Stranica
7
Stupanj podjele operacije na elemente rada ovisi o svrsi analize i potrebnoj točnosti rezultata istraživanja. Dakle, vrsta proizvodnje značajno utječe na stupanj podijeljenosti operacije pri racioniranju troškova rada za njezinu provedbu.
Postoje sljedeće metode za određivanje norme vremena:
1. Eksperimentalno-statistički - karakterizira ga činjenica da se norme vremena za operaciju ili rad utvrđuju u cjelini, bez elementarne analize i osmišljavanja optimalnih uvjeta, načina i metoda rada. Ova metoda racioniranja ne osigurava znanstveno utemeljenost i progresivnost normi, ne omogućuje utvrđivanje postojećih rezervi proizvodnje i ne pridonosi povećanju produktivnosti radnika. Eksperimentalno-statistička metoda temelji se na dvije metode: eksperimentalnoj i statističkoj. Eksperimentalna metoda temelji se na iskustvu predradnika i ocjenjivača, a statistička se u pravilu temelji na izvještajnim i statističkim podacima o stvarnom vremenu utrošenom na istovrsno obavljene poslove.
2. Analitička metoda. Kod ove metode, vremensko ograničenje za operaciju postavlja se sljedećim redoslijedom: operacija se dijeli na sastavne elemente; za svaki element odrediti čimbenike koji utječu na vrijeme njihove provedbe; razviti racionalni sastav operacije, redoslijed radnih i tehnoloških elemenata i potrebne uvjete za njihovu provedbu; odrediti trajanje pojedinih elemenata i operacije u cjelini.
Analitička metoda ima dvije varijante: analitičko-istraživačku i analitičko-kalkulativnu, a razlika između njih je u načinu određivanja utrošenog vremena. Analitičkom metodom istraživanja vrijeme provedeno na operaciji utvrđuje se na temelju mjerenja vremena provedenog neposrednim promatranjem na radnom mjestu (kronometrijska promatranja, fotografiranje radnog vremena, samofotografiranje i dr.). Analitičko-kalkulativnom metodom troškovi vremena izračunavaju se prema standardima za načine rada opreme i vrijeme, kao i prema formulama za ovisnost vremena o faktorima trajanja. Analitičko-kalkulativna metoda omogućuje smanjenje složenosti postavljanja standarda, budući da nema potrebe za promatranjem, ali se smanjuje točnost standarda za određeno radno mjesto. Kako bi se poboljšala točnost izračuna, propisi predviđaju faktore korekcije.
3. Tabelarna ili uvećana metoda, kada se vrijeme po jedinici rada utvrđuje iz posebnih tablica.
Racioniranje tehnološkog procesa
Pri racioniranju rada radnika koriste se sljedeće vrste normativa troškova rada: norma vremena, norma učinka.
Norma vremena je količina radnog vremena koju u određenim organizacijskim i tehničkim uvjetima utroši zaposlenik ili skupina zaposlenika (osobito tim) odgovarajuće stručne spreme za obavljanje jedinice rada.
Učinak je utvrđena količina rada (broj jedinica proizvodnje) koju zaposlenik ili skupina zaposlenika (osobito tim) odgovarajuće stručne spreme mora obaviti po jedinici radnog vremena u određenim organizacijskim i tehničkim uvjetima. .
Između norme vremena i norme outputa postoji obrnuti odnos, tj. sa smanjenjem norme vremena norma outputa raste. Te se količine ne mijenjaju u istoj mjeri: stopa proizvodnje raste u većoj mjeri nego što se smanjuje stopa vremena.
Tehnički opravdani rok utvrđuje se na temelju sveobuhvatnog proučavanja i racionalizacije procesa rada. Istovremeno se osigurava optimalan tehnološki proces za zadane proizvodne uvjete, koji karakterizira racionalna struktura, primjena napredne tehnologije, primjena isplativih i produktivnih dijelova tehnološke opreme (oprema, alati, pribor) i znanstveno utemeljeni načini obrade.
U predmetnom projektu će se normalizirati radnje tehnološkog procesa analitičkom i proračunskom metodom, uz korištenje općih inženjerskih standarda za pomoćno vrijeme, za servisiranje radnog mjesta i pripremne i završne radove koji se izvode na strojevima za rezanje metala srednjeg i velikog obima. proizvodnja (1984).
Karte normalizacije i tehnološki proces obrade dijela dani su u prilogu.
Struktura tehnički opravdane norme vremena Hvr uključuje samo one kategorije radnog vremena koje su potrebne za obavljanje određenog rada (operacije) u normalnim proizvodnim uvjetima. To uključuje: glavno vrijeme do, pomoćno vrijeme bez preklapanja, vrijeme za organizacijsko i tehničko održavanje radnog mjesta tobl, vrijeme normaliziranih pauza za odmor i osobne potrebe trel, pripremno i završno vrijeme Tpz:
Tehnička norma vremena uključuje samo dio pomoćnog vremena koji nije obuhvaćen drugim elementima operacije. Pomoćno vrijeme, ovisno o specifičnom sadržaju operacije, uključuje: vrijeme ugradnje i skidanja dijela - Tust; vrijeme povezano s provedbom tehnološke tranzicije - Ttrans; vrijeme za izvođenje kontrolnih mjerenja, uzimajući u obzir koeficijent frekvencije mjerenja (gdje je potrebno) - Tkontr.
Kontrolno vrijeme se uspoređuje s glavnim (strojnim) vremenom prijelazom dužeg trajanja. Ako je veće od strojnog vremena, tada se kontrolno vrijeme uključuje u pomoćno vrijeme bez preklapanja. Ako je kontrolno vrijeme manje od glavnog vremena, onda se to odnosi na pomoćno preklapanje.
Zbroj glavnog i pomoćnog vremena bez preklapanja za operaciju čini preliminarno operativno vrijeme:
![]() .
.
Pripremno i završno vrijeme određuje se na temelju općih standarda strojogradnje, ovisno o vrsti opreme, opreme, složenosti postavljanja, broju korištenih alata i sl. Uključuje vrijeme za postavljanje opreme, vrijeme za prijem i predaju alata.
Unutar pune tehnički opravdane norme vremena, tzv. norma vremena po komadu Tsht, koja izražava vrijeme utrošeno na izradu svake pojedine jedinice proizvodnje. Sastoji se od glavnog vremena, pomoćnog vremena, vremena za opsluživanje radnog mjesta i pauze za odmor i osobne potrebe.
U uvjetima masovne proizvodnje najprije se određuje prethodno komadno vrijeme:
Zatim se određuje trajanje obrade serije dijelova u smjenama:
gdje je - prethodno komadno vrijeme (bez uzimanja u obzir koeficijenta za pomoćno vrijeme KTvn), min;
Tehnološke norme vremena u uvjetima male proizvodnje određuju se računsko-analitičkom metodom.
Piece time - vrijeme potrošeno na operaciju. Sastoji se od sljedećih komponenti (min): T w \u003d T oko + T in + T oko + T po,
gdje je: T o - tehnološko (osnovno) vrijeme utrošeno neposredno na obradu izratka, odnosno na promjenu njegovog oblika, dimenzija, svojstava itd.;
T in - pomoćno vrijeme potrošeno na pomoćne radnje radnika, izravno povezane s glavnim radom (ugradnja, pričvršćivanje i uklanjanje obratka, kontrola spremnika, mjerenje dijela;
T o - vrijeme održavanja radnog mjesta, potrošeno na brigu o vašem radnom mjestu, povezano s ovom operacijom. Vrijeme održavanja radnog mjesta sastoji se od vremena organizacijskog održavanja (pregled i ispitivanje opreme, raspored i čišćenje alata, podmazivanje, čišćenje stroja) i vremena održavanja (regulacija i podešavanje stroja, izmjena i podešavanje reznog alata). , dotjerivanje brusnih ploča itd.);
T lane - vrijeme pauze u radu, utrošeno na odmor (ako je to potrebno prema uvjetima rada) i prirodne potrebe. Zbroj glavnog i pomoćnog vremena naziva se operativnim vremenom, ono je glavna komponenta radnog vremena.
