SREDIŠNJI ZAVOD ZA NORMATIVE RADA PRI ZNANSTVENO ISTRAŽIVAČKOM INSTITUTU ZA RAD
DRŽAVNI ODBOR VIJEĆA MINISTARA SSSR-a ZA RAD I PLAĆE
Izdanje III
NORMALIZIRANI PRIČVRŠĆIVAČI
Moskva - 1975
SREDIŠNJI BIRO ZA STANDARDE RADA PRI INSTITUTU ZA ISTRAŽIVANJE RADA DRŽAVNOG KOMITETA VIJEĆA MINISTARA SSSR-a ZA RAD I PLAĆE
OPĆE STROJOGRADNJE TIPIČNE VREMENSKE STOPE za strojnu obradu dijelova strojeva
Izdanje 111 NORMALIZIRANI PRIKLJUČIVAČI
Opće strojograđevne standardne norme vremena za strojnu obradu strojnih dijelova. Izdanje III. Normalizirani pričvršćivači
Standardni standardi namijenjeni su ocjenjivačima, tehnolozima i drugim inženjerskim i tehničkim radnicima koji su uključeni u razvoj tehnički ispravnih standarda za obradu normaliziranih spojnih elemenata u nespecijaliziranim metaloprerađivačkim radnjama (stranicama) poduzeća.
Standardne vremenske norme odobrene su i preporučene za korištenje u poduzećima od strane odjela Stručnog i metodološkog vijeća Središnje banke za znanost i tehnologiju i odobrene od strane Državnog odbora Vijeća ministara SSSR-a za rad i plaće (Dekret br. 208 od 15. kolovoza 1972.) i dogovoren sa Svesaveznim središnjim vijećem sindikata.
Zbirku je izradio Središnji ured za standarde rada uz sudjelovanje poduzeća i regulatornih organizacija raznih ministarstava strojogradnje.
Ovi ogledni standardi su revidirano i dopunjeno izdanje prethodno izdanih standarda i uvedeni su da zamijene zbirku izdanja iz 1964.-1965.
Zbirka odgovara izdanju iz 1975. godine.
Sve komentare i sugestije na ovu zbirku šaljite na adresu: 103112, Moskva, KL2, pl. Kuibysheva, 1, TsBNT.
© Istraživački institut za rad Državnog odbora Vijeća ministara SSSR-a za rad i plaće (Istraživački institut za rad), 1975.
ZAJEDNIČKI DIO
Ovi standardni vremenski standardi preporučuju se za standardizaciju strojnog rada u proizvodnji normaliziranih pričvrsnih ds-dizalica strojeva u nespecijaliziranim radionicama strojograđevnih poduzeća koja se izvode na tokarilicama, tokarilicama, bušilicama, brusnim i drugim strojevima za male i uvjetima masovne proizvodnje i na jednovretenim automatskim tokarilicama - za serijsku "i veliku proizvodnju.
Prilikom razvoja ove zbirke, prihvaćena nomenklatura dijelova usklađena je sa zahtjevima novoizdanih i revidiranih GOST-ova.
Revizijom standardnih normi izdanja iz 1964. zbirka je znatno proširena. Dodatno su dani vremenski standardi za obradu spojnih elemenata na jednovretenim automatskim tokarilicama. Zbirka je dopunjena mapama za narezivanje i kalibriranje navoja, brušenje glatkih površina, obradu klinova itd.
Sljedeći materijali su osnova za razvoj standardnih vremenskih standarda:
1. Opći standardi gradnje strojeva za načine rezanja za tehničko reguliranje rada na strojevima za rezanje metala. M., "Inženjering", 1967.
2. Opći inženjerski standardi za pomoćno vrijeme, za opsluživanje radnog mjesta i pripremno i završno vrijeme pri radu na strojevima za rezanje metala (mala i pojedinačna proizvodnja). M., Istraživački institut za rad, 1968.
3. Opći inženjerski standardi za pomoćno vrijeme, za opsluživanje radnog mjesta i pripremno-završno tehničko uređenje rada strojeva (serijska proizvodnja). M., Istraživački institut za rad, 1968.
4. Opće strojograđevne norme za vrijeme i uvjete rezanja za automatske tokarske radove (masovna, velika i masovna proizvodnja). M., "Inženjering", 1971.
Pri izradi standardnih vremenskih standarda, uz gore navedene opće standarde za strojogradnju, korišteni su:
1. GOST-ovi za pričvršćivače (pogledajte popis dijelova na stranici 20).
2. Tehnološki procesi, uvjeti rezanja koji se koriste u poduzećima i kronometrijska promatranja u proizvodnim uvjetima za vrijeme utrošeno na strojnu obradu spojnih elemenata.
3. Industrijsko i lokalno vrijeme proizvodnje zatvarača.
4. Podaci o putovnici za opremu.
b. Rezultati analize procesi rada, proučavanje racionalnih metoda rada i organizacije radnog mjesta.
Vremenska ograničenja u zbirci navedena su u minutama. Ograničenja numeričkih pokazatelja (dužine, promjera itd.) za koje je naznačeno "do" treba shvatiti uključivo.
Zbirka standardnih vremenskih normi sastoji se od sljedećih dijelova:
Zajednički dio;
Karakteristike korištene opreme i tehnologije rada;
Organizacija rada;
Regulacijski dio;
Prijave.
Tipske norme vremena za strojnu obradu spojnica su potpuni tip uvećanja, kada su za svaku operaciju date norme komada i pripremno-završnog vremena.
Radi praktičnosti korištenja zbirke u kartama standardnih normi, dano je vrijeme za potpunu obradu dijelova, a također su istaknute pojedinačne mogućnosti obrade.
Uobičajena radna vremena uključuju:
a) glavno (tehnološko) vrijeme;
B) pomoćno vrijeme za ugradnju i uklanjanje dijela;
c) pomoćno vrijeme povezano s prijelazom;
d) - vrijeme za održavanje radnog mjesta, odmor i osobnu njegu (unutar 5 do 10% radnog vremena, ovisno o vrsti posla).
Djelomično radno vrijeme uključuje iste komponente, s izuzetkom pomoćnog vremena za ugradnju i uklanjanje.
Pripremni konačno vrijeme u zbirci je dat u odnosu na vrste alatnih strojeva (grafikon 62). Ovo vrijeme, postavljeno za seriju strojno obrađenih dijelova, predviđa sljedeći opseg rada:
1. Ishođenje narudžbenice i tehničke dokumentacije.
2. Upoznavanje s radom, crtežima i primanje uputa od majstora.
3. Nabavka alata i pribora, priprema radnog mjesta, postavljanje opreme, alata i pribora.
4. Uklanjanje alata i pribora na kraju obrade serije dijelova, njihova isporuka.
5. Djelomično prilagođavanje opreme u tijeku rada.
Tipični vremenski standardi dizajnirani su za organizacijske i tehničke uvjete koji odgovaraju prihvaćenoj vrsti proizvodnje. Veličina serije dijelova uzeta kao cjelina, te faktori korekcije za promijenjene radne uvjete daju se nakon komadnih vremenskih kartica po vrsti stroja.
