CENTRALNI BIRO ZA STANDARDE RADA NA NAUČNO-ISTRAŽIVAČKOM INSTITUTU ZA RAD
DRŽAVNI KOMITET SAVETA MINISTARA SSSR-a za rad i nadnice
Izdanje III
NORMALIZOVANI FASTENERS
Moskva - 1975
CENTRALNI BIRO ZA STANDARDE RADA PRI INSTITUTU ZA ISTRAŽIVANJE RADA DRŽAVNOG KOMITETA SAVETA MINISTARA ZA RAD I PLATE SSSR-a
OPĆE TIPIČNE CIJENE VREMENA ZA OBRADU MAŠINA ZA OBRADU MAŠINSKIH DELOVA
Izdanje 111 NORMALIZOVANI PRIKVAČI
Opšte mašinograditeljske standardne norme vremena za obradu mašinskih delova. Izdanje III. Normalizirani pričvršćivači
Standardni standardi namijenjeni su ocjenjivačima, tehnolozima i drugim inženjerskim i tehničkim radnicima koji su uključeni u razvoj tehnički ispravnih standarda za obradu normaliziranih spojnih elemenata u nespecijaliziranim metaloprerađivačkim radnjama (lokacijama) poduzeća.
Standardne vremenske norme odobrava i preporučuje za upotrebu u preduzećima odeljenje Stručnog i metodološkog saveta Centralne banke nauke i tehnologije i odobrava Državni komitet Saveta ministara SSSR za rad i nadnice (Uredba br. 208 od 15. avgusta 1972.) i dogovoreno sa Svesaveznim centralnim vijećem sindikata.
Zbirku je razvio Centralni biro za standarde rada uz učešće preduzeća i regulatornih organizacija različitih ministarstava mašinogradnje.
Ovi modeli standarda su revidirano i dopunjeno izdanje prethodno izdatih standarda i uvedeni su da zamijene zbirku izdanja iz 1964-1965.
Kolekcija odgovara izdanju iz 1975. godine.
Sve komentare i sugestije na ovu zbirku šaljite na adresu: 103112, Moskva, KL2, pl. Kuibysheva, 1, TsBNT.
© Istraživački institut rada Državnog komiteta Vijeća ministara SSSR-a za rad i nadnice (Istraživački institut rada), 1975.
ZAJEDNIČKI DIO
Ovi standardni vremenski standardi preporučuju se za standardizaciju rada mašina u proizvodnji normalizovanih pričvrsnih ds-dizalica mašina u nespecijalizovanim radionicama mašinograditeljskih preduzeća koje se izvode na strugovima, tokarilicama, bušilicama, brušenjem i drugim mašinama za male i uslovima masovne proizvodnje i na jednovretenim automatskim strugovima - za serijsku" i masovnu proizvodnju.
Prilikom razvoja ove zbirke, prihvaćena nomenklatura dijelova usklađena je sa zahtjevima novoizdanih i revidiranih GOST-ova.
Revizijom standardnih normi izdanja iz 1964. zbirka je značajno proširena. Dodatno su dati standardi vremena za obradu spojnih elemenata na jednovretenim automatskim strugovima. Kolekcija je dopunjena kartama za narezivanje i kalibriranje navoja, brušenje glatkih površina, igle za obradu itd.
Sljedeći materijali su osnova za razvoj standardnih vremenskih standarda:
1. Opšti mašinski standardi za režime rezanja za tehničku regulaciju rada na metaloreznim mašinama. M., "Inženjering", 1967.
2. Opšte inženjerske norme za pomoćno vrijeme, za opsluživanje radnog mjesta i pripremno i završno vrijeme pri radu na metaloreznim mašinama (mala i pojedinačna proizvodnja). M., Istraživački institut za rad, 1968.
3. Opšte inženjerske norme za pomoćno vrijeme, za opsluživanje radnog mjesta i pripremno i završno za tehnički propis rada mašina (serijska proizvodnja). M., Istraživački institut za rad, 1968.
4. Opći standardi mašinogradnje za vrijeme i uslove rezanja za automatsko tokarenje (masovna, velika i serijska proizvodnja). M., "Inženjering", 1971.