Vrijeme za opsluživanje radnog mjesta i vrijeme pauza u radu obično se uzima kao postotak radnog vremena (koeficijent K 1 i K 2). Ovisno o prirodi obrade i opsegu proizvodnje, vrijeme održavanja radnog mjesta je K 1 = 3 ... 8%, a vrijeme pauze K 2 = 4.. .9% radnog vremena.
U brojnim imenicima uzimaju K 1 + K 2 \u003d 10%. Kod obrade serija dijelova uvodi se pojam komadno-kalkulacijskog vremena T K, koje uz komadno vrijeme sadrži i pripremno i završno vrijeme po komadu.
 gdje je T PZ pripremno i završno vrijeme utrošeno na dobivanje narudžbe, upoznavanje s radom, nabavu nedostajućih alata i pribora te rekonfiguraciju stroja. U komadnom obračunskom vremenu to se vrijeme uzima za jedan dio, odnosno dijeli se s brojem dijelova u partiji n.
gdje je T PZ pripremno i završno vrijeme utrošeno na dobivanje narudžbe, upoznavanje s radom, nabavu nedostajućih alata i pribora te rekonfiguraciju stroja. U komadnom obračunskom vremenu to se vrijeme uzima za jedan dio, odnosno dijeli se s brojem dijelova u partiji n.
U uvjetima masovne proizvodnje pripremno-završno vrijeme T PZ uzima se jednako nuli (T PZ =0).
Komadno obračunsko vrijeme naziva se i tehnička norma vremena (ili norma vremena).
Stopa proizvodnje (N) predstavlja količinu proizvedene proizvodnje u jedinici vremena (smjena, sat). Uz 8-satni radni dan, učinak po smjeni je H = 480 / T K.
Glavni tehnološko vrijeme:
 ,
,
gdje je L izračunata duljina obrađene površine, mm; n-frekvencija rotacije obratka, o/min; s-posmak, mm/okr.
gdje l - duljina obrađene površine ( l= 35 mm);
 .
.
 ;
;
 .
.
8 Izbor i opis korištenog alata
Alatni strojevi i tehnološka oprema obuhvaćaju: uređaje za ugradnju i učvršćivanje izradaka i radnih alata, uređaje za montažu proizvoda, kontrolu dijelova, kao i uređaje za hvatanje i pomicanje dijelova i proizvoda. Prema stupnju specijalizacije uređaji se dijele na univerzalne, rekonfigurabilne i posebne. Prvi uključuju škripce, stezne glave, razdjelne glave, rotacijske stolove itd. Podesivi uređaji mogu se sastaviti iz skupova standardnih dijelova i sklopova ili opremljeni izmjenjivim dijelovima. U masovnoj proizvodnji koriste se posebni uređaji.
Položaj izratka tijekom obrade osigurava se fiksiranjem u 6 točaka, ovisno o uvjetima obrade, čime se osigurava potpuna ili djelomična orijentacija izratka u prostoru u odnosu na rezni alat. Broj i položaj nosača, kao i smjer i veličina pričvrsnih sila, moraju osigurati stanje baza od nosača. Dodatni nosači su podesivi ili samopodesivi.
Prilikom odabira sheme ugradnje moraju se osigurati sljedeći uvjeti: 1. Izradak mora zauzeti stabilan položaj prije primjene sila stezanja.
2. Ovaj položaj ne smije se pokvariti nakon fiksiranja, kao ni pod utjecajem sila koje nastaju tijekom obrade.
U uređajima se koriste kao samokočni vijčani, klinasti, ekscentrični i drugi mehanizmi s ručnim, pneumatskim ili hidrauličkim pogonom, rjeđe se koriste pneumatski, hidraulički ili pneumohidraulički mehanizmi izravnog djelovanja.
Uređaji za tokarenje. Obrada na tokarilici se provodi kada su dijelovi ugrađeni u središta u steznu glavu, na čeljust i na krevet. U prvu skupinu učvršćenja spadaju sljedeći elementi: središta pogonskih naprava, oslonci, trnovi itd. U drugu skupinu - patrone i prednje ploče. Treća skupina uključuje posebne uređaje za obradu stožastih, sfernih i drugih složenih površina. Lunete se koriste pri obradi dugih dijelova. Široko se koriste samocentrirajuće stezne glave s tri čeljusti, a rjeđe stezne glave s dvije čeljusti.
Samozatezne stezne glave izrađuju se s dvije ili tri ekscentrične čeljusti koje nisu upaljene, koje na početku obrade pod djelovanjem sila rezanja stežu izradak postavljen u središta stroja i prenose na njega okretni moment s vretena stroja.
S povećanjem okretnog momenta rezanja, okretni moment s vretena, koji se prenosi čeljustima stezne glave na radni predmet, automatski se povećava.
Za prikladnu ugradnju izratka u središta koriste se pogonske stezne glave s ekscentrima za automatsko otvaranje. Ujednačeno stezanje izratka svim čeljustima osigurava se korištenjem plivajućih čeljusti ili čeljusti s neovisnim kretanjem. Samozaključavajuće stezne glave omogućuju podešavanje čeljusti za različite promjere obratka u određenom rasponu. Ove stezne glave koriste se za centriranje na strojevima za višestruko rezanje ili CNC strojevima tijekom prijenosa velikih okretnih momenta na radni predmet s vretena stroja.
Uređaji za bušilice. Za točno vođenje alata tijekom obrade koriste se žig ploče u koje su ugrađene čahure. U stacionarnim učvršćenjima, koja se koriste na radijalnim bušilicama i strojevima s više vretena, dio ostaje nepomičan tijekom obrade. Za bušenje rupa koje se nalaze na različitim stranama dijela ili oko oboda koriste se rotacijski uređaji s okomitom (okretne ploče, vodoravnom (prednje ploče) ili rjeđe nagnutom osi rotacije. Za mehanizaciju i automatizaciju koriste se pneumatski, hidraulički ili električni pogoni. Kada rade na strojevima za bušenje, često koriste rocky jig.Jig ploča je fiksirana na dva stupa i pomiče se pomoću mehanizma za podizanje.Postavljanje i stezanje dijela, kao i centriranje se provodi kada se ploča pomiče.Multi -vretenaste glave služe za obradu grupa rupa.
Na strojevima za tokarenje i cilindrično brušenje obradaci se, ovisno o obliku i veličini, ugrađuju u središta ili u steznu glavu. Jedno središte nalazi se u vretenu zadnjeg dijela, a drugo u vretenu zadnjeg dijela tokarilice ili brusilice. Uložak je instaliran i fiksiran na kraju vretena glave stroja. Centri su podijeljeni u sljedeće vrste:
1. Fiksni normalni i posebni;
2. Rotirajući normalni i posebni;
3. Plutajući specijal;
4. Valoviti poseban;
5. Izrežite.
Pogonski uređaji služe za prijenos rotacijskog gibanja (momenta) od vretena stroja do izratka montiranog u središtima, na trnu ili u steznoj glavi. Pokretni uređaji uključuju stezaljke i pogonske prednje ploče. Prilikom ugradnje izradaka, kod kojih je duljina izbočenog dijela iz uloška 3 ... 15 promjera ili više, kao dodatna potpora koriste se stacionarni i pomični oslonci.