Za automatske tokarilice s jednim vretenom, prihvaćena serija dijelova je veća od 500 komada.
Ako stroj sustavno izvodi istu vrstu operacija na
4
obrada strukturno sličnih dijelova, komadno vrijeme, dano u ovim standardnim normama, mora se korigirati koeficijentom /("0,70.
Tipična vremenska ograničenja izračunavaju se kako bi se posao dopunio održavanjem na jednoj stanici. U slučaju održavanja s više strojeva treba primijeniti standardne norme s koeficijentima:
Razina produktivnosti rada usvojena u standardnim normama uzima u obzir iskustvo rada strojarskih radionica poduzeća za izgradnju strojeva.
U slučajevima kada su vremenske norme koje su na snazi u poduzeću manje od standardnih normi, ove progresivnije vremenske norme ne bi trebalo povećavati.
Stupanjem na snagu ovih oglednih standarda ukida se zbirka izdanja iz 1964. ili 1966. godine.
Prilikom utvrđivanja vremenskih normi u poduzećima na temelju standardnih vremenskih normi ove zbirke, obračun rada treba se provoditi prema Jedinstvenom tarifnom i kvalifikacijskom priručniku o poslovima i zanimanjima radnika, izdanje 2, odobrenom Uredbom države Komitet Vijeća ministara SSSR-a o radu i plaćama i Svesaveznog središnjeg vijeća sindikata br. 22 od 21. siječnja 1969., uz naknadne dopune i izmjene.
Nesklad između stručne spreme radnika i utvrđene kategorije rada ne može poslužiti kao temelj za bilo kakve izmjene normi vremena u zbirci.
Karakteristike korištene opreme i tehnologije
raditi
Tehničke karakteristike reprezentativnih strojeva, podaci o putovnici, koji su uzeti u obzir pri odabiru uvjeta rezanja, prikazani su u donjoj tablici.
Tehničko-tehnološke karakteristike gore navedenih modela alatnih strojeva su da imaju kompletan set posmaka, brzine i dovoljnu snagu.
|
Vrsta stroja |
Mogućnosti |
Snaga ■ k*t |
Glavna ograničenja brzine kretanja u o/min |
Granice pada u mm/okr |
|||
|
Mljevenje |
5 prednja površina |
Uzdužni poprečni vertikalna |
|||||
|
uzdužni poprečni vertikalna |
|||||||
|
Smolilni |
Maksimalni promjer bušenja | ||||||
|
Krugloshlnfs-eal |
Maksimalni promjer brušenja Maksimalna duljina mljevenja |
obradak 30-235 |
Brzine kretanja* tablica u m/min 200 - 6000 Poprečni pomak brusne glave u jednom hodu 0,01-0,02; 0,03-0,01 |
||||
Nastavak
|
Stayak tip" |
Mogućnosti |
Ograničenja brzine glavnog kretanja u oko! mimičar |
Granice posmaka u mm/okr |
||||
|
Stroj bez kolijevke s bokovima |
Promjer brušenja |
najveći najmanje | |||||
|
duljina radnog komada |
|||||||
|
Poluautomatski stroj za rezanje navoja s rotirajućom glavom | (rezanje vijaka) | |||||||
|
Stroj za rezanje navoja s okruglim valjcima A |
Najveći promjer niti za rezanje | ||||||
|
Jednovretenasti tokarski stroj ga tomato |
Najveći promjer obrade |
1150 - 7800 800-7670 550-3200 | |||||
Tipični vremenski standardi dizajnirani su za sljedeće tehnologije pod uvjetima:
L. Vrijeme komada u karticama postavljeno je za obradu dijelova izrađenih od konstrukcijskih ugljičnih čelika a * "60-76 kg / mm 2. Pri obradi dijelova alatom od brzoreznog čelika daju se koeficijenti ovisno o stupnju materijala koji se obrađuje. Kod obrade dijelova alatima od tvrdog metala daju se faktori korekcije ovisno o čvrstoći materijala koji se obrađuje.
B. Radni komad koji se koristi za izračunavanje vremena obrade dijelova na tokarilicama i revolverskim tokarilicama, za dijelove promjera do 20 mm - šipka duljine 1000 mm, za dijelove promjera većeg od 20 mm - odvojeni obradak od valjani proizvodi, štancanje ili kovanje. Pri obradi dijelova na jednovretenim automatskim tokarilicama kao radni komad uzima se šipka duljine 3000 mm.
3. Ugradnja dijelova provodi se u univerzalnim učvršćenjima.
4. Tehnološki načini rada na strugovima i revolverskim strugovima za glodala predviđeni su za korištenje alata od tvrdog metala. Sve ostale vrste obrade (osim brušenja i valjanja navoja) izvode se reznim alatom od brzoreznog čelika. Za automatsku obradu norme se također izračunavaju uz uvjet korištenja alata od brzoreznog čelika.
6. Tipični standardi za obradu vijaka, vijaka i matica na tokarilicama i revolverima izračunati su za navoje 3. klase točnosti. U slučaju navoja 2. klase, faktor korekcije /("U,2.
<6. В случае изготовления детали ко отдельной заготовки, штамповки или поковки время на отрезку не учитывалось.
7. Vremenska ograničenja za brušenje izračunavaju se na temelju uvjeta uklanjanja dodatka od 0/1 mm po strani.
8. U normama komadnog vremena, poravnanje vijaka i vijaka uzima se u obzir za njihovu obradu s podlijeganjem središtem zadnjeg dijela u omjeru duljine dijela i promjera 8-<10 и рассверливание отверстий в гайках, начиная с диаметра резьбы 30 мм.
9. Kod rezanja navoja na tokarilicama i revolverima u normama komadnog vremena uzima se u obzir uporaba nareznica i matrica za promjere do 20 mm i rezača za promjere preko 20 mm.
Organizacija rada
Uz racionalnu organizaciju rada, radno mjesto mora biti opremljeno u skladu sa zahtjevima proizvodnog procesa i uvjetima za obavljanje poslova uz poštivanje sanitarno-higijenskih i sigurnosnih pravila.
Raspored opreme na radnom mjestu, inventara, industrijskog namještaja, kontejnera, regala za sirovine i gotove proizvode planira se tako da nema skučenih radnih uvjeta, dodatnih troškova, vremena za hodanje i traženje.
Opremljenost radnog mjesta mora biti dovoljna i ispravna. Potrebna rasvjeta određena je prirodom posla koji se obavlja i trenutnim sanitarnim standardima.
Kod prirodnog i umjetnog osvjetljenja preporuča se postaviti radna mjesta tako da svjetlost pada s lijeve ili sprijeda. U prisustvu lokalne rasvjete, svjetlo ne bi trebalo zaslijepiti oči, sjena ne bi trebala pasti na obradak.