Prilikom izrade standardnih vremenskih standarda, uz gore navedene opšte standarde mašinogradnje, korišteni su i sljedeći:
1. GOST za pričvršćivače (pogledajte listu dijelova na stranici 20).
2. Tehnološki procesi, uslovi rezanja koji se koriste u preduzećima i hronometrijska posmatranja u uslovima proizvodnje za vreme utrošenog na mašinsku obradu spojnih elemenata.
3. Industrijska i lokalna vremena proizvodnje zatvarača.
4. Podaci iz pasoša za opremu.
b. Rezultati analize procesi rada, proučavanje racionalnih metoda rada i organizacije radnog mjesta.
Vremenski rokovi u prikupljanju su dati u minutima. Granice brojčanih indikatora (dužina, prečnik, itd.) za koje je naznačeno "do" treba shvatiti uključivo.
Zbirka standardnih vremenskih normi sastoji se od sljedećih odjeljaka:
Zajednički dio;
Karakteristike upotrebljene opreme i tehnologije rada;
Organizacija rada;
Regulatorni dio;
Prijave.
Tipične norme vremena za mašinsku obradu spojnih elemenata su potpuni tip proširenja, kada se za svaku operaciju daju norme komada i pripremno-završnog vremena.
Za praktičnost korištenja zbirke u kartama standardnih normi dato je vrijeme za kompletnu obradu dijelova, a istaknute su i pojedinačne opcije obrade.
Uobičajena radna vremena uključuju:
a) glavno (tehnološko) vrijeme;
B) pomoćno vrijeme za ugradnju i uklanjanje dijela;
c) pomoćno vrijeme povezano s prijelazom;
d) - vrijeme za održavanje radnog mjesta, odmor i ličnu negu (u okviru 5 do 10% radnog vremena, zavisno od vrste posla).
Djelomično vrijeme po komadu uključuje iste komponente, s izuzetkom pomoćnog vremena za ugradnju i demontažu.
Pripremni konačno vrijeme u zbirci je dat u odnosu na tipove alatnih mašina (grafikon 62). Ovaj put, postavljen za seriju mašinski obrađenih delova, predviđa sledeći obim posla:
1. Dobijanje narudžbe i tehničke dokumentacije.
2. Upoznavanje sa radom, crteži i primanje instrukcija od majstora.
3. Pribavljanje alata i pribora, priprema radnog mjesta, postavljanje opreme, alata i inventara.
4. Uklanjanje alata i pribora na kraju obrade partije delova, njihova isporuka.
5. Djelimično prilagođavanje opreme u toku rada.
Tipični vremenski standardi su dizajnirani za organizacione i tehničke uslove koji odgovaraju prihvaćenom tipu proizvodnje. Veličina serije delova uzetih kao celina, kao i faktori korekcije za promenjene uslove rada daju se nakon kartona radnog vremena po tipu mašine.
Za automatske strugove sa jednim vretenom, serija prihvaćenih delova je više od 500 kom.
Ako mašina sistematski obavlja istu vrstu operacija na
4
obrada strukturno sličnih delova, piece time, dat u ovim standardnim normama, mora se korigovati koeficijentom /("0,70.
Uobičajeni vremenski rokovi su izračunati kako bi se posao dopunio održavanjem jedne stanice. U slučaju održavanja više mašina, treba primeniti standardne norme sa koeficijentima:
Nivo produktivnosti rada usvojen u standardnim normama uzima u obzir iskustvo rada mašinskih radionica mašinskih preduzeća.
U slučajevima kada su vremenske norme koje su na snazi u preduzeću manje od standardnih, ove progresivne vremenske norme ne treba povećavati.
Stupanjem na snagu ovih standarda modela, ukida se zbirka izdanja iz 1964. ili 1966. godine.
Prilikom utvrđivanja normativa vremena u preduzećima na osnovu normativnih normi vremena ove zbirke, obračun rada vršiti prema Jedinstvenoj tarifi i kvalifikacionoj knjizi radnika i zanimanja radnika, broj 2, odobrenoj Uredbom dr. Komitet Savjeta ministara SSSR-a za rad i nadnice i Svesavezno centralno vijeće sindikata br. 22 od 21. januara 1969. godine, podložno naknadnim dopunama i izmjenama istog.