Tehnički normativ vremena za izradu dijela jedan je od glavnih parametara za izračun cijene proizvedenog dijela, broja proizvodne opreme, plaća radnika i planiranja proizvodnje.
Tehnička norma vremena utvrđuje se na temelju tehničkih mogućnosti tehnološke opreme, alata za rezanje, alatnih strojeva i pravilne organizacije radnog mjesta.
Norma vremena jedan je od glavnih čimbenika za ocjenu savršenstva tehnološkog procesa i odabir najnaprednije opcije za izradu dijela.
U velikoj i masovnoj proizvodnji, ukupno vrijeme (min) za operaciju strojne obrade jednog dijela određeno je formulom
T w \u003d T o + T in + T t.o + T o.p,
gdje je T o - tehnološko (osnovno) vrijeme, min; T in - pomoćno vrijeme, min; T t.o - vrijeme za održavanje radnog mjesta, min; T o.p - vrijeme za fizičke potrebe (odmor i prirodne potrebe), min.
Tehnološko vrijeme za obradu u više prolaza
T o \u003d L p .x i / (n c t s st),
gdje je L p.x procijenjena duljina radnog hoda reznog alata, tj. put koji prijeđe alat za rezanje u smjeru posmaka, mm određuje se formulom (30); i je broj radnih hodova reznog alata; n st - brzina vretena stroja, usvojena prema putovnici stroja, o / min; s st - dovod prema podacima putovnice stroja, mm / rev.
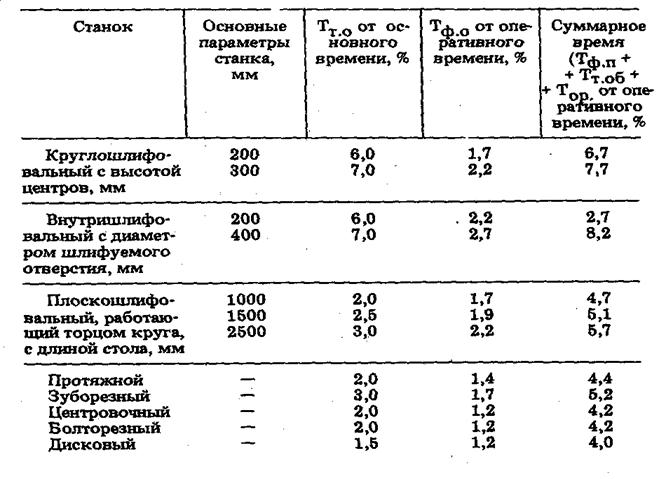
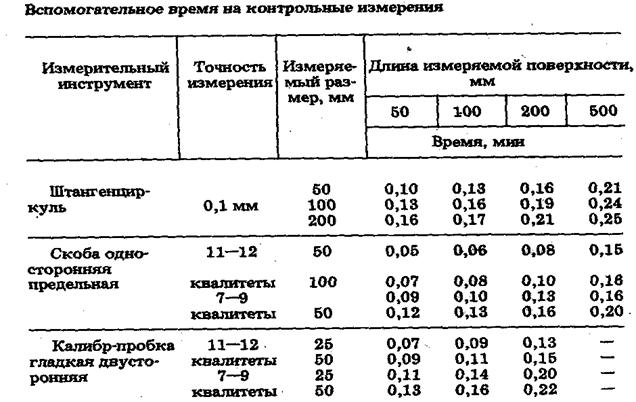
Pomoćno vrijeme T u obradi izratka ovisi o stupnju mehanizacije, masi izratka i drugim elementima koji se izvode u ovoj operaciji. Sastoji se od vremena za ugradnju i uklanjanje dijela T usta; vrijeme povezano s prijelaznom T trakom (postavljanje alata uz granu, zaustavljanje, označavanje; preliminarno mjerenje; uzimanje ispitnih čipova itd.); vrijeme povezano s prijelazom na tehnike koje nisu uključene u komplekse T po.k. (promjena brzine vretena stroja, promjena posmaka, okretanje rezne glave itd.); vrijeme za kontrolna mjerenja T meas, koje se postavlja prema normativnim tablicama i tablici 47, ovisno o točnosti mjerenja, dimenzijama mjerenih površina, uzimajući u obzir koeficijent periodičnosti. Formula za izračunavanje pomoćnog vremena je
T in \u003d (T y c t, + ST traka + ST traka.k + ST meas) Do televizor,
gdje Do t in - faktor korekcije za pomoćno vrijeme, ovisno o veličini šarže prerađenih proizvoda (tablica 45).
Vrijeme za održavanje radnog mjesta, utrošeno na postavljanje, uklanjanje i zamjenu tupih reznih alata, na punjenje brusnih ploča, podmazivanje i podešavanje stroja, čišćenje strugotine tijekom rada itd., određuje se kako slijedi.
T t.o \u003d (T o + T c) (a p.o / 100),
gdje je p.o. - vrijeme za održavanje radnog mjesta kao postotak radnog vremena, koje se odabire prema standardnim tablicama ovisno o vrsti proizvodnje.
Vrijeme za odmor i fizičke potrebe su jednake
T o.p \u003d (T o + T in,) (i tako / 100),
gdje je a so - vrijeme za odmor i fizičke potrebe (u%) na operativno vrijeme, koje se bira prema normativnim tablicama (46).
U serijskoj i jediničnoj proizvodnji kao tehnička norma vremena uzima se komadno obračunsko vrijeme, formula za obračun koja ima oblik
T sh.k \u003d T w + (T pz / n d),
gdje je T p.z - pripremno i završno vrijeme utrošeno na pripremu i podešavanje stroja za obradu određene serije dijelova, dobivanje potrebne tehnološke opreme, dokumentacije, kao i na isporuku obrađenih dijelova, dokumentacije i opreme; n d - broj obradaka u partiji.
Tablica 45
Prosječna vrijednost faktora korekcije
Primjer. Odredite stopu radnog vremena za grubu operaciju rezanja zupčanika. Početni podaci:
Detalj - zavojni cilindrični kotač. Materijal dijela je čelik 45 GOST 1050-74, s in = 600 N/m. Težina dijela 6 kg. Oprema - stroj za rezanje zupčanika 5E32. Uređaj - trn. Hlađenje - ulje. Modul zuba m = 4 mm. Broj zuba zupčanika z \u003d 40. Širina prstenastog zupčanika B u \u003d 40 mm, b d \u003d 30 °.
1. Instalirajte, pričvrstite, otkopčajte i uklonite četiri obratka.
2. Zubi glodalice m = 4 mm, z = 40.
Riješenje.
jedan). Odabiremo pužni modularni rezač s vanjskim promjerom D d \u003d 100 mm, s modulom m \u003d 4 mm prema GOST 9224-74. Pužno glodalo s dva navoja, klasa točnosti C. Istoimeni je smjer uspona zavojnice rezača i zuba rezne ploče. Materijal reznog dijela pužnog rezača izrađen je od čelika R18 GOST 19256-73. Trajnost alata T st = 480 min.
2). Zubi zupčanika se režu u jednom radnom hodu. Dubina rezanja t p = 9 mm.