Vanjsko uređenje radnih mjesta i industrijskih prostora mora odgovarati zahtjevima tehničke estetike.
Broj alata i pribora na radnom mjestu trebao bi biti ". minimum potreban da se osigura nesmetan rad tijekom smjene uz najmanje vremena utrošenog na njihovo dobivanje i zamjenu.
Alati i pribor trebaju biti smješteni na radnom mjestu određenim redoslijedom, pogodnim za upotrebu.
Čišćenje strugotine i otpada na radnom mjestu obavljaju proizvodnja i radnici, s radnih mjesta - čistači proizvodnih pogona radionice.
Broj dijelova koji se obrađuju, obradaci na radnom mjestu određen je sustavom organizacije proizvodnje i mora osigurati kontinuirani rad tijekom smjene.
Na radnom mjestu postoji instruktivna i operativna karta za odabir erizipela u rezanju prema vrsti koju je razvio Nevsky stroj-cTpoH \ v .. oHWM biljka nazvana po. V. I. Lenjin ili PKTImash (vidi Dodatak 2).
U nastavku su prikazane neke sheme organiziranja poslova rukovatelja strojevima, uzimajući u obzir zahtjeve za organiziranje radnika u županiji.
Shema organizacije radnog mjesta tokara
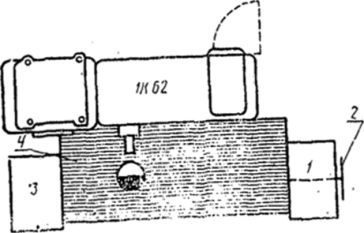
/ - instrumentalni noćni ormarić; 2 - tablet za vješanje crteža; 3 - stol za prijem; 4 - rešetka za noge
Radno mjesto tokara opremljeno je ormarićem za alate za dvosmjenski rad (vidi sliku 7), na čijoj je svakoj udaljenosti pohranjen stalni set alata i opreme za brigu o opremi, kao i prijemni stol (vidi sliku 7). 8).
1 - instrumentalni noćni ormarić; 2 - tablet za vješanje crteža obratka; 3 - rešetka za noge; 4 - stol za prijem; 5 - stalak za vodoravno skladištenje šipki
Radno mjesto revolveraša opremljeno je ormarićem za alat koji je postavljen desno od njega za rad u dvije smjene (<см. рис. 7), приемным столиком (ом. рис. 8), установленным слева.
Na gornjoj ploči prihvatnog stola postavljen je spremnik za gotove dijelove; na donjoj polici možete pohraniti pribor za stroj. Ako je (stroj s revolverskom glavom namijenjen za obradu šipki i uložaka, tada se spremnik s regalima s prirobcima postavlja na prazno mjesto iza ormana s alatom. Za revolverske strojeve namijenjene samo za obradu steznih glava, dva spremnika postavljaju se na prihvatni stol (za obrubove). i za gotove dijelove); a zaliha sirovina u steli i tovilištu nalazi se desno od radnika iza ormana za alat.
Radno mjesto bušača opremljeno je ormarićem za alat za dvosmjenski rad (vidi sliku 7), u čijem se svakom odjeljku nalazi stalni set alata, te prihvatnim stolom (vidi sliku 8), smještenim lijevo. Na donjoj polici prijemnog stola pohranjeni su mali uređaji.
Shema organizacije radnog mjesta revolveraša

Shema organizacije radnog mjesta bušilice koja radi na vertikalnom stroju za bušenje
1 - ormar za alate. udio; 2-tableta za vješanje crteža izradaka; 3 - stol za prijem; 4 stope rešetke
Set alata potrebnih za izravan rad nalazi se na gornjoj polici noćnog ormarića.
Shema organizacije radnog mjesta glodalice

/ - instrumentalni noćni ormarić; 2-. ploča za vješanje crteža izradaka; 3 - stol za prijem; 4 - rešetka za noge; 5-stalak za učvršćenje i pribor; 6 - stalak za trnove i šipke za bušenje
Radno mjesto mlinara opremljeno je ormarićem s alatom za dvosmjenski rad (om. sl. 7), u čijem je svakom odjeljku bio pohranjen stalni set alata.
Noćni ormarić postavljen je s desne strane radnika, a s lijeve strane postavljen je prihvatni stol (vidi sl. 8) za dva spremnika. Priključci i dodaci za stroj postavljeni su na stalak s kliznom platformom (vidi sliku 9) postavljenom iza stroja.
Kod povećanih zaliha dijelova namijenjenih obradi isti se stavljaju u regalni kontejner ili na palete na stražnjoj strani stroja.
Shema organizacije radnog mjesta brusilice

1 - prijemni stol s kutijama za alat; 2 - mobilni prijemni stol; 3-tableta za vješanje crteža izradaka; 4-balansni uređaj za grupu strojeva
Prilikom rada s abrazivnim alatom, pravila sigurnosti i industrijske higijene ne dopuštaju njegovo dugotrajno skladištenje na radnom mjestu, stoga su samo pribor za stroj i univerzalni mjerni alat uključeni u stalni set alata za brusilicu.
Na temelju toga radno mjesto brusilice nije opremljeno ormarićem za alat, već prijemnim stolom s kutijama za alat (broj kutija se određuje u svakom konkretnom slučaju), u kojem se pohranjuje set alata (vidi sl. 10).
Radi praktičnosti, radno mjesto brusilice opremljeno je pomičnim prijemnim stolom (vidi sliku III), na kojem se nalazi alat potreban za rad.
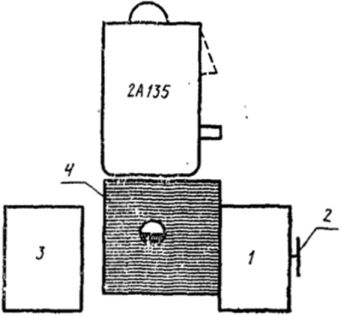
Shema rasporeda područja automatske obrade
/ - jednovreteni tokarski stroj 1A-Sh8; 2 - tokarski stroj s jednim vretenom 1A124; 3 - stol za prijem; 4 - "prijemni stol s kutijama za alat; 5 - stalak za horizontalno skladištenje šipki; 6 - ormar za podešavanje
Tipično za automatske sekcije je održavanje s više strojeva i podešavanje opreme od strane regulatora. Dakle, u automatskim puff dijelovima nije opremljeno zasebno radno mjesto, već mjesto u cjelini. Opisani prostor opremljen je monterskim ormarićem (vidi sliku 12), prihvatnim stolovima (vidi sliku 8, 10) i policama za odlaganje šipki (vidi sliku 10).
