Tehnička norma vremena za obradu izratka jedan je od glavnih parametara za izračun cijene proizvedenog dijela, broja proizvodne opreme, plaća radnika i planiranja proizvodnje.
Tehnička norma vremena utvrđuje se na temelju tehničkih mogućnosti tehnološke opreme, alata za rezanje, alatnih strojeva i pravilne organizacije radnog mjesta.
Norma vremena jedan je od glavnih čimbenika za ocjenu savršenstva tehnološkog procesa i odabir najnaprednije opcije za obradu izratka.
U velikoj i masovnoj proizvodnji, ukupno vrijeme (min) za obradu jednog radnog komada
T w \u003d T o + T in + T t.o + T o.p,
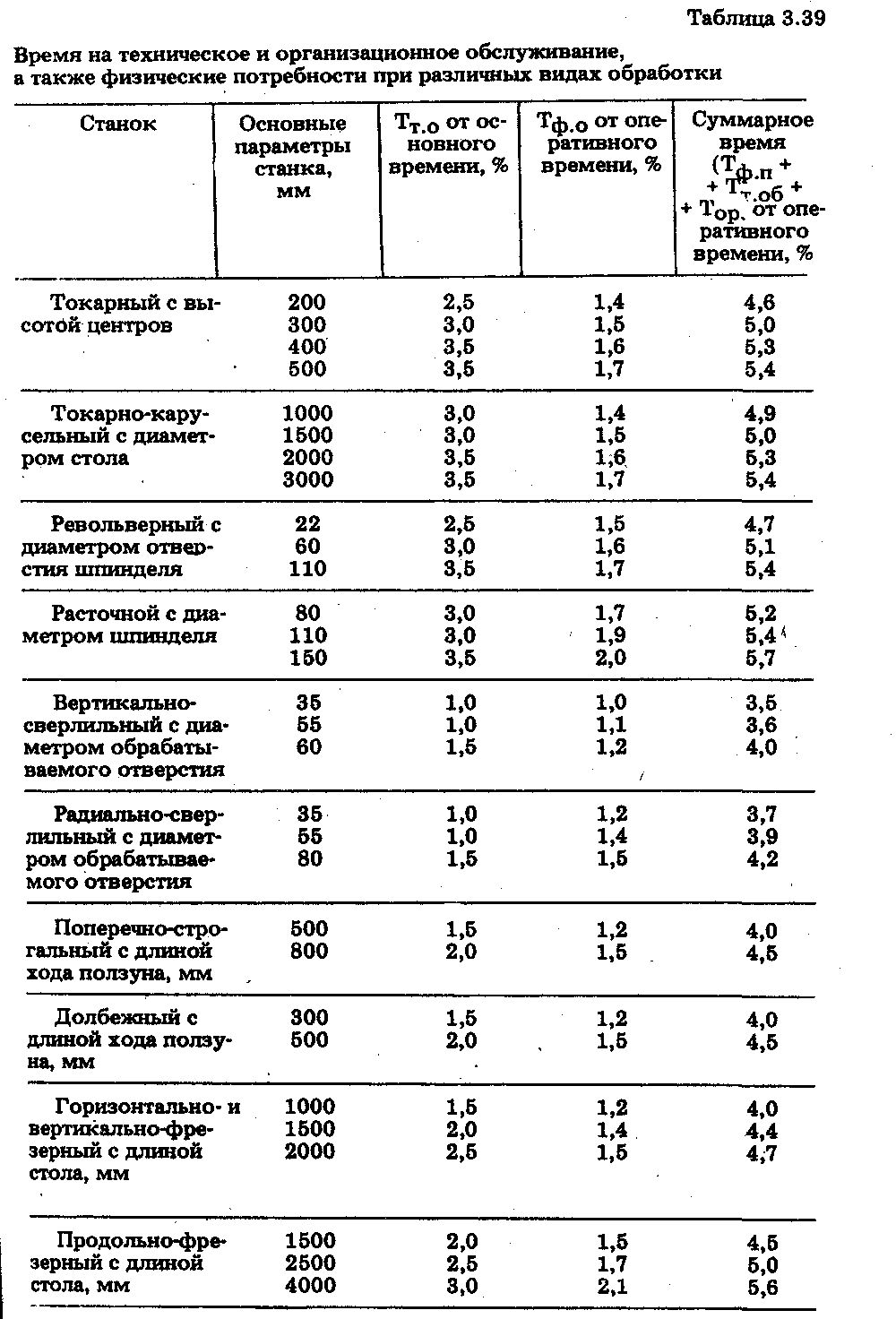
gdje je T o - tehnološko (osnovno) vrijeme, min; T u - pomoćno vrijeme, min; T t.o - vrijeme za održavanje radnog mjesta, min; T o.p - vrijeme za odmor i prirodne potrebe, min (tablica 3.39).