Tablica 46
Nastavak 46
Tablica 47
3). Dovod za dvosmjerni pužni rezač odabiremo prema standardnim tablicama: s tabl = 1,2 - 1,4 mm / okr. Ispravljamo brzinu posmaka, uzimajući u obzir faktor korekcije za tvrdoću čeličnog materijala 45 GOST 1050-88 (K m \u003d 0,9) i kut nagiba zuba i zavojnica (K u \u003d 0,8):
s calc \u003d s tablica K m K in \u003d 1,4 ∙ 0,9 ∙ 0,8 \u003d 1,008 mm / rev
Prihvaćamo prema putovnici stroja: s st \u003d 1 mm / rev.
četiri). Odabiremo brzinu rezanja prema tabličnim standardima:
V tablica = 0,7 m/s (42 m/min).
Ispravljamo brzinu rezanja, uzimajući u obzir faktore korekcije za čelik 45, HB 170 ... 207: K mv \u003d 0,8 i K b \u003d 0,9.
Izračunatu brzinu rezanja određujemo formulom:
V calc \u003d s tablica K m v K ŋ = 0,7 0,8 0,9 \u003d 0,5 m / s (30 m / min)
5). Odredite brzinu pužnog rezača:
n fr.calc =  95,51 o/min
95,51 o/min
Postavite frekvenciju rotacije rezača prema putovnici stroja:
n st \u003d 100 o/min.
6). Stvarna brzina rezanja određena je formulom:
V d \u003d p × D n × n st / (1000 × 60) = 3,14 × 100 × 100 / (1000 × 60) = 0,62 m / s.
7). Duljina radnog hoda alata u procesu obrade određena je formulom:
L r.x \u003d (L pa sredina + l 1 + l 2 + l 3) ∙ z 3 \u003d (160 + 2 + 37,2 + 2) ∙ 40 = 8048 mm.
L calc = 40 mm (prihvatiti prema crtežu dijela); l 1 = 2 mm; l 3 \u003d 2 mm.
Vrijednost dovoda l 2 određena je formulom:
L 2 \u003d (1,1¸1,3) ∙ ![]()
![]() 37,2 mm
37,2 mm
gdje je h dubina šupljine zuba mm, h= t. (h = 2,25m =2,25 × 4=9 mm.)
U vezi s istovremenom obradom četiri zupčanika, potrebno je povećati L calc za 4 puta (L calc = 40 × 4 = 160 mm).
osam). Glavno (tehnološko) vrijeme za obradu zuba četiriju zupčanika određeno je formulom:
T o = 
Za jedan rezni zupčanik, glavno vrijeme će biti:
T o \u003d 40,24 / 4 \u003d 10,06 min.
9). Pomoćno vrijeme za operaciju T in određeno je standardnim tablicama. Pomoćno vrijeme za ugradnju dijela na trn mase do 5 kg je: T set = 0,7 min. Dodatno pomoćno vrijeme za svaku sljedeću ugradnju dijela T ext na trn bit će: T ext = 0,26 min.
T u \u003d 0,7 + 0,26 \u003d 0,96 min.
Vrijeme za kontrolna mjerenja ne ulazi u normu pomoćnog vremena jer se preklapa s glavnim vremenom.
deset). Vrijeme za servisiranje radnog mjesta za rezanje zupčanika određeno je kao postotak glavnog vremena, gdje je t o \u003d 3%:
T tako = T o a t.o. /100 = 10,06×3/100 = 0,3 min.
jedanaest). Vrijeme za odmor i prirodne potrebe radnika određuje se (u%) od radnog vremena, gdje je ex \u003d 4%:
T exc =  = 0,44 min.
= 0,44 min.
12. Po komadu vrijeme za izradu jednog dijela bit će:
T kom \u003d To + T in + T t.o + T exc \u003d 10,06 + 0,96 + 0,3 + 0,44 \u003d 11,76 min.
Vrijeme isporuke za masovnu proizvodnju nije definirano.
12. Tehničko-ekonomska usporedba opcija
prijepis
1 Ministarstvo obrazovanja i znanosti Ruske Federacije Saratovsko državno tehničko sveučilište TEHNIČKA REGULACIJA OPERACIJA STROJNE OBRADE Smjernice za laboratorijski rad u disciplini "Osnove tehnologije strojarstva" za studente specijalnosti Tehnologija strojarstva s punim radnim vremenom, večernjim i daljinskim učenjem Odobreno od strane uredničkog i izdavačkog vijeća Saratovskog državnog tehničkog sveučilišta Saratov 2012.
2 Svrha rada je određivanje norme vremena za obradu dijelova na univerzalnom strugu za uvjete masovne proizvodnje. 2 OSNOVNI POJMOVI Pod tehničkom normom vremena treba razumjeti utvrđenu normu vremena za obavljanje određenog posla /u minutama/ za određene organizacijsko-tehničke uvjete. Norma vremena u uvjetima jedinične i masovne proizvodnje određena je komadnim vremenom: T T T T T T. gdje je T kom T m T vsp T obs T otd, (3) T m glavno vrijeme, min; T pomoćno pomoćno vrijeme, min; Vrijeme održavanja radnog mjesta T obs, min; T otd vrijeme odmora i pauze u radu, min; T pz pripremno i završno vrijeme, min; n je broj dijelova u lotu. Glavno (strojno) vrijeme je vrijeme tijekom kojeg se uklanjaju strugotine i mijenjaju oblik, veličina i kakvoća površine izratka ili poluproizvoda. Ovaj proces, u pravilu, provodi samo stroj bez izravnog sudjelovanja radnika. Za tokarski stroj strojno (glavno) vrijeme određuje se po formuli: l1 l2 l l1 l2 l T m i i, (4) n S S min gdje je l duljina površine izratka, mm; l 1 duljina rezanja, mm; l 2 duljina prekoračenja rezača, mm; n brzina vretena, o/min; S posmak po okretaju, mm/min; S min minutni posmak, mm/min; I broj prolaza (obično i = 1-5) / Za druge vrste obrade formule za izračun dane su u referentnoj literaturi. org tehnički odjel
3 Pomoćno vrijeme troši se na radnje koje osiguravaju obavljanje glavnog posla i uključuje: vrijeme za ugradnju, fiksiranje i skidanje dijela, za upravljanje strojem: pokretanje i zaustavljanje, promjenu brzine i posmaka vretena itd., vrijeme za brzu približavanje i povlačenje reznog alata u prvobitni položaj, vrijeme za kontrolna mjerenja parametara točnosti i hrapavosti obrađene površine. U uvjetima masovne i velike proizvodnje pomoćno vrijeme se određuje metodama. Na primjer, uključite rotaciju vretena, postavite dio, popravite dio itd. U uvjetima masovne proizvodnje, pomoćno vrijeme određeno je 3 standardna kompleksa: vrijeme za ugradnju i uklanjanje dijela; vrijeme povezano s prijelazom (donesite alat, uključite dovod, isključite stroj itd.); vrijeme za kontrolna mjerenja. Pomoćno vrijeme se određuje pomoću standarda ili na temelju mjerenja vremena. Vrijeme održavanja radnog mjesta izvođač troši na održavanje tehnološke opreme u ispravnom stanju i brigu o njoj i radnom mjestu. U uvjetima masovne proizvodnje, strojnog i automatiziranog rada, vrijeme održavanja radnog mjesta dijeli se na vrijeme tehničkog održavanja i vrijeme organizacijskog održavanja. Vrijeme održavanja T teh je vrijeme utrošeno na brigu o radnom mjestu (opreme) tijekom ovog konkretnog posla: mijenjanje tupih alata, podešavanje alata i podešavanje opreme tijekom rada, pometanje strugotine itd. Vrijeme održavanja određuje se u % glavnog vremena: T oni % T mach. (5) Vrijeme organizacijskog održavanja Vrijeme pregovaranja za održavanje radnog mjesta tijekom radne smjene: vrijeme za postavljanje i čišćenje alata na početku i na kraju smjene, vrijeme za pregled i ispitivanje opreme, vrijeme za njeno podmazivanje i čišćenje itd. Vrijeme organizacijske usluge određeno je u % operativnog vremena: T %. (6) org T op Brojčane vrijednosti postotka dane su u referentnoj literaturi ili su određene na temelju fotografije radnog dana. Vrijeme odmora i stanke u radu uvodi se u normu vremena pri obavljanju fizički teškog (težina veća od 10 kg) ili monotonog i zamornog rada. Osim toga, ova struktura vremena uključuje i vrijeme za fizičke potrebe osobe. Ovo vrijeme je određeno u 3