Prijemni stolovi namijenjeni su za postavljanje spremnika s gotovim dijelovima i mjernim alatom koji je neposredno potreban u radu (mjerila, šablone i sl.). Spremnik s gotovim dijelovima prenosi se na radno mjesto Odjela za kontrolu kvalitete pomoću yura-grede. Broj šipki koji je radniku potreban za smjenu unosi se u stroj prije početka smjene. Šipke se postavljaju na nosače koji se sastoje od dva ili tri međusobno povezana dijela. Položaj regala određen je dizajnom opreme i pogodnošću ponovnog punjenja šipki u stroj.
Jedan od prihvatnih stolova kod grupe strojeva koje opslužuje jedan radnik ima kutije za alat u koje radnik sprema potrebne alate.
Organizacijska opremljenost radnih mjesta
Noćni ormarić je dizajniran za pohranjivanje potrebnih alata na radnim mjestima operatera strojeva, dokumentacije i proizvoda za njegu opreme.
Svaki odjeljak noćnog ormarića zatvara se vratima i dodjeljuje se jednom radniku. Odjeljci imaju kutije za alat i police za pohranjivanje dokumentacije, pribora i pribora koji nisu podebljani, podmazivača, materijala za čišćenje itd.
Gornja polica noćnog ormarića može se prekriti plastikom. U nosače je pričvršćena uklonjiva ploča za pričvršćivanje crteža i tehnološkog procesa, izrađena od ukrasne plastike obložene drvom.
Prijemni stol
Na gornjoj polici stola nalazi se posuda s obrađenim dijelovima ili sami dijelovi. Ako je potrebno, pribor i pribor mogu se pohraniti na donju policu.
Na pojedinim radnim mjestima stol se može koristiti za postavljanje alata koji se koristi u radu.
Stalak za pribor s platformom na izvlačenje
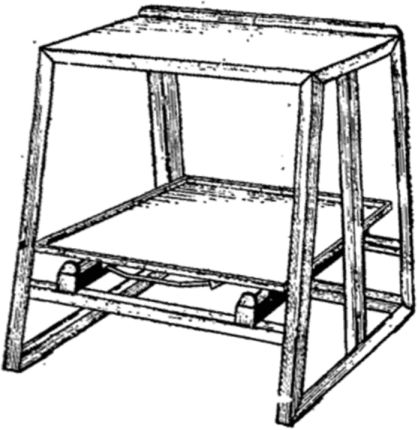
Platforma se kreće na valjcima i ima limitator hoda. Detalji stalka izrađeni su od savijenog profila i čeličnog lima. Gornja polica i platforma izrađeni su od drva impregniranog fenol-formaldehidnom smolom.
Prijemni stol s kutijama za alat
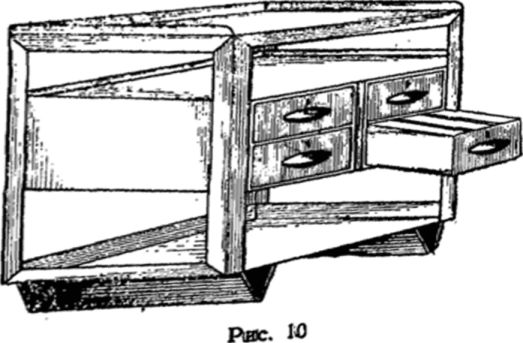
LADICA RADNOG STOLA Služi za odlaganje alata, a gornja polica za odlaganje posuda s dijelovima ili za odlaganje alata potrebnog za posao.
Dizajn predviđa mogućnost ugradnje dva ili četiri * gyreh kutije za alat. Prilikom ugradnje četiri ladice, dvije se postavljaju na vješalicu s vodilicama, pričvršćenim kuglicama i policama.
Kutije se lako pomiču na valjcima i imaju graničnik hoda. mogu se instalirati podesive pregrade, formirajući ćelije i željenu veličinu. Između gornje police i ladica nalazi se prostor za tehničku dokumentaciju. Na stražnjoj strani stola nalaze se nosači za montažu na dokumentacijsku ploču. Dijelovi Olika izrađeni su od savijenog profila i čeličnog lima.
Mobilni prijemni stol
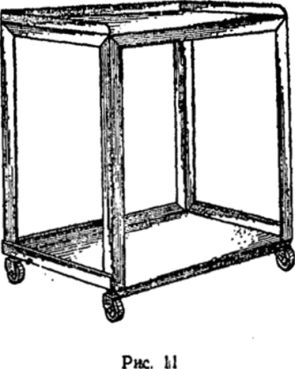
Stol se koristi na onim radnim mostovima gdje se, zbog uvjeta rada, stacionarna uredska oprema (ormari za alat ili prijemni stolovi) ne mogu postaviti dovoljno blizu i prikladno u blizini stroja.
Na gornjoj i donjoj polici stola radnik slaže alat koji mu je potreban u radu i postavlja stol na mjesto koje mu najviše odgovara. Detalji stola izrađeni su od savijenog profila i čeličnog lima. Ako je potrebno, stol se može opremiti ručkom za lakše kretanje.
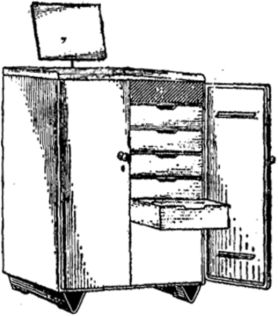
Garderoba

Riža. Ne.
Ormar se sastoji od pojedinačnih elemenata (baze, nosača i stražnjih stupova, vrata, ladica i polica). Police se mogu ponovno spremiti> ali visine. Podesive pregrade mogu se ugraditi u ladice i na police, tvoreći ćelije željene veličine. Za smještaj dugog alata u šupljinu vrata, jedan. udaljeni držači.
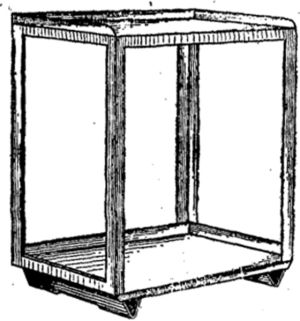
Police za horizontalno skladištenje šipki
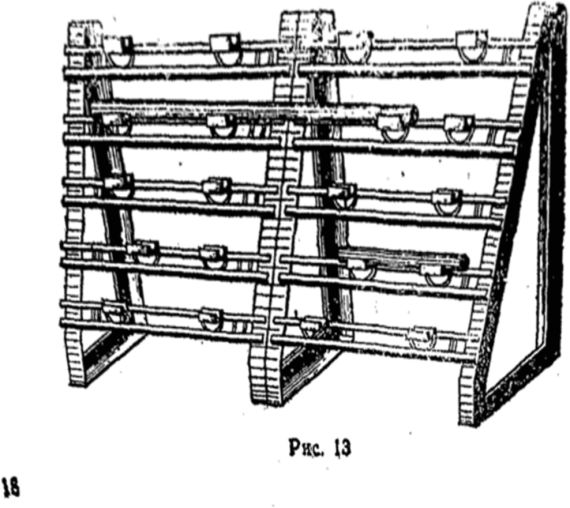
Stalak ima pet tračnica smještenih na različitim visinama, na koje su pričvršćeni mobilni nosači.