Tehnološko vrijeme za mnoge vrste obrade
T o \u003d L p .x i / (n c t s st),
gdje je L p.x procijenjena duljina radnog hoda reznog alata, tj. put koji prijeđe alat za rezanje u smjeru posmaka, mm; i je broj radnih hodova reznog alata; n st - brzina vretena stroja, usvojena prema putovnici stroja, o / min; s st - dovod prema podacima putovnice stroja, mm / rev.
Pomoćno vrijeme za obradu izratka Tv ovisi o stupnju mehanizacije, masi izratka i drugim elementima koji se izvode u ovoj operaciji. Pomoćno vrijeme za kontrolna mjerenja odabire se ovisno o točnosti mjerenja i vrsti mjernog alata. Pomoćno vrijeme se određuje prema standardnim tablicama. Ovisi o odabranoj tehnološkoj opremi, načinu obrade i opremi strojeva.
Pomoćno vrijeme T in sastoji se od vremena za ugradnju i uklanjanje dijela; vrijeme povezano s prijelazom (postavljanje alata duž kraka, zaustavljanje, označavanje; preliminarno mjerenje; uzimanje ispitnih čipova itd.); vrijeme povezano s prijelazom na tehnike koje nisu bile uključene u komplekse (promjene brzine vretena stroja, promjene posmaka, rotacija glave za rezanje itd.); pomoćno vrijeme za kontrolna mjerenja, koje se postavlja prema standardnim tablicama ovisno o točnosti mjerenja, dimenzijama mjerenih površina, uzimajući u obzir koeficijent periodičnosti. Pomoćno vrijeme za tehnološku operaciju
T in \u003d (T y c t, + T traka + T traka do + T mjerenje) Do t u,
gdje je T usta - pomoćno vrijeme za ugradnju i uklanjanje dijela, min; T traka - pomoćno vrijeme povezano s prijelazom, min; T per.k - pomoćno vrijeme povezano s prijelazom na tehnike koje nisu uključene u komplekse, min; T meas _ - pomoćno vrijeme za kontrolna mjerenja, min; Do t in - faktor korekcije za pomoćno vrijeme, ovisno o veličini šarže prerađenih proizvoda.
Vrijeme održavanja na radnom mjestu potrošeno na postavljanje, uklanjanje i zamjenu tupih alata za rezanje, ponovno punjenje brusnih ploča, podmazivanje i podešavanje stroja, čišćenje strugotine tijekom rada itd.
T t.o \u003d (T o + T c) (a p.o / 100),
gdje je p.o. - vrijeme za održavanje radnog mjesta kao postotak radnog vremena, koje se odabire prema standardnim tablicama ovisno o vrsti proizvodnje. Vrijeme odmora i fizičke potrebe
T o.p \u003d (T o + T in,) (i tako / 100),
gdje je a - vrijeme za odmor i fizičke potrebe (u%) u odnosu na operativno vrijeme, koje se bira prema standardnim tablicama.