Nesklad između kvalifikacija radnika i utvrđene kategorije rada ne može poslužiti kao osnova za bilo kakve promjene u normativu vremena u naplati.
Karakteristike korišćene opreme i tehnologije
rad
Tehničke karakteristike reprezentativnih mašina, podaci iz pasoša, koji su uzeti u obzir pri odabiru uslova rezanja, prikazani su u tabeli ispod.
Tehničko-tehnološke karakteristike gore navedenih modela alatnih mašina su da imaju kompletan set posmaka, brzina i dovoljnu snagu.
|
Tip mašine |
Opcije |
Snaga ■ k*t |
Glavna ograničenja brzine kretanja u o/min |
Granice pada u mm/okr |
|||
|
Glodanje |
5 prednja površina |
Uzdužni poprečno vertikalno |
|||||
|
uzdužni poprečno vertikalno |
|||||||
|
Smolilny |
Maksimalni prečnik bušenja | ||||||
|
Krugloshlnfs-eal |
Maksimalni prečnik brušenja Maksimalna dužina brušenja |
radni komad 30-235 |
Brzina kretanja* tablica u m/min 200 - 6000 Poprečni pomak brusne glave u jednom potezu 0,01-0,02; 0,03-0,01 |
||||
Nastavak
|
Stayak tip" |
Opcije |
Ograničenja brzine glavnog kretanja u oko! mime |
Ograničenja dodavanja u mm/okr |
||||
|
Mašina bez kolevke |
Prečnik brušenja |
najveći najmanje | |||||
|
dužina radnog komada |
|||||||
|
Poluautomatska mašina za urezivanje navoja sa rotirajućom glavom | (rezivanje vijaka) | |||||||
|
Mašina za narezivanje navoja sa okruglim valjcima A |
Najveći prečnik navoja koji treba rezati | ||||||
|
Jednovreten strug ga paradajz |
Najveći prečnik obrade |
1150 - 7800 800-7670 550-3200 | |||||
Tipični vremenski standardi dizajnirani su za sljedeće tehnologije pod uvjetima:
L. Komadno vrijeme u karticama je određeno za obradu dijelova izrađenih od konstrukcijskih ugljičnih čelika a * "60-76 kg / mm 2. Prilikom obrade dijelova alatom od brzoreznog čelika daju se koeficijenti ovisno o vrsti materijala koji se obrađuje. Prilikom obrade dijelova pomoću karbidnih alata daju se korekcijski faktori ovisno o čvrstoći materijala koji se obrađuje.
B. Radni komad koji se koristi za izračunavanje vremena komada pri obradi dijelova na strugovima i tokarskim strugovima, za dijelove prečnika do 20 mm - šipka dužine 1000 mm, za dijelove prečnika većeg od 20 mm - poseban radni komad od valjani proizvodi, štancanje ili kovanje. Prilikom obrade dijelova na automatskim strugovima s jednim vretenom, kao radni komad uzima se šipka dužine 3000 mm.
3. Montaža dijelova se vrši u univerzalnim čvorovima.
4. Tehnološki načini rada na strugovima i tokarskim strugovima za glodala su predviđeni za upotrebu karbidnih alata. Sve ostale vrste strojne obrade (osim brušenja i valjanja navoja) izvode se reznim alatom od brzoreznog čelika. Za automatsku obradu, norme se također izračunavaju uz uvjet korištenja alata od brzoreznog čelika.
6. Tipični standardi za obradu vijaka, šrafova i matica na strugovima i revolverima izračunati su za narezivanje 3. klase tačnosti. U slučaju navoja 2. klase, korekcijski faktor /("U,2.
<6. В случае изготовления детали ко отдельной заготовки, штамповки или поковки время на отрезку не учитывалось.
7. Vremenski rokovi za brušenje se računaju na osnovu uslova uklanjanja dodatka od 0/1 mm po strani.
8. U normama vremena po komadu, za obradu istih uzima se u obzir poravnanje vijaka i vijaka sa ulijeganjem po sredini stražnjeg dijela u omjeru dužine dijela i prečnika 8-<10 и рассверливание отверстий в гайках, начиная с диаметра резьбы 30 мм.