Šipke su položene na nosače, čiji se položaj i broj određuju u svakom slučaju zasebno. Dizajn predviđa mogućnost povezivanja dijelova regala duž duljine. Na sl. 13 prikazuje dvije sekcije povezane jedna s drugom.
Detalji stalka izrađeni su od savijenog profila i kuta. Nosiva prizma izrađena je od drva impregniranog fenol-formaldehidnom smolom.
2. Izračunavanje normi vremena
3. Proračun načina obrade
Načine obrade treba odrediti za svaku operaciju zasebno, raščlanjenu na prijelaze.
Parametri načina obrade koji uključuju:
Obrada dijelova na strojevima za rezanje metala - vijek trajanja alata, dubina rezanja, posmak, brzina rezanja, brzina vrtnje dijela (ili alata), snaga rezanja;
Zavarivanje (navarivanje) ručnim električnim lukom - vrsta, marka i promjer elektrode, jakost struje zavarivanja, polaritet;
Zavarivanje (navarivanje) ručno plin - broj plinskog plamenika, vrsta plamena, marka materijala za punjenje, fluks;
Automatsko navarivanje - jakost struje zavarivanja, brzina navarivanja, korak navarivanja, visina nanesenog sloja u jednom prolazu, položaj zavara, dodatni materijal itd.;
Metalizacija - parametri električne struje, tlaka i protoka zraka, udaljenost od mlaznice do dijela, sat-tota rotacije dijela, posmak itd.;
Galvanska prevlaka - atomska masa, valencija, elektrokemijski ekvivalent, izlaz metala strujom, gustoća itd.
Prilikom izvođenja ovog izračuna trebali biste se usredotočiti na pronalaženje komponenti za određivanje glavnog (strojnog) vremena (T o).
Primjer. Operacija 06 okretanje
gdje je L, - procijenjena duljina obrade , mm, (hod alata za rezanje)
ja- broj prolaza (obično i = I);
n, - brzina vretena, o/min, (broj okretaja dijela ili alata),
S - posmak reznog alata mm/okr. Pogledajte L-3 za detalje.
U nastavnom projektu potrebno je odrediti norme vremena za prethodno odabrane 2 - 3 operacije (nasuprot). Norma vremena (T n) određena je na sljedeći način:
T n \u003d T o + T in \u003d T dodatni +
gdje je T 0 glavno vrijeme (vrijeme tijekom kojeg se mijenja oblik, veličina, struktura itd. dijela. Strojno vrijeme (To) određuje se proračunom);
T in - pomoćno vrijeme (vrijeme koje osigurava izvođenje glavnog posla, tj. za ugradnju, poravnanje i skidanje dijela, okretanje podataka, mjerenje itd. (Tv) određuje se iz tablica);
T dodatno - dodatno vrijeme (vrijeme za održavanje radnog mjesta, pauza za odmor itd.)
Gdje je K postotak produžetka, uzet prema tablici. (L-3, str.47, tabela 7);
T p-z - pripremno - završno vrijeme (Vrijeme prijema zadatka, upoznavanja s crtežom, navarivanja alata i dr. (T p-z) određeno je tablicama)
X - veličina proizvodne serije dijelova (vidi odjeljak br. 2 ovog priručnika).
Morate znati da:
![]()
Gdje je Tsht - komadno vrijeme.
Za detaljne informacije o određivanju Tn, vidi L-3, o.12-15, itd.
Definiranje vremenskih rupa u nastavnom projektu (kao iu P kontrolnom radu) treba izvršiti na sljedeći način.
Primjer 1. Odredite komadno vrijeme (Tsht) za tokarenje
navojni vrat zgloba upravljača automobila ZIL-431410 nakon izranjanja.
Operacija 06 okretanje. Obrada se izvodi od D = 40 mm do
d = 36 mm na duljini l = 30 mm. Oprema: strug za rezanje vijaka 1K62,
Početni podaci
1.1. Detalj - okretna šaka, tokarenje s navojem. vratovi: D = 40; d=36; l = 30.
1.2. Materijal - čelik, 40X.
1.3. Tvrdoća - HB 241...285,
1.4. Težina dijela je do 10 kg.
1.5. Oprema - strug za rezanje vijaka 1K62.
1.6. Alat za rezanje je rezač s pločom T15K6.
1.7. Ugradnja dijela - u centrima.
1.8. Uvjeti obrade - bez hlađenja.
2.1. Postavite dio u središte.
2.2. Okrenite vrat s navojem.
2.3. Ukloni detalj.
3. Izračun dodataka ( h) za obradu
h = = =2,0
4.1. Odredite duljinu obrade ( L)
L = l + y = 30 + 3,5 = 33,5 mm
gdje je l = 30(duljina vrata s navojem) ;
y=3,5(vrijednost usjeka i prekoračenja rezača, L-3, str. 74, tabela 38).
4.2. Odredite broj prolaza ( ja) :
i = = = 1,
gdje je h = 2(dodatak za obradu),
t- dubina rezanja.
Kod grube obrade poželjno je skinuti cijeli dodatak u jednom prolazu, pa prihvaćamo t=h=2
4.3. Određujemo teoretsku (tabularnu) posmak rezača ( S)
S= 0,4 - 0,5 mm/okr(L-3, o. 56, tab. 8.)
4.4. Odredite stvarni uzdužni posmak ( S
S= 0,43, mm/okretaj
4.5. Odredite brzinu rezanja ( V) tablični.
V= 143, m/min(L-Z, str. 57, tab. 11).
4.6. Ispravljajući V uzimajući u obzir uvjete obrade dijela.
V= V . ZA . ZA . ZA . K \u003d 143. 1.44. 0.7. 1.0. 1,0 = 144,2 m/min,
gdje je K = 1,44(L-Z, str. 57, tab. 12);
K = 0,7(- "- str. 58, tablica 14);
K = 1,0(- "- str. 59, tab. 15);
K = 1,0(- "- str. 59, tab. 16).
4.7. Odredite broj okretaja dijela ( n)
n==  = 1147,6 o/min
= 1147,6 o/min
4.8. Odredite stvarni broj okretaja dijela ( n) prema putovnici stroja (vidi dodatak)
n= 1000 o/min.
5. Izračunavanje normi vremena
5.1 odrediti glavno vrijeme (Do)

5.2 Odredite pomoćno vrijeme (TV)
TV \u003d T set + T pr \u003d 0,48 + 0,7 \u003d 1,18, min
Gdje je T set \u003d 0,48 min - vrijeme za ugradnju i uklanjanje dijela (L-3, str. 77, tab. 43)
T pr \u003d 0,5-0,8 - vrijeme povezano s prolazom (L-3, tablica 44)
5.3 Definicija produžetka (T add)
5.4 Odredite komadno vrijeme (Tsht)
Tsht \u003d To + TV + Tdop \u003d 0,08 + 1,18 + 0,16 \u003d 1,42 min
Tsht = 1,42 min
Tehnički propis radova bušenja
Vremenska norma:
Tn \u003d To + Tv + Td +
Gdje je glavno vrijeme.