U serijskoj i jediničnoj proizvodnji kao tehnička norma vremena uzima se obračunsko vrijeme po komadu
T sh.k \u003d T w + (T pz / n d),
gdje je T p.z - pripremno i završno vrijeme utrošeno na pripremu i podešavanje stroja za obradu određene serije dijelova, dobivanje potrebne tehnološke opreme, dokumentacije, kao i na isporuku obrađenih dijelova, dokumentacije i opreme; n d - broj obradaka u partiji.
Prosječna vrijednost faktora korekcije
Primjer. Odredite stopu radnog vremena za grubu operaciju rezanja zupčanika. Početni podaci:
Detalj - zavojni cilindrični kotač. Materijal dijela je čelik 45 GOST 1050-74, in = 600 N/m. Težina dijela 6 kg. Oprema - stroj za rezanje zupčanika 5E32. Uređaj - trn. Hlađenje - ulje. Modul zuba m == 4mm . Broj zuba zupčanika z \u003d 40. Širina prstenastog zupčanika B u \u003d 40 mm, d == 30 .
1. Instalirajte, pričvrstite, otkopčajte i uklonite četiri obratka.
2. Zubi glodalice m = 4 mm, z = 40.
Rješenje.1. Odabiremo pužni modularni rezač s vanjskim promjerom D d \u003d 100 mm, s modulom m \u003d 4 mm u skladu s GOST 9224-74. Pužno glodalo s dva navoja, klasa točnosti C. Istoimeni je smjer uspona zavojnice rezača i zuba rezne ploče. Materijal reznog dijela pužnog rezača izrađen je od čelika R18 GOST 19256-73. Trajnost alata T st = 480 min.
2. Rezanje zuba zupčanika vrši se u jednom radnom potezu. Dubina rezanja t p = 9 mm.
3. Odabiremo dovod za pužni rezač s dvostrukim navojem prema standardnim tablicama: s tabl \u003d 1,2 - 1,4 mm / rev. Ispravljamo brzinu posmaka, uzimajući u obzir faktor korekcije za tvrdoću čeličnog materijala 45 GOST 1050-88 (K m \u003d 0,9) i kut nagiba zuba i zavojnica ( K u \u003d 0,8):
s calc \u003d s tablica K m K in \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / rev
Prihvaćamo prema putovnici stroja, s st \u003d 1 mm / rev.
4. Brzinu rezanja odabiremo prema tabličnim standardima: V tablica = 0,7 m/s. Brzinu rezanja korigiramo uzimajući u obzir korekcijske faktore za čelik 45, HB 170 ... 207, gdje je K mv == 0,8 i K == 0,9.
Izračunatu brzinu rezanja određujemo formulom
V calc \u003d s tablica K m v K ŋ \u003d 0,7 * 0,8 * 0,9 \u003d 0,5 m / s
5. Odredite brzinu pužnog rezača
N f.calc =  95,51 o/min
95,51 o/min
Postavljamo brzinu rotacije rezača prema putovnici stroja, gdje je n st \u003d 100 o / min.
Vrijeme za organizacijsko održavanje i fizičke potrebe
Pomoćno vrijeme za kontrolna mjerenja
6. Stvarna brzina rezanja određena je formulom
v d \u003d D n n st / (1000 60) = 3,14 100 100 / (1000 60) = 0,62 m / s.
7. Duljina radnog hoda alata tijekom obrade određena je formulom
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 \u003d (160 + 2 + 37,2 + 2) 40 \u003d 8048 mm.
L izr = 40 mm (prihvatiti prema crtežu detalja) l 1 = 2 mm; l 3 \u003d 2 mm. Vrijednost dovoda l 2 određena je formulom
L 2 \u003d (1,11,3) 
 37,2 mm ,
37,2 mm ,
gdje je h dubina šupljine zuba , h= t. (h == 2,25m =2,25 4=9 mm.)