if ($this->show_pages_images && $page_num doc["images_node_id"]) (nastavi; ) // $snip = Library::get_smart_snippet($text, DocShare_Docs::CHARS_LIMIT_PAGE_IMAGE_TITLE); $snips = Library::get_text_chunks($text, 4); ?>4 posto operativnog vremena prema imeniku ili na temelju fotografije radnog dana. T otd % T op. (7) Pripremno-završno vrijeme je vremenski interval utrošen na pripremu izvođača i sredstava tehnološke opreme za izvođenje tehnološke operacije i dovođenje istih u stanje nakon završetka smjene. Ovo vrijeme se određuje prema standardima izrađenim na temelju fotografije radnog dana, a postavlja se za seriju dijelova. Obuhvaća: nabavu materijala, alata, pribora, tehnološke dokumentacije i radnih naloga; upoznavanje s crtežom, tehnološkom dokumentacijom; ugradnja alata, pribora, podešavanje opreme za odgovarajući način rada; uklanjanje pribora i alata nakon završetka rada; isporuka gotovih proizvoda, ostataka materijala, pribora, alata, tehnološke dokumentacije i narudžbi. Normativ operativnog vremena T op je normativ vremena za izvođenje tehnološke operacije koji se sastoji od zbroja normativa glavnog i nepoklapajućeg pomoćnog vremena, tj. T T T. (8) 4 op mash ODREĐIVANJE RADNOG VREMENA Određivanje vremena je metoda proučavanja utroška radnog vremena za izvođenje ponavljajućih ručnih i strojno-ručnih elemenata radnih operacija mjerenjem njihova trajanja i naknadnom analizom uvjeta za njihovu provedbu. . Svrha mjerenja vremena u strojnoj obradi je utvrditi normalno trajanje normi za pomoćno vrijeme, vrijeme održavanja, pripremno i završno vrijeme, vrijeme odmora i stanke u radu. Mjerenje vremena sastoji se od sljedećih faza: 1. Priprema za mjerenje vremena. 2. Izrada zapažanja. 3. Obrada i analiza materijala promatranja. 4. Izbor najracionalnijih elemenata i proračun normalnog trajanja elemenata rada. Priprema za mjerenje vremena uključuje: rastavljanje operacije ili strukturne komponente koja se proučava na tehnike ili skupove tehnika (uključivanje stroja, ugradnja i uklanjanje dijela, itd.); vsp
5 postaviti početak i kraj svakog trika ili niza trikova pomoću točaka za pričvršćivanje; ovisno o vrsti proizvodnje i ukupnom trajanju operacije, postaviti prema pril. 1 potreban broj mjerenja pri izvođenju kronometrijskog promatranja /vrijednost vremenskog niza/. Promatranja Određivanje vremena obično se provodi u sredini smjene, kada je radnik ušao u ritam rada, nakon što je obradio otprilike trećinu detalja dnevnog učinka. Mjerenje se može provesti na dva načina: odvojenim (selektivnim) višestrukim zamjenama pojedinih elemenata ili konstrukcijskih dijelova; ukupna mjerenja svih proučavanih elemenata tijeka rada. Mjerenje se vrši pomoću štoperice. Štoperica se pokreće i zaustavlja na fiksnim točkama. Obrada i analiza materijala opažanja. Svaka vremenska serija se analizira kako bi se identificirala manjkava mjerenja koja se razlikuju u precijenjenim ili podcijenjenim vrijednostima. Nakon što su neispravna mjerenja eliminirana, preostali vremenski niz se provjerava za stvarni faktor stabilnosti vremenskog niza. To f T max /T min, (9) gdje je T max najveća vrijednost trajanja elementa; T min je minimalna vrijednost trajanja. Dobivena vrijednost Kf uspoređuje se s njegovom normalnom vrijednošću (Prilog 2). Ako izračunata vrijednost Kf prelazi standardnu vrijednost, mjerenja se moraju ponoviti. FOTOGRAFIRANJE RADNOG DANA Fotografiranje radnog vremena jedna je od metoda proučavanja procesa rada kontinuiranim promatranjem i mjerenjem svih njegovih troškova tijekom cijele radne smjene. Proizvedeno kako bi se identificirale rezerve za povećanje produktivnosti. Fotografija može biti: pojedinačna; skupina; samofotografiranje. Individualna fotografija radnog vremena služi za promatranje pojedinog izvođača. U popisu opažanja od trenutka početka promatranja bilježi se sadržaj troškova, vrijeme njihova završetka 5
6 i broj proizvoda / operacija / proizvedenih za određena razdoblja radnog vremena, koji su prekinuti iz bilo kojeg razloga. Svi troškovi moraju biti diferencirani u skladu s prihvaćenom klasifikacijom troškova radnog vremena. Obrada rezultata promatranja uključuje utvrđivanje trajanja za svaki utrošak radnog vremena, indeksiranje troškova (svrstavanje u odgovarajuću kategoriju), sastavljanje stvarnog i projektiranog bilansa te utvrđivanje obilježja korištenja radnog vremena. Podaci opažanja i obrade fotografija radnog dana dati su u posebnim obrascima koji su tipični za sva poduzeća. Obrada pojedinačne fotografije radnog vremena završava se izradom organizacijskih i tehničkih mjera za otklanjanje gubitka radnog vremena. Grupna fotografija kada se praćenje provodi istovremeno za grupu radnika. Samofotografiranje kada zaposlenik, bez odvraćanja od glavnog posla, označava početak, kraj i razlog zastoja u posebnoj kartici za samofotografiranje. Uz određenu prethodnu pripremu, ovom metodom je moguće promatranjem obuhvatiti gotovo sva radna mjesta i u kratkom vremenu dobiti podatke o glavnim gubicima radnog vremena na svakom radnom mjestu. 6 POSTUPAK IZVOĐENJA RADA 1. Obraditi dio na tokarskom stroju prema zadanoj skici prema zadanoj opciji prema tablici, koja se sastoji od 2 ili 3 prijelaza (tablica): čeonu površinu izrezati na veličinu L 1; okrenuti D na duljinu L; izbušite d na duljinu l. Mogućnosti obrade dijela p/n D D 1 L L 1 d l Veličina serije Ovisno o vrsti alatnog materijala rezača i materijalu izratka, odaberite uvjete rezanja prema referentnoj literaturi.
