-hisob normasi) shaklda ko'rsatilgan. 6.2-6.3.
Tayyorgarlik va yakuniy vaqt - mahsulot partiyasini yoki smenani tayyorlash va qayta ishlashni yakunlash vaqti (topshiriqni qabul qilish va ish bilan tanishish, texnik hujjatlarni o'rganish, maxsus qurilmalar va asboblarni o'rnatish, mashinani sozlash va ishlov berish rejimini o'rnatish, mahsulotni topshirish usta yoki nazoratchiga ish).
Ishlash vaqti - texnologik operatsiyani bevosita bajarish vaqti. Asosiy va yordamchi vaqtni o'z ichiga oladi. Asosiy (texnologik) vaqt - ishning texnologik maqsadi amalga oshiriladigan vaqt (mehnat ob'ektining holatini, sifatini, xususiyatlarini shakllantirish, o'zgartirish). Bu qo'lda, mashina, mashina-qo'lda bo'lishi mumkin. Yordamchi vaqt- asosiy ishning bajarilishini ta'minlaydigan harakatlar vaqti (qismni o'rnatish va olib tashlash, asbobni yaqinlashish-ortga qaytarish, mashinani ishga tushirish va to'xtatish, qismni o'lchash). Bu qo'lda, mashina va mashina-qo'lda bo'lishi mumkin.
Ish joyidagi xizmat vaqti - berilgan ish va butun smena davomida ish joyiga g'amxo'rlik qilish vaqti. Texnik va tashkiliy ta'mirlash uchun vaqtni o'z ichiga oladi. Xizmat vaqti - eskirish yoki sinish holatlarida asboblarni almashtirish vaqti, ish jarayonida asbob-uskunalarni sozlash. Tashkiliy xizmat vaqti - smena boshida va oxirida asboblarni yotqizish va tozalash, dastgohni moylash va tozalash, smena davomida ish joyini tozalash vaqti.
Rejalashtirilgan tanaffuslar vaqti - berilgan ishni bajarishda muqarrar bo'lgan tanaffuslar vaqti. Tashkiliy va texnologik tanaffuslar, dam olish va tabiiy ehtiyojlar uchun tanaffuslar vaqtini o'z ichiga oladi.
Guruch. 6.2. Ish vaqtini tasniflash:
Tashkiliy va texnologik tanaffuslar vaqti - texnologik jarayonning borishi va operatsiyalarning etarli darajada sinxronlashtirilmaganligi sababli uzilishlar vaqti. Dam olish va tabiiy ehtiyojlar uchun tanaffuslar vaqti - tushlik tanaffuslari, sanoat gimnastikasi, dam olish va shaxsiy ehtiyojlar uchun vaqt. Boshqa barcha tanaffuslar samarasiz yo'qotishlar hisoblanadi va standartlashtirilmaydi. Shuningdek, asosiy vaqt bilan qoplangan ishlarga sarflangan vaqt (ya'ni, parallel ravishda bajariladigan va qo'shimcha vaqtni talab qilmaydigan harakatlar) normallashtirilmaydi.
Guruch. 6.3. Operatsiya uchun umumiy vaqt normasining tuzilishi:
Shakldan ko'rinib turibdiki. 6.3, operatsiya uchun to'liq vaqt tezligi (parcha-hisoblash tezligi) t sk quyidagicha aniqlanadi:
bu erda t w - parcha vaqti normasi;
t pz - o'yinga tayyorgarlik va yakuniy vaqt normasi;
n - partiya hajmi, dona;
t o - asosiy vaqt;
t * in - yordamchi vaqt, asosiy bilan bir-biriga yopishmagan;
t * keyin - asosiysi bilan bir-biriga mos kelmaydigan texnik xizmat ko'rsatish vaqti;
t * oo - asosiysi bilan bir-biriga mos kelmaydigan tashkiliy xizmat vaqti;
t tech - tashkiliy va texnologik tanaffuslar vaqti;
t otd - dam olish va tabiiy ehtiyojlar uchun tanaffuslar vaqti.