U vezi s istovremenom obradom četiri zupčanika, potrebno je povećati L calc za 4 puta (L calc = 40 4 = 160 mm).
8. Glavno (tehnološko) vrijeme za obradu zuba četiri zupčanika određeno je formulom:
T o = 
Za jedan rezani zupčanik, glavno vrijeme će biti T o \u003d 40,24 / 4 \u003d 10,06 min.
9. Pomoćno vrijeme za operaciju T in određuje se prema standardnim tablicama. Pomoćno vrijeme za ugradnju dijela na trn s masom do 5 kg T set = 0,7 min. Dodatno pomoćno vrijeme za svaku sljedeću ugradnju dijela T ext na trn bit će T ext = 0,26 min.
Vrijeme za kontrolna mjerenja ne ulazi u normu pomoćnog vremena jer se preklapa s glavnim vremenom.
10. Vrijeme održavanja radnog mjesta za rezanje zupčanika određuje se (u%) od glavnog vremena, gdje je t o = 3%:
T tako \u003d T o t.o. /100=10,063/100=0,3 min.
11. Vrijeme za odmor i prirodne potrebe radnika određuje se (u%) od radnog vremena, gdje je op \u003d 1,7 % :
T op =  = 0,2 min.
= 0,2 min.
12. Po komadu vrijeme za izradu jednog dijela bit će:
T w \u003d T oko + T in + T so + T op \u003d 10,06 + 0,96 + 0,3 + 0,2 \u003d 12,52 min.
Vrijeme isporuke za masovnu proizvodnju nije definirano.
Ovisno o namjeni, u tehničko-ekonomskim i organizacijsko-planskim proračunima mogu se koristiti različiti tehnološki normativi vremena za izvođenje operacije. Obično, kao norma vremena t i za izvršenje i-ta operacija preko jedinice proizvodnje uzima se u obzir puna vremenska stopa (komadna kalkulacija) - t sc. Klasifikacija troškova radnog vremena usvojena u strojarstvu i struktura ukupne norme vremena za operaciju (komadno-kalkulacijske norme) prikazani su na sl. 6.2-6.3.
Pripremno i završno vrijeme - vrijeme za pripremu i završetak obrade serije proizvoda ili smjene (primanje zadatka i upoznavanje s radom, proučavanje tehničke dokumentacije, ugradnja posebnih uređaja i alata, postavljanje stroja i podešavanje načina obrade, primopredaja rad majstoru ili kontroloru).
Radno vrijeme - vrijeme neposrednog izvođenja tehnološke operacije. Uključuje glavno i pomoćno vrijeme. Osnovno (tehnološko) vrijeme - vrijeme u kojem se ostvaruje tehnološki cilj rada (oblikovanje, promjena stanja, kvaliteta, svojstava predmeta rada). Može biti ručna, strojna, strojno-ručna. Pomoćno vrijeme- vrijeme za radnje koje osiguravaju provedbu glavnog posla (ugradnja i uklanjanje dijela, približavanje-povlačenje alata, pokretanje i zaustavljanje stroja, mjerenje dijela). Može biti ručni, strojni i strojno-ručni.
Vrijeme usluge na radnom mjestu - vremena za brigu o radnom mjestu tijekom određenog posla i cijele smjene. Uključuje vrijeme za tehničko i organizacijsko održavanje. Vrijeme održavanja - vrijeme za promjenu alata u slučaju istrošenosti ili loma, podešavanje opreme u procesu rada. Vrijeme organizacijske usluge - vrijeme za postavljanje i čišćenje alata na početku i na kraju smjene, za podmazivanje i čišćenje stroja, čišćenje radnog mjesta tijekom smjene.
Vrijeme planiranih pauza - vrijeme pauza koje su neizbježne u obavljanju datog posla. Obuhvaća vrijeme organizacijskih i tehnoloških pauza, pauza za odmor i prirodne potrebe.