7 3. Izračunajte duljinu pomaka reznih alata (uzimajući u obzir uranjanje i prekoračenje) za svaki tehnološki prijelaz. 4. Odredite glavno (strojno) vrijeme za obradu dijela. 5. Izvršite mjerenje vremena pomoćnog vremena za operaciju, za što: podijelite pomoćno vrijeme na prijeme; kombinirati tehnike u standardne komplekse, fiksirajući početak i kraj svakog kompleksa; prema inicijalnom i završnom prijemu u tipičnom kompleksu odrediti početnu (NFZH) i završnu (CFT) točku učvršćenja, ali tako da se ne propusti niti jedan pokret radnika, tj. konačna točka učvršćivanja jednog kompleksa bila je početna točka sljedećeg, na primjer, CFT 2 = NFT 1. odrediti prid. 2 potreban broj promatranja; napraviti zapažanja; ispuniti obrazac za promatranje (prilog 4); obraditi primljene podatke; odrediti faktor stabilnosti vremenske serije prema formuli (9) i usporediti ga s normalnim prema pril. 2; ponovite mjerenja ako je potrebno. 6. Prema priručniku normizatora za uvjete serijske proizvodnje odrediti strukturne komponente vremenske norme: T obl, T otd, T pz. 7. Izračunajte normu vremena T kom na cijelu operaciju. 8. Fotografirajte radno vrijeme obrade jednog dijela. 9. Usporedite izračunate podatke T kom s vremenom određenim fotografijom tijeka rada. 10. Pripremiti izvješće o radu. IZVJEŠĆE O RADU 1. Kratki teorijski dio. 2. Skica obrade dijela s tablicom uvjeta rezanja za svaki tehnološki prijelaz (Prilog 3). 3. Popis pomoćnih vremenskih tehnika i njihovo kombiniranje u tipične komplekse s NFT i CFT fiksacijskim točkama. 4. Izračuni normi vremena i popunjeni opažački list. PITANJA ZA SAMOPROVJERU 1. Struktura tehnički normativ vrijeme. Imenovanje strukturnih komponenti. 2. Metode određivanja strukturnih komponenti. 3. Metodologija određivanja vremena. 7
8 4. Fotografiranje radnog vremena, njegova svrha i ciljevi. Metode fotografiranja. 5. Značajke tehničke regulacije operacija u različitim vrstama proizvodnje. POPIS KORIŠTENIH IZVORA 1. Obrada metala rezanjem: tehnološki priručnik / ur. A.A. Panov. M.: Mašinostroenie, str. 2. Priručnik ocjenjivača / ur. A.V. Akhulov. L.: Mašinostroenie, str. 3. Referentni tehnolog-strojograditelj / Ed. A.G. Kosilova i R.K. Meshcheryakova. M.: Mašinostroenie, str. 4. Priručnik metalca. T.4. / Ed. M.P. Novikov i P.N. Orlov. M.: Mašinostroenie, str. 5. Opći inženjerski vremenski standardi. Masovna proizvodnja. M.: Mašinostroenie, str. osam
9 Dodatak 1 Broj promatranja tijekom mjerenja vremena Broj mjerenja s trajanjem Trajanje Vrsta operacije u min. operacije do 0, Masa 0,1-0, /protok/ preko 0, Veliki razmjeri do 0,1 0,1-0,3 preko 0,3 Stabilnost vremenske serije min. strojni rad ručni rad Skupni / linijski / veliki do 0,1 0,1-0,3 preko 0,3 do 0,1 0,1-0,3 1,5 1,3 1,2 1,8 1,5 2,0 1,7 1,5 preko 0,3 1,3 Serijski - 1,7 2,5 Mali - 2,0 3,0 Napomene: 1. Strojni rad uključuje operacije koje se izvode na alatnim strojevima, prešama, čekićima itd. 2. Za elemente glavnog vremena, izvedene na strojevima za rezanje metala s automatskim dodavanjem, faktor stabilnosti ne smije biti veći od 1,1 za sve vrste proizvodnje. prijelazi Uvjeti rezanja i vremenska ograničenja za tokarenje Naziv prijelaza D, mm L, mm t, mm S, mm/okret V, m/min 2,5 2,0 1,7 Dodatak 3 n, o/min T m, min Napomena: D je promjer obrade ; L duljina obrade; t dubina rezanja; S posmak po okretaju; n brzina vretena; V brzina rezanja; T m vrijeme stroja. 9
10 Prilog 4 List promatranja Naziv prihvatnih kompleksa Fiksne točke motrenja 1 2. n Vrijeme motrenja Ukupno trajanje Prosječno trajanje Koeficijent stabilnosti norm. činjenica. Norma vremena za pomoćni kompleks 10
11 TEHNIČKA REGULACIJA OPERACIJA STROJNE OBRADE Smjernice za laboratorijski rad Sastavio: NASAD Tatyana Gennadievna KOZLOV Gennady Alexandrovich Recenzent: I.A. Maslyakova Urednik K.A. Kulagina Računalni izgled Yu.L. Zhupilova Potpisano za tisak Format /16 Papir. pomaknuti. Konv. pećnica l. 0,69 (0,75) l. 0,6 Tiraž 100 primjeraka. Narudžba 193 Slobodno Saratovsko državno tehničko sveučilište, Saratov, Politekhnicheskaya st., 77 Tisak SSTU Publishing House, Saratov, st. Veleučilište, 77 Tel.
12 12
REGULACIJA RADA. VREMENSKI PLAN Elena Alekseeva, izvanredna profesorica, Moskovsko državno tehničko sveučilište. N.E. Bauman Nadežda Ivanova, kandidatica ekonomije, izvanredna profesorica Moskovskog državnog tehničkog sveučilišta. N.E. Bauman Utvrđivanje vremena provedenog na obavljenom radu normiranje rada
TEMA: METODE PROUČAVANJA TROŠKOVA RADNOG VREMENA Metode proučavanja troškova radnog vremena Istraživački zadaci procesi rada: utvrđivanje stvarnog vremena utrošenog na izvođenje elementarnih operacija (rad
UDC 2151 Metode proučavanja troškova radnog vremena D. I. Dolgov (dr. sc., izvanredni profesor Odsjeka za menadžment i ekonomiju obrazovanja, MordGPI named of M. E. Evseviev, Saransk), 89053783787, E-mail: [e-mail zaštićen]
MINISTRI OBRAZOVANJA I ZNANOSTI RUSKE FEDERACIJE FEDERALNA AGENCIJA ZA OBRAZOVANJE Državna obrazovna ustanova visokog stručnog obrazovanja "Orenburg State
Savezna agencija za željeznički promet Ural Državno sveučilište sredstava veza Zavod za "Ekonomiku prometa" T. S. Lesser Organizacija i planiranje proizvodnje Metod.