Operatsion tsikl
Operatsion tsiklning davomiyligi ishlab chiqarish birligi (dona) bo'yicha operatsiya bajarilgan vaqtga, operatsiyaga kirgan partiyadagi ishlab chiqarish birliklari soniga, operatsiya uchun ish joylari soniga (xizmat soniga) bog'liq. ko'p kanalli qurilmadagi kanallar).
Operatsion tsiklni hisoblash. Operatsion tsiklni hisoblashda quyidagi eng oddiy holatlar mumkin.
1) Mahsulot birliklari - 1, ish joylari - 1. Ishlab chiqarish birligi bo'yicha bitta ish joyida operatsiya bajarilgan taqdirda operatsion tsikl ^ o t i operatsiyasi uchun vaqt normasiga teng:
Bu erda t i - bu nomdagi ishlab chiqarish birligi bo'yicha i-operatsiyani bajarish uchun vaqt normasi.
2) Mahsulot birliklari - n, ish joylari- 1. Qachon o'lchamdagi mahsulotlar partiyasi P dona, ish aylanishi T 0 butun partiya bo'yicha operatsiyani bajarishning umumiy vaqtiga teng. Mehnat ob'ektlari bir xil bo'lganligi sababli ular ketma-ket operatsiyadan o'tadi va mahsulot birligiga t i vaqtni talab qiladi, operatsion tsikl P bir marta:
T 0 \u003d nt i
3) Mahsulot birliklari - n, ish joylari- q. Operatsiya amalga oshirilganda q i bir xil ish joylari, siz bir vaqtning o'zida bir nechta mahsulot birliklarida parallel ravishda operatsiyani bajarish uchun ularga partiyani ishga tushirishingiz mumkin. Operatsion tsikl T 0 ga qisqartiriladi q bir marta:
qayerda q i - uchun ish o'rinlari soni i-chi ushbu nomdagi mahsulotlar partiyasi bo'yicha operatsiyalar.
Hisoblash uchun qabul qilinganlarni shakllantirishning turli xil variantlari mavjud t men, vaqt xarajatlarining ayrim tarkibiy qismlarini o'z ichiga olgan yoki o'z ichiga olmaydi. Xususan, o'yinga tayyorgarlik-final vaqti t n 3 operatsion tsiklning mustaqil komponenti sifatida o'rnatilishi mumkin T 0 yoki tarkibiga kiritiladi t i har bir element uchun - t n 3 / p.
Partiyaning operatsiyadan o'tish tartibi. Operatsiya murakkab tuzilishga ega bo'lishi mumkin va bir ish joyida amalga oshiriladigan ko'plab o'tishlardan iborat. ostida o'tish bir qismning bir yoki bir nechta yuzasida bir yoki bir nechta asbob tomonidan bir vaqtning o'zida bir kesish rejimida bajariladigan operatsiya qismini anglatadi. Bunday holda, operatsion tsikl uchun T o ta'sir qiladi partiyaning operatsiyadan o'tish tartibi, chunki bu sarflangan vaqtga, xususan, uskunadagi qismni o'rnatish va olib tashlashga, shuningdek, o'zgaruvchan o'tishlarda uskunani qayta sozlashga ta'sir qiladi. Shaklda. 6.4-rasmda partiyani operatsiyadan o'tkazishning ikkita mumkin bo'lgan usuli ko'rsatilgan:
a) o'zaro o'tish, bunda mehnat ob'ektlarining butun soni avval birinchi o'tishdan, keyin ikkinchi o'tishdan, keyin uchinchidan va operatsiyaning oxirgi o'tishigacha davom etadi. Alohida ishlab chiqarish birliklari uchun operatsiyani bajarish jarayoni uzluksiz, umuman partiya uchun esa uzluksiz;
b) operatsiyadan keyingi o'tish, bunda birinchidan, birinchi mehnat ob'ekti barcha o'tishlardan o'tadi, keyin ikkinchi, uchinchi va hokazo mahsulotlar partiyasining oxirgi birligigacha davom etadi. Ishlab chiqarish birligi uchun operatsiyani bajarish jarayoni uzluksiz, butun partiya uchun esa uzluksizdir.