9. Prilikom rezanja navoja na strugovima i revolverima, u normativima vremena na komad uzima se u obzir upotreba ureznica i kalupa za prečnike do 20 mm i glodala za prečnike preko 20 mm.
Organizacija rada
Uz racionalnu organizaciju rada, radno mjesto mora biti opremljeno u skladu sa zahtjevima proizvodnog procesa i uslovima za obavljanje poslova uz poštovanje sanitarno-higijenskih i sigurnosnih pravila.
Lokacija opreme na radnom mestu, inventara, industrijskog nameštaja, kontejnera, regala za blanke i gotove proizvode planirana je na način da nema skučenih uslova rada, dodatnih troškova, vremena za šetnju i traženje.
Opremljenost radnog mjesta mora biti dovoljna i ispravna. Potrebna rasvjeta određena je prirodom posla koji se obavlja i važećim sanitarnim standardima.
U prirodnom i vještačkom osvjetljenju preporučuje se postavljanje radnih mjesta na način da svjetlo pada lijevo ili ispred. U prisustvu lokalnog osvjetljenja, svjetlost ne smije zaslijepiti oči, sjena ne bi trebala pasti na radni predmet.
Vanjski dizajn radnih mjesta i industrijskih prostorija mora biti u skladu sa zahtjevima tehničke estetike.
Broj alata i pribora na radnom mestu treba da bude „minimum neophodan da bi se obezbedio nesmetan rad u toku smene uz najmanje vremena utrošenog na njihovo nabavku i zamenu.
Alati i oprema trebaju biti smješteni na radnom mjestu određenim redoslijedom, pogodnim za upotrebu.
Čišćenje strugotine i otpada na radnom mestu vrše proizvodnja i radnici, sa radnih mesta - čistači radioničkih proizvodnih objekata.
Broj delova koji se obrađuju, obradaka na radnom mestu određen je sistemom organizacije proizvodnje i mora da obezbedi neprekidan rad u toku smene.
Na radnom mjestu nalazi se nastavna i operativna mapa za odabir erizipela u rezanju prema vrsti koju je razvio Nevsky machine-cTpoH \ v .. oHWM postrojenje nazvano po. V. I. Lenjina ili PKTImaša (vidi Dodatak 2).
U nastavku su navedene neke sheme za organiziranje poslova za operatere strojeva, uzimajući u obzir zahtjeve za organiziranje radnika u županiji.
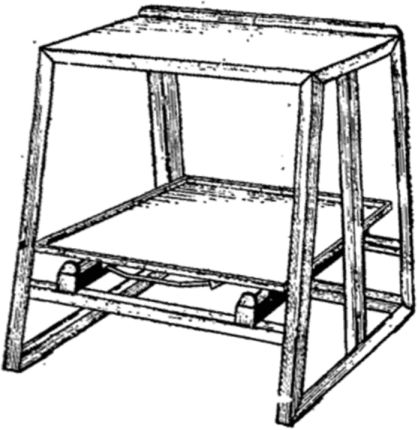
Šema organizacije radnog mjesta tokara
/ - instrumentalni noćni ormarić; 2 - tableta za vješanje crteža; 3 - prijemni sto; 4 - rešetka za noge
Radno mjesto tokara je opremljeno ormanom za alate za rad u dvije smjene (vidi sliku 7), na čijoj se udaljenosti nalazi stalni set alata i opreme za brigu o opremi, kao i prijemni sto (vidi sl. 8).
1 - instrumentalni noćni ormarić; 2 - tableta za vješanje crteža radnih komada; 3 - rešetka za noge; 4 - prijemni sto; 5 - stalak za horizontalno skladištenje šipki
Radno mjesto revolvera opremljeno je ormarićem za alat koji je postavljen desno od njega za rad u dvije smjene (<см. рис. 7), приемным столиком (ом. рис. 8), установленным слева.