106 OSOBLJE A. N. Dubonosova, zamjenik načelnika PEO RADNA REGULACIJA: REGULACIJA RADNOG VREMENA GLAVNIH PROIZVODNIH RADNIKA Glavne teme Racioniranje rada, njegovi glavni zadaci Struktura radnika
SREDNJE STRUČNO OBRAZOVANJE Kovalchuk L.P. METODIČKA POMOĆ ZA IZVOĐENJE PRAKTIČNIH RADOVA IZ DISCIPLINE "TEHNIČKA REGULATIVA" ZA STUDENTE SPECIJALNOSTI 151001 Recenzenti: Ravnatelj
Približan izračun osoblja strukturne jedinice računovodstva I. Opći dio 1. Standardi se razvijaju na temelju: smjernice o razvoju sustava racioniranja rada u državi
M I N I S T E R S T O E D U R A O V A N I A I A N A U K I R O S S I O Y SAVEZNE DRŽAVNE SAMOSTALNE OBRAZOVNE USTANOVE VISOKOG STRUČNOG OBRAZOVANJA "Nacionalna
UDK 658.58; 658.523 N.S. Maslyakov, doktorand, mentor: M. S. Ostrovsky, doktor tehničkih znanosti, profesor, Moskovsko državno rudarsko sveučilište E-mail: [e-mail zaštićen] Prednosti univerzalnih strojeva,
Dokument je osigurao ConsultantPlus "Racioniranje i nagrađivanje u industriji", 2011., N 5 NAJBOLJE ISKUSTVO REGULACIJE RADA U INŽENJERSKIM PODUZEĆIMA Moderna teorija i napredna
Sadržaj UVOD ... 4 1 ORGANIZACIJA RADA NA RADNOM MJESTU ... 5 1.1 Opće karakteristike radnog mjesta i uvjeti rada ... 5 1.2 Kratak opis proizvodnog pogona i karakteristike tehnološke
Sustav SPRUT-TP namijenjen je informacijskoj potpori procesa tehničkog projektiranja i automatizacije razvoja tehnoloških procesa, uključujući izradu tehničke dokumentacije: od
MINISTARSTVO OBRAZOVANJA I ZNANOSTI RUSKE FEDERACIJE Savezna državna proračunska obrazovna ustanova visokog stručnog obrazovanja "NACIONALNO ISTRAŽIVANJE TOMSK POLYTECHNICAL
PROGRAM UVODNIH TESTOVA iz predmeta "TEHNOLOGIJA INŽENJERSTVA" Uvod Ciljevi, zadaci, predmet discipline, njena uloga i odnos s drugim disciplinama. Vrijednost discipline u sustavu treninga
Koncept "socijalnog tržišnog gospodarstva" sadrži sljedeće odredbe: 1) državnu regulaciju u svim sferama upravljanja; 2) odgovornost svakog zaposlenika za rezultate rada
MINISTARSTVO OBRAZOVANJA I ZNANOSTI RUSKE FEDERACIJE DRŽAVNA OBRAZOVNA USTANOVA VISOKOG STRUČNOG OBRAZOVANJA "SAMARA STATE AEROSPACE SVEUČILIŠTE" nazvano po akademiku S.P. KRALJICA
Ministarstvo obrazovanja i znanosti Ruske Federacije Državno tehničko sveučilište u Saratovu CAD T-FLEX CAD 10 IZGRADNJA I UREĐIVANJE 2D CRTANJA ŠILICE
MINISTARSTVO OBRAZOVANJA I ZNANOSTI RUSKE FEDERACIJE ST. PETERBURG NACIONALNO ISTRAŽIVAČKO SVEUČILIŠTE INFORMACIJSKIH TEHNOLOGIJA, MEHANIKE I OPTIKE INSTITUT ZA HLADNU I BIOTEHNOLOGIJU L.V. Minčenko
Tema 5. VIŠEALATNA OBRADA OBRADAKA Svrha je proučiti tehnološke mogućnosti višealatne obrade na revolver tokarilici, glavne sastavne dijelove stroja i njihovu namjenu; stjecanje
MINISTARSTVO OBRAZOVANJA I ZNANOSTI RUSKE FEDERACIJE Savezna proračunska državna obrazovna ustanova visokog stručnog obrazovanja "ULJANOVSKO DRŽAVNO TEHNIČKO SVEUČILIŠTE"
Savezna agencija za obrazovanje Državna obrazovna ustanova visokog stručnog obrazovanja Ivanovo Državno sveučilište za kemiju i tehnologiju PRAKIKUM po disciplini
[ E[M]EKONOMIJA ] znači: Uštedite vrijeme, novac i prostor! MAXXMILL 500 5-osni obradni centar za vertikalno glodanje MAXXMILL 500 MAXXMILL 500 JE VERTIKALNA OBRADA ZA GLODANJE
Opcija 1 "Racioniranje i plaće u poduzeću" Uvod 1. Teorijski dio 1. Standardi rada, metode za njihovu uspostavu, proučavanje, analiza 1.1. Racioniranje rada i njegove vrste 1.2. Radno vrijeme univerzalno
METODOLOGIJA IZRADE STANDARDA Svrha ispita: naučiti studente metodologiji normiranja vježbi u obuci vatrogasne vježbe. Za postizanje cilja student mora ispuniti i
DRŽAVNA OBRAZOVNA USTANOVA VISOKOG STRUČNOG OBRAZOVANJA "SAMARA STATE AEROSPACE UNIVERSITY" nazvana po akademiku S. P. KOROLEVU DIZAJN TEHNOLOŠKIH PROCESA
MINISTARSTVO POLJOPRIVREDE I PREHRANE REPUBLIKE BJELORUSIJE GLAVNI ODJEL ZA OBRAZOVANJE, ZNANOST I OSOBLJE OBRAZOVNA USTANOVA "BJELORUSKA DRŽAVNA POLJOPRIVREDNA AKADEMIJA" Odjel
B A C A L A V R I A T V.P. Pashuto Organizacija, regulacija i nagrađivanje rada u poduzeću Obrazovni i praktični priručnik KnorS Moskva 2017 UDC 331(075.8) LBC 65.24ya73 P22 Recenzenti: V.I. Demidov, glava
1. Tokarski stroj 16K20. rotacija vretena. Nacrtajte blok dijagram stroja kada koristite vodeći vijak. 2. Pregledajte dizajn prema priloženom crtežu. 3. Koje su metode oblikovanja
UDK 62191302: 6219025 ODREĐIVANJE RACIONALNIH UVJETA REZANJA PRI GLODANJU ZUPČANIKA S PUŽNIM GLODIMA BEZ ZUPČAKA VA Khomenko, PO Cherdantsev, AO Cherdantsev Tehnika za određivanje racionalnog
Ruska državna knjižnica Racioniranje rada u knjižnici Metodološke preporuke Moskva "Paškov dom" 2013 "-7T 1osUDarstpb" ntgg77 ~ u;.1,;ac ~ znanstvena biblioteka """ Krasnojarskog kraja M ^ 1US [_
2 PALETNI HORIZONTALNI OBRADNI CENTAR H3 TEHNIČKE SPECIFIKACIJE TEHNIČKE SPECIFIKACIJE OPREMA Hod osi X, mm 460 Hod osi Y, mm 350 Hod osi Z, mm
MINISTARSTVO OBRAZOVANJA I ZNANOSTI RUSKE FEDERACIJE FGBOU VPO URALNO DRŽAVNO SVEUČILIŠTE ZA ŠUMARSKO INŽENJERSTVO Katedra za alatne strojeve i alate I.T. Glebov OPREMA INDUSTRIJE Provjera točnosti stroja za debljinu
MINISTARSTVO OPĆEG I STRUKOVNOG OBRAZOVANJA REGIJE SVERDLOVSK
2013 ZNANSTVENI GLASNIK MSTU GA 190 STEPANENKO Članak je predstavio doktor ekonomskih znanosti, profesor Artamonov
Zadatak kontrolnog rada Po opcijama je potrebno riješiti sljedeće zadatke: 1. Odrediti intenzitet rada po jedinici proizvoda, ako je obujam proizvodnje iznosio .. kom. Opći troškovi rada. osoba
PRAKSA ORGANIZACIJE REGULACIJE RADA 13 UDC 349.22 REVIZIJA SUSTAVA REGULACIJE RADA U PODUZEĆU AL Žukov, doktor ekonomskih znanosti. znanosti, profesor na Akademiji za rad i socijalne odnose, e-mail: [e-mail zaštićen]
1. Ciljevi i zadaci discipline 1.1. Svrha, ciljevi discipline, njezino mjesto u pripremi prvostupnika, specijalista (uzimajući u obzir zahtjeve Saveznih državnih obrazovnih standarda) Svrha proučavanja discipline je naučiti studente prihvaćanju znanstveno utemeljenog
A.A. Nosenko METODOLOŠKE UPUTE O STUDIJI IZVEDIVOSTI SOFTVERSKIH ALATA (PS) (Izvodi se u skladu s metodologijom V.A. Palitsyna "Studija izvedivosti diplomskih projekata",
OTVORENO DIONIČKO DRUŠTVO "FEDERAL GRID COMPANY JEDINSTVENOG ENERGETSKOG SUSTAVA" ORGANIZACIJSKI STANDARD JSC FGC UES STO 56947007-29.240.128-2012 Smjernice za razvoj i puštanje u rad
Operater alatnih strojeva s programskim upravljanjem (SPU) Što radi “Operator SPU”? Radi na suvremenim alatnim strojevima s programskim upravljanjem - Sastavlja program izrade na računalu - Ulazi
Kinematika mjenjača: smjernice. / Comp. Kondratyeva N.M., Kondratyuk A.A. Tomsk: Izdavačka kuća Tomskog sveučilišta za arhitekturu i građevinarstvo, 2004. - 21 str. Recenzent prof. V.D. Urednik Rudneva
MINISTARSTVO OBRAZOVANJA I ZNANOSTI RUSKE FEDERACIJE Sankt-Peterburško državno elektrotehničko sveučilište "LETI"
Program postupnog poboljšanja sustava plaća u državnim (općinskim) institucijama za 2012.-2018. (Uredba Vlade Ruske Federacije od 26. studenog 2012. 2190-r) Faza 1 Poboljšanje
Upute za upotrebu 1 1 5 2 1-fotografija procesa podešavanja; 2-tekst koji objašnjava radnju na fotografiji; 3 vremena dodijeljena za izvođenje ove radnje; 4-ukupno vrijeme postavljanja od početka postavljanja
RUSKO SVEUČILIŠTE PRIJATELJSTVA NARODA INŽENJERSKI FAKULTET
5-osni vertikalni obradni centri FU-650 FU-800 služe vam od 1990.