Gdje je L duljina obrade, mm L = l + y
l je duljina obrađene površine prema crtežu detalja; y - količina prodora i prekoračenja svrdla (razvrtač, upuštač)
i je broj prijelaza (ili broj rupa na jednom dijelu);
Vrijednost putovnice hrane, mm / rev.
Odaberite posmak prema tablicama, uzimajući u obzir materijal izratka, materijal reznog dijela alata i potrebnu završnu obradu. Uskladite s podacima putovnice stroja (vidi Dodatak) Prihvatite prema putovnici stroja (vidi Dodatak)
P P - vrijednost putovnice brzine vretena stroja (vidi Dodatak)
Odaberite tabličnu vrijednost brzine razvoja
Dodijelite faktor korekcije;
K 1 - (K m) - ovisno o materijalu dijela;
K 2 - (K mr) - ovisno o materijalu reznog dijela alata
K 3 - (K x) - ovisno o stanju površine
K 4 - (K oh) - ovisno o prisutnosti hlađenja.
Ispravljena brzina rezanja:
Izračun brzine vretena stroja:

D - promjer alata, mm
Uskladite s podacima putovnice stroja P P (vidi Dodatak)
T in - pomoćni, min
![]()
Pomoćno vrijeme za uklanjanje i postavljanje. Ovisi o načinu ugradnje i pričvršćivanja
Pomoćno prijelazno vrijeme
Pomoćno vrijeme za mjerenje. Ovisi o vrsti alata (vidi stranice 58-60)
Dodijeljen u prisutnosti prijelaza mjerenja;
T g - dodatno vrijeme, min
![]()
K je postotak produžetka. Za radove bušenja K = 6% (L-3, str. 47, v. 7)
T p.z. - pripremno - završno vrijeme, min. Instalira se na seriju dijelova, ovisi o vrsti obrade i načinu ugradnje dijela
X - Veličina proizvodne serije dijela
PRIMJER 2 Odredite komadno vrijeme za bušenje rupa za pričvršćivanje klinova u glavčini stražnjeg kotača od promjera d = 20,08 do D = 26 mm na duljini od 20 m. Materijal - lijevano željezo KCh-35. Oprema okomita - bušilica model 2H-135
Dodatne informacije:
Broj rupa - 6;
Svrdlo za rezni alat od P9 čelika
1. Dubina rezanja

Broj prolaza - jedan; broj rupa na dijelu - 6.
2 Brzina prijenosa min/okr.
![]() (L-3, str. 66, tab. 28).
(L-3, str. 66, tab. 28).
Prema putovnici stroja = 0,56 mm / okr. (vidi privitak)
3. Brzina rezanja m/min.
Tablična vrijednost \u003d 17 m / min (L-3, str. 67, tab. 30)
Korekcija brzine rezanja:
K m = 065 - ovisno o materijalu koji se obrađuje;
K mr \u003d 1,00 - ovisno o materijalu za rezanje
K x = 0,75 - ovisno o stanju obrađene površine;
K oh = 1,0 - ovisno o prisutnosti hlađenja.
Vidi L-3, str. 57-59 (prikaz, ostalo).
Podesite brzinu rezanja:
17 . 0,65. 1.0. 0,75. 1,0 = 8,28 (m/min)
4. Brzina vretena stroja
Prema putovnici stroja N p \u003d 90 (rpm), pogledajte dodatak.
5. Procijenjena duljina obrade L p = l + y
y = 12 mm (L-3, str. 102, tab. 64)
L p \u003d 20 + 12 \u003d 32 mm.
6 Glavno vrijeme, min,
7. Vrijeme podrške
0,10 + 5 . 0,04 = 0,40 min (L-3, str. 103, tab. 66)
8. Dodaci
K \u003d 6% (L-3, str. 47, tablica 7)
9. Vrijeme komada
Tsht \u003d To + TV + Tg \u003d 3,81 + 1,50 + 0,32 \u003d 5,53
Tehnički propis rada glodalice
Vrijeme:
To je glavno vrijeme, min
Gdje je L duljina obrade, mm. L = l + y
Sl - duljina obrađene površine prema crtežu detalja
Sy - količina dodavanja i prekoračenja ovisi o vrsti navoja
Si - čisti prolazi (broj utora ili broj obrađenih površina)
Minutni pomak, mm / min (prema stonka putovnici)
![]()
Tablična vrijednost hrane, mm / okr. Odabire se uzimajući u obzir materijal izratka, materijal reznog dijela alata, potrebnu učestalost obrade i vrstu glodanja.
Vrijednost putovnice frekvencije rotacije rpm (vidi dodatak)
Dodijelite korekcijske faktore
Podesite brzinu rezanja
Odrediti izračunatu vrijednost brzine vretena stroja

D - promjer friza, mm
Frekvenciju rotacije treba uskladiti s podacima putovnice stroja n n . Izračun vrijednosti minutnog dodavanja
![]()
Uskladite minutni unos s podacima putovnice stroja (vidi dodatak)
T in - pomoćno vrijeme određuje se prema tablicama, uzimajući u obzir vrijeme za presjek i uklanjanje dijela, rotaciju itd.
Tdop - produžeci.
Određuje se na isti način kao u prethodnim izračunima, uzimajući u obzir K = 7% - za rad glodanja.
PRIMJER 3. Odredite komadno vrijeme za glodanje žljebova poluosovine automobila. Vrat klina nakon navarivanja tokari se na promjer od 54 mm. Broj utora - 16, duljina - 85 mm, unutarnji promjer - 46 mm. Oprema - horizontalno - glodalica model 6M82G.
Dodatne informacije:
Materijal dijela - čelik 45; = 700 MPa
Alat - rezač diska promjera D f = 65 mm, broj zuba - 14, materijal rezača - brzorezni čelik R9
- Dubina rezanja

Broj prijelaza i = 16 (prema broju utora)
2. Posmak po okretaju rezača
![]()
3. Brzina rezanja, m/min. Tablični.
![]() (L-3, str.10, tab.74)
(L-3, str.10, tab.74)
4. Korekcija brzine rezanja
Gdje je K 1 \u003d 0,51 (L-3, str. 57, tablica 12)
K 2 \u003d 0,7 (L-3, str. 58, tablica 14)
K 3 \u003d 1,0 (L-3, str. 59, tab. 15)
5. Brzina vretena stroja

6. Minutni zupčanik, S m , mm/min.
Prema putovnici stroja = 125 mm / min. (vidi privitak)
7. Procijenjena duljina obrade
L p \u003d l + y \u003d 85 + 17,5 \u003d 102,5 mm
Gdje je l duljina utora;
y - povećanje vremena rezača (l 1) i učinka rezača (l 2) - prekoračenje;
l 1 = 15 (L-3, str. 114, tab. 79)
l 2 = 2,5 (L-3, str. 114, tab. 79)
8. Regularno vrijeme
9. Pomoćno vrijeme
T in \u003d T igrač in + T pr in = 0,6 + 3,8 \u003d 4,4, min.