Kontejner za gotove dijelove ugrađen je na gornju ploču prijemnog stola; donja polica može pohraniti pribor za mašinu. Ako je (mašina za kupolu predviđena za obradu šipki i patrona, tada se regali kontejner sa prazninama postavlja na prazno mesto iza ormana za alat. Za revolverske mašine namenjene samo za obradu stezne glave, na prijemnom stolu se postavljaju dva kontejnera (za prazne i za gotove dijelove), a zaliha zalogaja u steli i tovnoj posudi nalazi se desno od radnika iza ormana za alat.
Radno mesto bušača je opremljeno ormanom za alate za rad u dve smene (videti sl. 7), u čijem se svakom odeljku nalazi stalni set alata, i prijemnim stolom (vidi sl. 8), postavljenim sa leve strane. Na donjoj polici prijemnog stola pohranjeni su mali uređaji.
Šema organizacije radnog mjesta revolvera

Shema organizacije radnog mjesta bušača koji radi na vertikalnoj bušilici
1 - orman za alat. udio; 2-tableta za vješanje crteža radnih komada; 3 - prijemni sto; Rešetka od 4 stope
Na gornjoj polici noćnog ormarića postavljen je set alata potrebnih za direktan rad.
Šema organizacije radnog mjesta glodalice

/ - instrumentalni noćni ormarić; 2-. ploča za vješanje crteža izratka; 3 - prijemni sto; 4 - rešetka za noge; 5-stalak za opremu i pribor; 6 - stalak za trnove i bušilice
Radno mesto mlinara je opremljeno ormanom za alate za rad u dve smene (om. sl. 7), u čijem se svakom odeljku nalazi po jedan stalni set alata.
Noćni ormarić je postavljen desno od radnika, a prihvatni sto je postavljen lijevo (vidi sl. 8) za dva kontejnera. Priključci i pribor za mašinu se postavljaju na stalak sa kliznom platformom (vidi sliku 9) postavljenom iza mašine.
Uz povećanu zalihu dijelova namijenjenih za obradu, oni se postavljaju u regalni kontejner ili na palete na stražnjoj strani stroja.
Šema organizacije radnog mjesta brusilice

1 - prijemni sto sa kutijama za alat; 2 - mobilni prijemni sto; 3-tableta za vješanje crteža radnih komada; 4-balansni uređaj za grupu mašina
Prilikom rada s abrazivnim alatom, pravila sigurnosti i industrijske higijene ne dopuštaju njegovo dugotrajno skladištenje na radnom mjestu, stoga su samo strojni pribor i univerzalni mjerni alat uključeni u stalni set alata za brušenje.
Na osnovu toga, radno mjesto brusilice opremljeno je ne ormarićem za alat, već prijemnim stolom s kutijama za alat (broj kutija se određuje u svakom konkretnom slučaju), u kojem se pohranjuje set alata (vidi Sl. 10).
Radi praktičnosti, radno mjesto brusilice opremljeno je pokretnim stolom za prijem (vidi sl. III), na koji se postavlja alat potreban za rad.
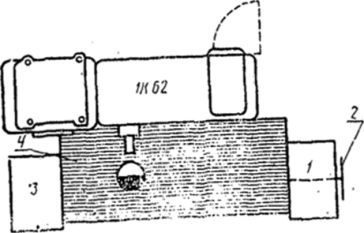
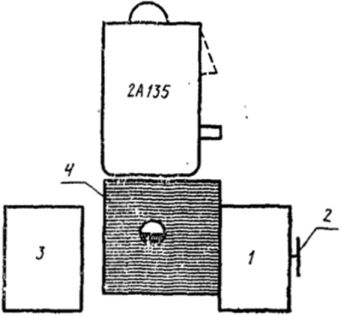
Shema rasporeda područja za automatsku obradu
/ - strug sa jednim vretenom 1A-Sh8; 2 - strug sa jednim vretenom 1A124; 3 - prijemni sto; 4 - "prihvatni sto sa kutijama za alat; 5-stalak za horizontalno skladištenje šipki; 6 - ormar za podešavanje
Tipično za automatske sekcije je održavanje više mašina i podešavanje opreme od strane regulatora. Stoga, u automatskim puff sekcijama nije opremljeno zasebno radno mjesto, već mjesto u cjelini. Opisani prostor je opremljen monterskim ormarom (vidi sliku 12), prihvatnim stolovima (vidi slike 8, 10) i policama za odlaganje šipki (vidi sliku 10).