SAVEZNA DRŽAVNA PRORAČUNSKA OBRAZOVNA USTANOVA VISOKOG STRUČNOG OBRAZOVANJA "UDMURT DRŽAVNO SVEUČILIŠTE" Institut za civilnu obranu Katedra za opće inženjerske discipline
Veća pouzdanost kod dubokog odvajanja Prioritetni zahtjevi za duboko odvajanje identificirani su u ranoj fazi razvoja novog koncepta s opsežnom industrijskom integracijom: pouzdanost procesa
SAŽETAK RADNIH PROGRAMA OBRAZOVNIH DISCIPLIN Anotacija tečajeva, predmeta, disciplina (modula), praksi Anotacija discipline "Uvod u smjer" Ukupni intenzitet rada discipline je 2 boda
8.1 Optimizacija potrošnje radnog vremena voditelja računa logističke tvrtke 8.1 Povremeno se poduzeća u logističkoj i transportnoj industriji suočavaju s problemom povećanja vremena isporuke
MINISTARSTVO OBRAZOVANJA I ZNANOSTI RUSKE DRŽAVNE OBRAZOVNE USTANOVE VISOKOG STRUČNOG OBRAZOVANJA "TJUMENSKO DRŽAVNO SVEUČILIŠTE ZA NAFTU I PLIN" INSTITUT ZA INDUSTRIJSKE TEHNOLOGIJE
MINISTARSTVO OBRAZOVANJA I ZNANOSTI RUSKE FEDERACIJE SAVEZNA DRŽAVNA AUTONOMNA OBRAZOVNA USTANOVA VISOKOG STRUČNOG OBRAZOVANJA
Ministarstvo obrazovanja i znanosti Ruske Federacije Šumarski institut Syktyvkar (ogranak) Savezne državne proračunske obrazovne ustanove visokog stručnog obrazovanja "Sv.
MINISTARSTVO ZNANOSTI I OBRAZOVANJA RUSKE FEDERACIJE Kostromsko državno tehnološko sveučilište Institut za menadžment, ekonomiju i financije Odjel za ekonomiju i menadžment VP Dudyashova, T.I.
VIŠENAMJENSKI DVOSTRUKI STUPCI VELIKE BRZINE SNAŽNO REZANJE Koristi se za materijale visoke čvrstoće. S vretenom visokog zakretnog momenta (Maksimalni zakretni moment može doseći 900
MINISTARSTVO OBRAZOVANJA I ZNANOSTI RUSKE FEDERACIJE Federalna agencija za obrazovanje DRŽAVNO SVEUČILIŠTE KURGAN Odjel Tehnologija strojarstva TEHNOLOGIJA AUTOMATIZIRANE PROIZVODNJE
Savezna državna autonomna obrazovna ustanova Ministarstva obrazovanja i znanosti Ruske Federacije više obrazovanje"NACIONALNO ISTRAŽIVAČKO POLITEHNIČKO SVEUČILIŠTE TOMSK"
I.A. YANKINA NOVAC, KREDIT, BANKE. RADIONICA Preporučena od strane UMO za obrazovanje u financijama, računovodstvu i svjetskoj ekonomiji kao udžbenik za studente smjera Financije i kredit
UDK 621.753.1 S. N. Borisov, A. S. Evseeva, A. P. Tremasov
Usporedna studija točnosti otvora u dijelovima od sivog lijeva tijekom vibracijskog bušenja (2. dio) # 11, studeni 2014. AI Soloviev, Sh. I. Dzhafarova UDK: 621.952.2 Rusija, MSTU im. N.E.
TEHNOLOGIJA KONSTRUKCIJSKIH MATERIJALA Smjernice i kontrolni zadaci iz disciplina "Tehnologija konstrukcijskih materijala", "Znanost o materijalima. Tehnologija konstrukcijskih materijala“ za studente
Savezna agencija za obrazovanje Državno sveučilište za arhitekturu i građevinarstvo u Tomsku Osnove tehnologije proizvodnje i popravka automobila Smjernice za samostalno učenje
Evidentiranje tehnološke dokumentacije 1. Vrste i cjelovitost tehnološke dokumentacije 1.1. Vrste opisa TP Sadržaj razvijenog tehnološkog procesa bilježi se s različitim stupnjem detalja
UDK 621.9.048 UDK 621.9-1/-9 Glavni pravci smanjenja radnog intenziteta izrade dijelova i sklopova u strojnoj proizvodnji Pluton OJSC Yu. V. Polyakov, V. I. Larin Pluton OJSC Povećanje
PI 46 r Podaci o proizvodu Motorno vreteno s okretnim Tip serije 0.5.052.0.. 2008-03-13 Sadržaj Značajke...4 Tehnički podaci... 10 Primjeri obrade... 12 Primjeri dizajna...
RAZVOJ UPRAVLJAČKIH PROGRAMA ZA CNC STROJEVE U CAD T FLEX CNC
MOSKOVSKO DRŽAVNO TEHNIČKO SVEUČILIŠTE ZA AUTOMOBILE I CESTOVE (MADI) Sinelnikov, A.Yu. KONOPLIN METODIČKE UPUTE za laboratorijski rad na popravku blokova i košuljica cilindara mehaničkih
Ministarstvo obrazovanja i znanosti Ruske Federacije Savezna državna obrazovna proračunska ustanova za visoko stručno obrazovanje Fakultet "Volgogradsko državno tehničko sveučilište"