Tou v = 0,6 (L-3, str. 115, tab. 81).
T pr in \u003d 0,8 + 0,2. (n - 1) = 0,8 +0,2. (16 - 1) = 3,8,
Gdje je n = 16 (broj utora).
10. Dodaci
T dodati \u003d 
Gdje je K \u003d 7% (L-3, str. 47, tablica 7).
11. Vrijeme komada
T kom \u003d T o + T in + T dodatno \u003d 13,12 + 4,40 + 1,23 \u003d 18,75, min. T kom = 18,75, min.
Tehnički propis radova brušenja.
Cilindrično vanjsko brušenje s poprečnim posmakom na dvostrukom stolnom hodu
redovno vrijeme
gdje je L p duljina hoda stola kada krug izlazi u oba smjera L p \u003d l + B
l - duljina obrađene površine, mm
B - širina (visina) brusne ploče, mm
Kada krug izlazi u jednom smjeru L p \u003d l + B / 2
Prilikom mljevenja bez napuštanja kruga L p \u003d l - B
z - dodatak za obradu po strani, mm
n i - brzina rotacije obratka, o / min
![]()
v i - brzina proizvoda, m/min.
D - promjer obratka, mm
Povežite brzinu s podacima na natpisnoj pločici stroja n i
S pr - uzdužni posmak, mm / okr
S t - dubina brušenja (poprečno)
K - koeficijent koji uzima u obzir trošenje kotača i točnost brušenja
K = 1,1-1,4 za grubo brušenje
K = 1,5-1,8 za fino mljevenje
Vanjsko cilindrično brušenje uranjanjem 
S p - radijalno posmak, mm/okr
Okruglo unutarnje brušenje
L p \u003d l m - 1 / 3V - za prolazne rupe
L p \u003d l m - 2 / 3V - za slijepe rupe
Z - dodatak za obradu, mm
Cilindrično brušenje bez središta s uzdužnim posmakom
l m - duljina poliranog proizvoda, mm
S pr.m - minutni uzdužni posmak mm / min
Okruglo uranjajuće brušenje bez središta

Jhd t vr \u003d 0,01-0,02 min - vrijeme poniranja
Z - dodatak za promjer, mm
S ppm - poprečni minutni posmak. mm/min
Gdje je S p - racionalni prijenos mmob
P - frekvencija rotacije brusnog kotača, o/min

U cr - obodna brzina kružnice m/s
D - promjer kruga (uzmite D = 300 mm)
Odredite vrijeme komada (T komada) za fino brušenje vrata ispod vanjskog ležaja zgloba upravljača automobila ZIL-431410. Dodatak za brušenje 0,017 Oprema - kružna brusilica model 3B151. Duljina vrata l = 28, promjer D = 39,997, d = 39980
1. Početni podaci
1.1 Detalj: Okretni zglob automobila ZIL - 431410. D = 39.997, d = 39980, l = 28, z = 0.017
Proračun načina obrade i vremenskih standarda
L-4 daje preporuke za izračun vremenskih normi za glavne vrste popravaka s primjerima. Referentni podaci dani su prema priručniku L-4. To ne isključuje mogućnost korištenja druge referentne literature o normiranju popravaka.
Tehnički propis tokarskih radova
Vremenska norma:
gdje je T o - glavno vrijeme (stroj), ![]()
L p - procijenjena duljina obrade, mm. Određuje se uzimajući u obzir vrstu tokarenja (tokarenje, bušenje, rezanje krajeva, žljebljenje).
gdje je l duljina obrađene površine prema crtežu detalja;
y je vrijednost rezanja i hoda rezača;
i – broj prolaza (obično i=1);
S p o - vrijednost putovnice hrane, mm / rev.
Odaberite posmak S p o prema tablicama, uzimajući u obzir materijal izratka, materijal reznog dijela alata i potrebnu završnu obradu.
Za obradu hrapavih i isprekidanih površina, smanjite tabličnu vrijednost dodavanja za 20-35%. Uskladite S p o s podacima o putovnici stroja (vidi Dodatak). Uzmite S p o = ... mm / rev.
N p - vrijednost putovnice brzine vretena stroja;
odabrati tabličnu vrijednost brzine rezanja V p t;
dodijeliti faktore korekcije:
K m - ovisno o materijalu izratka;
K mr - ovisno o materijalu reznog dijela alata;
K x - ovisno o stanju obrađene površine;
K oh - ovisno o dostupnosti hlađenja;
Podesite brzinu rezanja:
V r ck \u003d V r t ∙K m ∙K mr ∙K x ∙K oh;
Odredite izračunatu vrijednost brzine vretena stroja:
gdje je D promjer izratka.
Uskladite s podacima putovnice stroja n str.
T in - pomoćno vrijeme, min.
T u \u003d T u su + T u pr + T u mjerama, min.
T in su - pomoćno vrijeme za ugradnju i uklanjanje dijela, ovisi o načinu ugradnje i pričvršćivanja;
T in pr - pomoćno vrijeme za prolaz;
T in meas - pomoćno vrijeme za mjerenja, ovisi o metodi mjerenja.
Dodjeljuje se kada postoji prijelaz mjerenja.
T d - dodatno vrijeme, min.
T d ![]()
gdje je K postotak prekovremenog rada. Za tokarske radove K=8%;
T p.z. - pripremno i završno vrijeme. Ugrađuje se na seriju dijelova, ovisno o vrsti obrade i načinu ugradnje dijela;
P p - veličina proizvodne serije dijelova.
Primjer 1 Odredite komadno vrijeme za okretanje navojnog grla nakon izvlačenja na osovinu osovine automobila ZIL-4314.10. Obrada se izvodi od D=42 mm do D=36 mm na dužini l=32 mm. Oprema: strug za rezanje vijaka 1K62.
Dodatne informacije:
Alat za rezanje je prolazni rezač s tvrdo taljivom pločom T5K10;
Obrađeni materijal - čelik 40X;
B c \u003d 400 MPa.
Riješenje:
1. Dubina rezanja
![]()
Broj prolaza i=1.
2. Posmak S, mm/okr. uz grubo tokarenje i dubinu rezanja t=3 mm i b c =400 MPa.
Tablična vrijednost S t \u003d 0,3-0,6 mm / okr.
Prema putovnici stroja S p oko =0,3 mm / rev.