Riža. 6.2. Klasifikacija radnog vremena:
Vrijeme organizacijskih i tehnoloških pauza - vrijeme prekida zbog tijeka tehnološkog procesa i nedovoljne sinkronizacije operacija. Vrijeme pauze za odmor i prirodne potrebe - vrijeme za pauze za ručak, industrijsku gimnastiku, odmor i osobne potrebe. Svi ostali prekidi smatraju se neproduktivnim gubicima i nisu standardizirani. Također, vrijeme provedeno na radu koje je obuhvaćeno glavnim vremenom (odnosno radnje koje se izvode paralelno i ne zahtijevaju dodatno vrijeme) nije normirano.
Riža. 6.3. Struktura ukupne norme vremena za operaciju:
Kao što se može vidjeti sa sl. 6.3, puna stopa vremena za operaciju (stopa obračuna po komadu) t sk određuje se na sljedeći način:
gdje je t w norma vremena na komad;
t pz - norma pripremnog i završnog vremena za utakmicu;
n je veličina serije, kom.;
t o - glavno vrijeme;
t * in - pomoćno vrijeme, koje se ne preklapa glavnim;
t * zatim - vrijeme održavanja, koje se ne preklapa glavnim;
t * oo - vrijeme organizacijske usluge, koje se ne preklapa s glavnim;
t tech - vrijeme organizacijskih i tehnoloških pauza;
t otd - vrijeme pauze za odmor i prirodne potrebe.
Radni ciklus
Trajanje operativnog ciklusa ovisi o vremenu izvođenja operacije na jedinici proizvodnje (komadu), o broju jedinica proizvodnje u šarži koja ulazi u operaciju, o broju poslova za operaciju (broju servisa). kanala u višekanalnom uređaju).
Proračun radnog ciklusa. Pri proračunu radnog ciklusa mogući su sljedeći najjednostavniji slučajevi.
1) Jedinice proizvoda - 1, radna mjesta - 1. Radni ciklus ^ o u slučaju izvođenja operacije na jednom radnom mjestu na jedinici proizvodnje jednak je normi vremena za operaciju t i:
gdje je t i - norma vremena za izvođenje i-te operacije na jedinici proizvodnje ovog naziva.
2) Jedinice proizvoda - n, radna mjesta- 1. Kada se serija proizvoda vel P komada, radni ciklus T 0 jednako je ukupnom vremenu izvršenja operacije na cijeloj seriji. Budući da su predmeti rada isti, prolaze kroz operaciju uzastopno i zahtijevaju vrijeme t i po jedinici učinka, radni ciklus se povećava za P jednom:
T 0 \u003d nt i
3) Jedinice proizvoda - n, radna mjesta- q. Kada operacija ima qi identična radna mjesta, možete pokrenuti seriju na njima kako biste paralelno izvršili operaciju na nekoliko jedinica proizvoda odjednom. Radni ciklus T 0 smanjit će se u q jednom:
gdje q i - broj radnih mjesta za i-ti operacije na seriji proizvoda ovog naziva.
Postoje različite mogućnosti za formiranje prihvaćenih za izračun t i , kada uključuje ili ne uključuje određene komponente troškova vremena. Konkretno, pripremno-završno vrijeme za utakmicu t n 3 može se postaviti kao nezavisna komponenta radnog ciklusa T 0 ili biti uključen u t i po komadu - t n 3 / str.