6.4-rasm. Operatsiyada mahsulot partiyasini o'tkazish turlari:
a - vaqtinchalik; b - operatsiyadan keyingi
Partiyadan o'tishning u yoki bu turini tanlashning maqsadga muvofiqligi, ulardan qaysi biri partiyada operatsiyani bajarish uchun umumiy vaqt (operatsion tsikl T 0) minimal bo'lishi bilan belgilanadi. O'zaro faoliyat o'tish bilan har bir o'tish uchun har bir qismni o'rnatish va olib tashlash vaqti, bosqichma-bosqich o'tish bilan har bir o'tishdan keyin ish joyini qayta sozlash vaqti ortadi. Agar biz oddiylik uchun har ikkala turdagi o'tish uchun qismlarni o'tish, o'rnatish va olib tashlash bilan ishlov berish vaqti bir xil ekanligini qabul qilsak, vaqtinchalik T oA va operatsion T oB o'tish uchun ish siklining davomiyligidagi farq, shakldagi tsikl grafiklariga ko'ra. 6.4 quyidagilarga teng bo'ladi:
qayerda P - lot hajmi;
R - ushbu operatsiyadagi o'tishlar soni;
t y - qismni o'rnatish va olib tashlash vaqti;
T p - muqobil o'tishlarda ish joyini almashtirish vaqti.
Ushbu farqning ijobiy qiymati bilan bosqichma-bosqich o'tishni, salbiy qiymat bilan - o'tish usulidan foydalanish tavsiya etiladi. Shartli ravishda, mehnat ob'ektlari og'ir va katta hajmli bo'lmagan, operatsion - ish joyini o'zgartirish vaqti ahamiyatsiz bo'lgan hollarda kesishuvdan foydalanish maqsadga muvofiq deb hisoblash mumkin.
Ish qismini qayta ishlash vaqtining texnik normasi ishlab chiqarilgan qismning narxini, ishlab chiqarish uskunalari sonini, ishchilarning ish haqini va ishlab chiqarishni rejalashtirishni hisoblashning asosiy parametrlaridan biridir.
Vaqtning texnik normasi texnologik jihozlar, kesish asboblari, stanoklar va ish joyini to'g'ri tashkil etishning texnik imkoniyatlaridan kelib chiqqan holda belgilanadi.
Vaqt me'yori texnologik jarayonning mukammalligini baholash va ish qismini qayta ishlashning eng ilg'or variantini tanlashning asosiy omillaridan biridir.
Katta va ommaviy ishlab chiqarishda bitta ish qismini qayta ishlash uchun umumiy vaqt (min).
T w \u003d T o + T in + T t.o + T o.p,
bu erda T haqida - texnologik (asosiy) vaqt, min; T in - yordamchi vaqt, min; T t.o - ish joyiga texnik xizmat ko'rsatish vaqti, min; T o.p - dam olish va tabiiy ehtiyojlar uchun vaqt, min (3.39-jadval).
Ko'p turdagi ishlov berish uchun texnologik vaqt
T o \u003d L p .x i / (n c t s st),
bu erda L p.x - kesish asbobining ishchi zarbasining taxminiy uzunligi, ya'ni. kesish asbobining besleme yo'nalishi bo'yicha o'tgan yo'li, mm; i - kesish asbobining ish zarbalari soni; n st - mashinaning pasportiga muvofiq qabul qilingan dastgoh milining tezligi, rpm; s st - mashinaning pasport ma'lumotlariga ko'ra besleme, mm / rev.
Tv ish qismini qayta ishlash uchun yordamchi vaqt mexanizatsiyalash darajasiga, ishlov beriladigan qismning massasiga va ushbu operatsiyada bajariladigan boshqa elementlarga bog'liq. Nazorat o'lchovlari uchun yordamchi vaqt o'lchov aniqligi va o'lchash vositasining turiga qarab tanlanadi. Yordamchi vaqt standart jadvallarga muvofiq belgilanadi. Bu tanlangan texnologik uskunaga, ishlov berish usullariga va mashina jihozlariga bog'liq.