3. Brzina rezanja V, m/min.
Tablična vrijednost V t \u003d 198 m / min.
Korekcija brzine rezanja:
K m \u003d 1,65 - ovisno o materijalu koji se obrađuje;
K mr \u003d 0,95 - ovisno o materijalu rezača;
K x \u003d 0,65 - ovisno o stanju obrađene površine;
K oh \u003d 1,0 - ovisno o prisutnosti hlađenja.
Ispravljena brzina rezanja:
V p ck \u003d 198 ∙ 1,65 ∙ 0,95 ∙ 0,65 ∙ 1,0 \u003d 201,74 m / min.
4. Brzina rotacije dijela n, o/min:
Prema putovnici stroja n p \u003d 1600 o / min. (vidi privitak)
5. Procijenjena duljina obrade
L p \u003d l + y \u003d 32 + 5 \u003d 37 mm,
gdje je y=5 mm.
6. Glavno (strojno vrijeme):
![]()
7. Pomoćno vrijeme.
2.8.1 Racioniranje operacija na univerzalnim strojevima s ručnim upravljanjem.
Definicija glavnog (tehnološkog) vremena.
Glavno vrijeme određuje se obračunskim formulama za odgovarajuću vrstu rada i za svaki tehnološki prijelaz (T o1, T o2, ..., T o n).
Glavno (tehnološko) vrijeme za operaciju:
gdje je n broj tehnoloških prijelaza.
Definicija pomoćnog vremena.
Za opremu dizajniranu za izvođenje rada s jednim prijelazom s konstantnim načinima rada u jednoj operaciji (strojevi za višestruko rezanje, hidrokopiranje, rezanje zupčanika, provlačenje, urezivanje navoja), pomoćno vrijeme T daje se za operaciju, uključujući vrijeme za postavljanje i uklanjanje obradak.
Pomoćno vrijeme za operaciju određuje se formulom:
gdje t usta - vrijeme za ugradnju i uklanjanje dijela, dano prema vrsti učvršćenja, bez obzira na vrste strojeva, min;
t traka - vrijeme povezano s prijelazom, zadano tipovima strojeva, min;
t' traka - vrijeme koje nije uključeno u kompleks vremena povezanog s prijelazom, min;
t meas - vrijeme za kontrolna mjerenja nakon završetka površinske obrade. Vrijeme za kontrolna mjerenja uključeno je samo u onim slučajevima kada se ne preklapa s glavnim vremenom ili nije uključeno u kompleks vremena povezanog s prijelazom, min;
Kt in - faktor korekcije za pomoćno vrijeme, min.
Definicija operativnog vremena:
 , min
, min
gdje je T o - glavno vrijeme za obradu;
T in - pomoćno vrijeme za obradu, min.
Određivanje vremena za održavanje radnog mjesta i osobnih potreba.
Vrijeme za održavanje radnog mjesta, odmor i osobne potrebe određuje se kao postotak radnog vremena prema normativnim priručnikima.
Standardno vrijeme:
gdje su α obs i α voln vrijeme za opsluživanje radnog mjesta i vrijeme za odmor i osobne potrebe, izraženo kao postotak operativnog vremena.
Definicija pripremno-završnog vremena.
Pripremno i završno vrijeme T pz normalizira se za seriju dijelova, a njegov dio po komadu ulazi u komadno obračunsko vrijeme:
 , min
, min
gdje je n d broj dijelova u šarži.
2.8.2 Normalizacija operacija na univerzalnim i višenamjenskim CNC strojevima.
Norma vremena i njene komponente:
 , min
, min
gdje je T tsa - vrijeme ciklusa automatskog rada stroja prema programu, min.
 , min
, min
gdje je T o - glavno (tehnološko) vrijeme za obradu jednog dijela određeno formulom:
 , min
, min
gdje je L i duljina puta koji alat ili dio prelazi u smjeru dodavanja pri obradi i-tog tehnološkog dijela (uzimajući u obzir uranjanje i prekoračenje), mm;
S mi - minutni posmak na i-toj tehnološkoj dionici, mm/min;
Tm-v - pomoćno vrijeme stroja prema programu (za dovođenje dijela ili alata od početnih točaka do zona obrade i povlačenje, podešavanje alata na veličinu, promjenu alata, promjenu veličine i smjera posmaka), vrijeme tehnoloških pauza, min.
 , min
, min
gdje je T v.y vrijeme za ugradnju i uklanjanje dijela ručno ili dizalicom, min;
T v.op - pomoćno vrijeme povezano s operacijom (nije uključeno u kontrolni program), min;
T v.meas – pomoćno vrijeme nepreklapanja za mjerenja, min;
K t in - faktor korekcije za vrijeme izvođenja ručnog pomoćnog rada, ovisno o seriji izradaka;
α tech, α org, α otd - vrijeme za tehničko, organizacijsko održavanje radnog mjesta, za odmor i osobne potrebe za uslugu na jednom mjestu, % operativnog vremena.
Normativ vremena za postavljanje stroja prikazuje se kao vrijeme za pripremne i završne radove na obradi šarže dijelova, bez obzira na veličinu šarže, a određuje se formulom:
gdje je T p-31 - norma vremena za primanje naloga, tehnološke dokumentacije na početku rada i isporuke na kraju smjene, min; T p-31 = 12 min;
T p-32 - norma vremena za postavljanje stroja, učvršćenja, alata, softverskih uređaja, min;
T pr.arr - norma vremena za probnu obradu (prvog dijela), min.
Tehnički propis.
Tehničko normiranje provodi se za operaciju 005 "Tokarski stroj s PU" i operaciju 030 "Složeno s PU".
1. Operacija 005 "Tokarenje s PU".
1.1 Glavno (tehnološko) vrijeme obrade za svaki prijelaz određuje se formulom:
 , min
, min
 , min
, min
gdje l cut - duljina rezanja, mm
y, ∆ - vrijednost dodavanja ili prekoračenja, mm
L je duljina staze reznog dijela alata, mm.
L 1 \u003d (113-70) / 2 + (65-33) / 2 + 4 \u003d 42 mm;
L 2 \u003d 35 + 5 +2 + 4 + 2,5 + 4 \u003d 57 mm;
L 3 \u003d (113-70) / 2 + 4 \u003d 11 mm;
L 4 \u003d 57 + 4 \u003d 61 mm;
L 5 \u003d 57 + 4 + 1 + 4 \u003d 66 mm.
T o1 \u003d 42 / (0,6 × 315) \u003d 0,22 min;
T o2 \u003d 51 / (0,6 × 500) \u003d 0,27 min;
T o3 \u003d 11 / (0,15 × 500) \u003d 0,14 min;
T o4 \u003d 61 / (0,3 × 800) \u003d 0,25 min;
To 5 \u003d 66 / (0,15 × 1250) = 0,35 min.
1.2 Glavno vrijeme obrade po operaciji određeno je formulom.