Redoslijed prolaska stranke kroz operaciju. Operacija može imati složenu strukturu i sastojati se od mnogo prijelaza koji se izvode na jednom radnom mjestu. Pod, ispod tranzicija odnosi se na dio operacije koji se izvodi na jednoj ili više površina dijela pomoću jednog ili više alata istovremeno u jednom načinu rezanja. U ovom slučaju, za radni ciklus T o utječe redoslijed prolaska stranke kroz operaciju, budući da utječe na vrijeme utrošeno, posebice, na ugradnju i uklanjanje dijela u opremi, kao i na ponovno podešavanje opreme pri naizmjeničnim prijelazima. Na sl. 6.4 prikazuje dva moguća načina prolaska serije kroz operaciju:
a) poprečni prolaz, u kojoj cijeli broj predmeta rada prolazi prvo kroz prvi prijelaz, zatim kroz drugi prijelaz, zatim kroz treći, i tako dalje do posljednjeg prijelaza operacije. Proces izvođenja operacije za pojedine jedinice proizvodnje je diskontinuiran, a za seriju kao cjelinu kontinuiran;
b) postoperativni prolaz, u kojem prvo prvi predmet rada prolazi kroz sve prijelaze, zatim drugi, treći i tako dalje do posljednje jedinice serije proizvoda. Proces izvođenja operacije za jedinicu proizvodnje je kontinuiran, a za šaržu kao cjelinu diskontinuiran.
Slika 6.4. Vrste prolaska serije proizvoda u operaciji:
a - prolazno; b - postoperativni
Svrhovitost odabira jedne ili druge vrste šaržnog prolaza određena je kojim će od njih ukupno vrijeme za izvođenje operacije na šarži (operacijski ciklus T 0) biti minimalno. S poprečnim prolazom povećava se vrijeme ugradnje i skidanja svakog dijela za svaki prijelaz, s postupnim prolazom, vrijeme za ponovno podešavanje radnog mjesta nakon svakog prijelaza. Ako zbog jednostavnosti prihvatimo da je vrijeme obrade prijelaza, ugradnje i skidanja dijela za obje vrste prolaza isto, tada razlika u trajanju radnog ciklusa za prijelazni T oA i radni T oB prolaz, prema grafovima ciklusa na sl. 6.4 bit će jednako:
gdje P - veličina zemljišta;
R - broj prijelaza u ovoj operaciji;
t y - vrijeme za ugradnju i uklanjanje dijela;
T p - vrijeme izmjene radnog mjesta pri naizmjeničnim prijelazima.
Uz pozitivnu vrijednost ove razlike, preporučljivo je koristiti korak po korak, s negativnom vrijednošću - na prijelazni način. Uvjetno se može smatrati da je preporučljivo koristiti poprečni prolaz u slučajevima kada predmeti rada nisu teški i glomazni, operativni - kada je vrijeme za promjenu radnog mjesta beznačajno.
Tehnička norma vremena za obradu izratka jedan je od glavnih parametara za izračun cijene proizvedenog dijela, broja proizvodne opreme, plaća radnika i planiranja proizvodnje.
Tehnička norma vremena utvrđuje se na temelju tehničkih mogućnosti tehnološke opreme, alata za rezanje, alatnih strojeva i pravilne organizacije radnog mjesta.
Norma vremena jedan je od glavnih čimbenika za ocjenu savršenstva tehnološkog procesa i odabir najnaprednije opcije za obradu izratka.
U velikoj i masovnoj proizvodnji, ukupno vrijeme (min) za obradu jednog radnog komada
T w \u003d T o + T in + T t.o + T o.p,
gdje je T o - tehnološko (osnovno) vrijeme, min; T in - pomoćno vrijeme, min; T t.o - vrijeme za održavanje radnog mjesta, min; T o.p - vrijeme za odmor i prirodne potrebe, min (tablica 3.39).
Tehnološko vrijeme za mnoge vrste obrade
T o \u003d L p .x i / (n c t s st),
gdje je L p.x procijenjena duljina radnog hoda reznog alata, tj. put koji prijeđe alat za rezanje u smjeru posmaka, mm; i je broj radnih hodova reznog alata; n st - brzina vretena stroja, usvojena prema putovnici stroja, o / min; s st - dovod prema podacima putovnice stroja, mm / rev.