Yordamchi vaqt T in qismni o'rnatish va olib tashlash vaqtidan iborat; o'tish bilan bog'liq vaqt (asbobni oyoq-qo'l bo'ylab o'rnatish, to'xtatish, belgilash; dastlabki o'lchash; sinov chiplarini olish va boshqalar); komplekslarga kiritilmagan texnikaga o'tish bilan bog'liq vaqt (mashina shpindelining tezligining o'zgarishi, beslemening o'zgarishi, kesish boshining aylanishi va boshqalar); davriylik koeffitsientini hisobga olgan holda o'lchov aniqligiga, o'lchangan sirtlarning o'lchamlariga qarab standart jadvallar bo'yicha o'rnatiladigan nazorat o'lchovlari uchun yordamchi vaqt. Texnologik operatsiya uchun yordamchi vaqt
T in \u003d (T y c t, + T bo'lak + T bo'lakdan + T gacha) Kimga t ichida,
bu erda T og'zi - qismni o'rnatish va olib tashlash uchun yordamchi vaqt, min; T chizig'i - o'tish bilan bog'liq yordamchi vaqt, min; T per.k - komplekslarga kiritilmagan texnikaga o'tish bilan bog'liq yordamchi vaqt, min; T meas _ - nazorat o'lchovlari uchun yordamchi vaqt, min; Kimga t in - qayta ishlangan mahsulotlarning partiya hajmiga qarab, yordamchi vaqt uchun tuzatish koeffitsienti.
Ish joyiga texnik xizmat ko'rsatish vaqti zerikarli kesish asboblarini o'rnatish, olib tashlash va almashtirish, silliqlash g'ildiraklarini to'ldirish, mashinani moylash va sozlash, ish paytida chiplarni tozalash va boshqalar.
T t.o \u003d (T o + T c) (a p.o / 100),
qayerda p.o. - ishlab chiqarish turiga qarab standart jadvallar bo'yicha tanlangan ish vaqtining foizi sifatida ish joyiga texnik xizmat ko'rsatish vaqti. Dam olish vaqti va jismoniy ehtiyojlar
T o.p \u003d (T o + T in,) (va shunga o'xshash / 100),
bu erda - dam olish va jismoniy ehtiyojlar uchun vaqt (%) standart jadvallar bo'yicha tanlangan operatsion vaqtga.
Seriya va birlik ishlab chiqarishda vaqtning texnik normasi sifatida dona hisoblash vaqti olinadi
T sh.k \u003d T w + (T pz / n d),
Bu erda T p.z - ma'lum qismlar partiyasini qayta ishlash uchun mashinani tayyorlash va sozlash, zarur texnologik asbob-uskunalar, hujjatlarni olish, shuningdek, qayta ishlangan qismlarni, hujjatlar va jihozlarni etkazib berishga sarflangan tayyorgarlik va yakuniy vaqt; n d - partiyadagi ish qismlari soni.
Tuzatish omillarining o'rtacha qiymati
Misol. Dag'al tishli kesish operatsiyasi uchun parcha vaqti tezligini aniqlang. Dastlabki ma'lumotlar:
Tafsilot - spiral silindrsimon g'ildirak. Qismning materiali po'latdir 45 GOST 1050-74, in = 600 N / m. Bir qismning og'irligi 6 kg. Uskunalar - tishli kesish mashinasi 5E32. Qurilma - mandrel. Sovutish - moy. Tish moduli m == 4 mm . Tishli g'ildirakning tishlari soni z \u003d 40. Halqa tishli B ning kengligi \u003d 40 mm, d == 30 .
1. To'rtta ish qismini o'rnating, mahkamlang, bo'shating va olib tashlang.
2. Tegirmon tishlari m = 4mm, z = 40.
Yechim.1. Biz GOST 9224-74 ga muvofiq tashqi diametri D d \u003d 100 mm, moduli m \u003d 4 mm bo'lgan qurt modulli to'sarni tanlaymiz. Ikki ipli chuvalchang kesgich, aniqlik klassi C. Kesuvchi g'altakning ko'tarilish yo'nalishi va kesilgan g'ildirakning tishi bir xil nomga ega. Chuvalchang to'sarning kesish qismining materiali R18 GOST 19256-73 po'latdan yasalgan. Asbobning ishlash muddati T st = 480 min.
2. Tishli g'ildirakning tishlarini kesish bir ish harakatida amalga oshiriladi. Kesish chuqurligi t p = 9 mm.
3. Biz standart jadvallarga muvofiq ikki tishli qurtlarni kesish uchun yemni tanlaymiz: s tabl \u003d 1,2 - 1,4 mm / rev. 45 GOST 1050-88 (K m \u003d 0,9) po'lat materialning qattiqligi uchun tuzatish koeffitsientini va tishlar va rulonlarning egilish burchagini hisobga olgan holda besleme tezligini tuzatamiz. ( K \u003d 0,8):
s calc \u003d s jadvali K m K in \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / rev
Biz mashinaning pasportiga ko'ra qabul qilamiz, s st \u003d 1 mm / rev.
4. Chiqib ketish tezligini jadval standartlariga muvofiq tanlaymiz: V stol = 0,7 m / s. Kesish tezligini po'lat 45, HB 170 ... 207 uchun tuzatish omillarini hisobga olgan holda tuzatamiz, bu erda K mv == 0,8 va K == 0,9.
Hisoblangan kesish tezligini formula bo'yicha aniqlaymiz
V calc \u003d s jadvali K m v K ŋ \u003d 0,7 * 0,8 * 0,9 \u003d 0,5 m/s
5. Chuvalchang kesgichning tezligini aniqlang
N f.calc = 95,51 aylanish tezligi
Biz to'sarning aylanish tezligini mashinaning pasportiga muvofiq o'rnatdik, bu erda n st \u003d 100 rpm.
Tashkiliy xizmat va jismoniy ehtiyojlar uchun vaqt
Nazorat o'lchovlari uchun yordamchi vaqt
6. Haqiqiy kesish tezligi formula bilan aniqlanadi
v d \u003d D n n st / (1000 60) \u003d 3,14 100 100 / (1000 60) \u003d 0,62 m / s.
7. Ishlov berish jarayonida asbobning ishchi zarbasining uzunligi formula bilan aniqlanadi
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 \u003d (160 + 2 + 37,2 + 2) 40 \u003d 8048 mm.
L hisob = 40 mm (tafsilot chizmasi bo'yicha qabul qilinadi) l 1 = 2 mm; l 3 \u003d 2 mm. Besleme qiymati l 2 formula bilan aniqlanadi
L 2 \u003d (1,11,3) 37,2 mm ,
bu erda h - tishlar bo'shlig'ining chuqurligi , h= t.(h == 2,25m =2,25 4=9 mm.)
To'rt vitesni bir vaqtning o'zida qayta ishlash bilan bog'liq holda, L hisobini 4 baravar oshirish kerak (L calc = 40 4 = 160 mm).
8. To'rt tishli vitesning tishlarini qayta ishlashning asosiy (texnologik) vaqti quyidagi formula bo'yicha aniqlanadi:
T o =
Bitta kesilgan vites uchun asosiy vaqt T o \u003d 40,24 / 4 \u003d 10,06 minut bo'ladi.
9. T in operatsiyasi uchun yordamchi vaqt standart jadvallar bo'yicha aniqlanadi. Qismni massasi 5 kg gacha bo'lgan mandrelga o'rnatish uchun yordamchi vaqt T to'plami = 0,7 min. T ext qismini mandrelga har bir keyingi o'rnatish uchun qo'shimcha yordamchi vaqt T ext = 0,26 min bo'ladi.
Nazorat o'lchovlari uchun vaqt yordamchi vaqt normasiga kiritilmagan, chunki u asosiy vaqtga to'g'ri keladi.
10. Tishli kesish uchun ish joyiga texnik xizmat ko'rsatish vaqti asosiy vaqtdan (%) aniqlanadi, bu erda a t taxminan = 3%:
T shunday \u003d T. haqida. /100=10,063/100=0,3 min.
11. Dam olish vaqti va ishchining tabiiy ehtiyojlari operatsion vaqtdan boshlab (%) aniqlanadi, bunda op \u003d 1,7 % :
T op = = 0,2 min.
12. Bir qismni ishlab chiqarish vaqti:
T w \u003d T haqida + T in + T shunday + T op \u003d 10,06 + 0,96 + 0,3 + 0,2 \u003d 12,52 min.
Ommaviy ishlab chiqarish uchun etkazib berish muddati aniqlanmagan.