Pomoćno vrijeme za obradu izratka Tv ovisi o stupnju mehanizacije, masi izratka i drugim elementima koji se izvode u ovoj operaciji. Pomoćno vrijeme za kontrolna mjerenja odabire se ovisno o točnosti mjerenja i vrsti mjernog alata. Pomoćno vrijeme se određuje prema standardnim tablicama. Ovisi o odabranoj tehnološkoj opremi, načinu obrade i opremi strojeva.
Pomoćno vrijeme T in sastoji se od vremena za ugradnju i uklanjanje dijela; vrijeme povezano s prijelazom (postavljanje alata duž kraka, zaustavljanje, označavanje; preliminarno mjerenje; uzimanje ispitnih čipova itd.); vrijeme povezano s prijelazom na tehnike koje nisu bile uključene u komplekse (promjene brzine vretena stroja, promjene posmaka, rotacija glave za rezanje itd.); pomoćno vrijeme za kontrolna mjerenja, koje se postavlja prema standardnim tablicama ovisno o točnosti mjerenja, dimenzijama mjerenih površina, uzimajući u obzir koeficijent periodičnosti. Pomoćno vrijeme za tehnološku operaciju
T in \u003d (T y c t, + T traka + T traka do + T mjerenje) Do t u,
gdje je T usta - pomoćno vrijeme za ugradnju i uklanjanje dijela, min; T traka - pomoćno vrijeme povezano s prijelazom, min; T per.k - pomoćno vrijeme povezano s prijelazom na tehnike koje nisu uključene u komplekse, min; T meas _ - pomoćno vrijeme za kontrolna mjerenja, min; Do t in - faktor korekcije za pomoćno vrijeme, ovisno o veličini šarže prerađenih proizvoda.
Vrijeme održavanja na radnom mjestu potrošeno na postavljanje, uklanjanje i zamjenu tupih alata za rezanje, ponovno punjenje brusnih ploča, podmazivanje i podešavanje stroja, čišćenje strugotine tijekom rada itd.
T t.o \u003d (T o + T c) (a p.o / 100),
gdje je p.o. - vrijeme za održavanje radnog mjesta kao postotak radnog vremena, koje se odabire prema standardnim tablicama ovisno o vrsti proizvodnje. Vrijeme odmora i fizičke potrebe
T o.p \u003d (T o + T in,) (i tako / 100),
gdje je a - vrijeme za odmor i fizičke potrebe (u%) u odnosu na operativno vrijeme, koje se bira prema standardnim tablicama.
U serijskoj i jediničnoj proizvodnji kao tehnička norma vremena uzima se obračunsko vrijeme po komadu
T sh.k \u003d T w + (T pz / n d),
gdje je T p.z - pripremno i završno vrijeme utrošeno na pripremu i podešavanje stroja za obradu određene serije dijelova, dobivanje potrebne tehnološke opreme, dokumentacije, kao i na isporuku obrađenih dijelova, dokumentacije i opreme; n d - broj obradaka u partiji.
Prosječna vrijednost faktora korekcije
Primjer. Odredite stopu radnog vremena za grubu operaciju rezanja zupčanika. Početni podaci:
Detalj - zavojni cilindrični kotač. Materijal dijela je čelik 45 GOST 1050-74, in = 600 N/m. Težina dijela 6 kg. Oprema - stroj za rezanje zupčanika 5E32. Uređaj - trn. Hlađenje - ulje. Modul zuba m == 4mm . Broj zuba zupčanika z \u003d 40. Širina prstenastog zupčanika B u \u003d 40 mm, d == 30 .
1. Instalirajte, pričvrstite, otkopčajte i uklonite četiri obratka.
2. Zubi glodalice m = 4 mm, z = 40.
Rješenje.1. Odabiremo pužni modularni rezač s vanjskim promjerom D d \u003d 100 mm, s modulom m \u003d 4 mm u skladu s GOST 9224-74. Pužno glodalo s dva navoja, klasa točnosti C. Istoimeni je smjer uspona zavojnice rezača i zuba rezne ploče. Materijal reznog dijela pužnog rezača izrađen je od čelika R18 GOST 19256-73. Trajnost alata T st = 480 min.
2. Rezanje zuba zupčanika vrši se u jednom radnom potezu. Dubina rezanja t p = 9 mm.
3. Odabiremo dovod za pužni rezač s dvostrukim navojem prema standardnim tablicama: s tabl \u003d 1,2 - 1,4 mm / rev. Ispravljamo brzinu posmaka, uzimajući u obzir faktor korekcije za tvrdoću čeličnog materijala 45 GOST 1050-88 (K m \u003d 0,9) i kut nagiba zuba i zavojnica ( K u \u003d 0,8):
s calc \u003d s tablica K m K in \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / rev
Prihvaćamo prema putovnici stroja, s st \u003d 1 mm / rev.
4. Brzinu rezanja odabiremo prema tabličnim standardima: V tablica = 0,7 m/s. Brzinu rezanja korigiramo uzimajući u obzir korekcijske faktore za čelik 45, HB 170 ... 207, gdje je K mv == 0,8 i K == 0,9.
Izračunatu brzinu rezanja određujemo formulom
V calc \u003d s tablica K m v K ŋ \u003d 0,7 * 0,8 * 0,9 \u003d 0,5 m / s
5. Odredite brzinu pužnog rezača
N f.calc = 95,51 o/min
Postavljamo brzinu rotacije rezača prema putovnici stroja, gdje je n st \u003d 100 o / min.
Vrijeme za organizacijsko održavanje i fizičke potrebe
Pomoćno vrijeme za kontrolna mjerenja
6. Stvarna brzina rezanja određena je formulom
v d \u003d D n n st / (1000 60) = 3,14 100 100 / (1000 60) = 0,62 m / s.
7. Duljina radnog hoda alata tijekom obrade određena je formulom
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 \u003d (160 + 2 + 37,2 + 2) 40 \u003d 8048 mm.
L izr = 40 mm (prihvatiti prema crtežu detalja) l 1 = 2 mm; l 3 \u003d 2 mm. Vrijednost dovoda l 2 određena je formulom
L 2 \u003d (1,11,3) 37,2 mm ,
gdje je h dubina šupljine zuba , h= t. (h == 2,25m =2,25 4=9 mm.)
U vezi s istovremenom obradom četiri zupčanika, potrebno je povećati L calc za 4 puta (L calc = 40 4 = 160 mm).
8. Glavno (tehnološko) vrijeme za obradu zuba četiri zupčanika određeno je formulom:
T o =
Za jedan rezani zupčanik, glavno vrijeme će biti T o \u003d 40,24 / 4 \u003d 10,06 min.
9. Pomoćno vrijeme za operaciju T in određuje se prema standardnim tablicama. Pomoćno vrijeme za ugradnju dijela na trn s masom do 5 kg T set = 0,7 min. Dodatno pomoćno vrijeme za svaku sljedeću ugradnju dijela T ext na trn bit će T ext = 0,26 min.
Vrijeme za kontrolna mjerenja ne ulazi u normu pomoćnog vremena jer se preklapa s glavnim vremenom.
10. Vrijeme održavanja radnog mjesta za rezanje zupčanika određuje se (u%) od glavnog vremena, gdje je t o = 3%:
T tako \u003d T o t.o. /100=10,063/100=0,3 min.
11. Vrijeme za odmor i prirodne potrebe radnika određuje se (u%) od radnog vremena, gdje je op \u003d 1,7 % :
T op = = 0,2 min.
12. Po komadu vrijeme za izradu jednog dijela bit će:
T w \u003d T oko + T in + T so + T op \u003d 10,06 + 0,96 + 0,3 + 0,2 \u003d 12,52 min.
Vrijeme isporuke za masovnu proizvodnju nije definirano.