Prijemni stolovi su dizajnirani da na njih postavljaju kontejnere sa gotovim dijelovima i mjernim alatom koji je direktno neophodan u radu (mjeri, šabloni, itd.). Kontejner sa gotovim delovima se yura-beam-om prenosi na radno mesto Odeljenja za kontrolu kvaliteta. Broj šipki koji je radniku potreban za smjenu unosi se u mašinu prije početka smjene. Šipke se postavljaju na stalke sastavljene od dva ili tri dijela međusobno povezana. Položaj regala je određen dizajnom opreme i praktičnošću punjenja šipki u mašinu.
Jedan od prijemnih stolova na grupi mašina koje servisira jedan radnik ima kutije za alat u koje radnik odlaže neophodan alat.
Organizaciona opremljenost radnih mesta
Noćni ormarić je dizajniran za odlaganje potrebnih alata na radnim mjestima rukovaoca mašinama, dokumentacije i proizvoda za njegu opreme.
Svaki pretinac noćnog ormarića je zatvoren vratima i dodijeljen je jednom radniku. Pretinci imaju kutije za alate i police za odlaganje dokumentacije, nedebljanog pribora i pribora, ulja, sredstava za čišćenje itd.
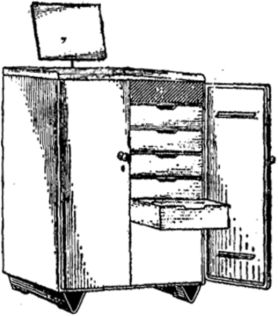
Gornja polica noćnog ormarića može se prekriti plastikom. Ploča koja se može skinuti za pričvršćivanje crteža i tehnološkog procesa, izrađena od dekorativne drvo-laminirane plastike, pričvršćena je u konzolama.
Stol za prijem
Na gornjoj polici stola nalazi se kontejner sa obrađenim dijelovima ili samim dijelovima. Ako je potrebno, na donjoj polici mogu se odložiti pribor i pribor.
Na pojedinačnim radnim mjestima stol se može koristiti za postavljanje alata koji se koristi u radu.
Stalak za pribor sa platformom na izvlačenje
Platforma se kreće na valjcima i ima graničnik hoda. Detalji stalka izrađeni su od savijenog profila i čeličnog lima. Gornja polica i platforma izrađeni su od drveta impregniranog fenol-formaldehidnom smolom.
Stol za prijem sa kutijama za alat
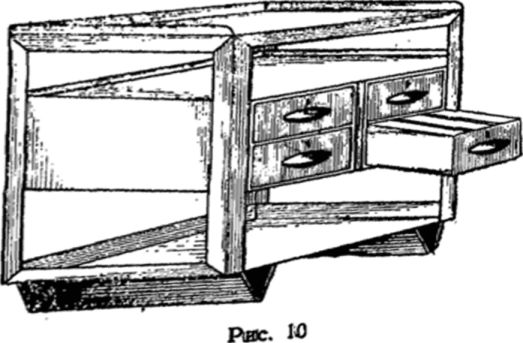
LADICA STOLA Služi za odlaganje alata, a gornja polica za odlaganje posuda sa dijelovima ili za polaganje alata potrebnog za posao.
Dizajn predviđa mogućnost ugradnje dva ili četiri * gyreh kutija za alat. Prilikom ugradnje četiri ladice, dvije se postavljaju na vješalicu s šinama, pričvršćenim kuglicama i policama.
Kutije se lako kreću na valjcima i imaju graničnik kretanja. na njih se mogu ugraditi podesive pregrade, formiranje ćelija i željene veličine. Između gornje police i ladica nalazi se prostor za tehničku dokumentaciju. Na stražnjoj strani stola nalaze se nosači za montažu na dokumentacijski tablet. Olika dijelovi su izrađeni od savijenog profila i čeličnog lima.
Mobilni sto za recepciju
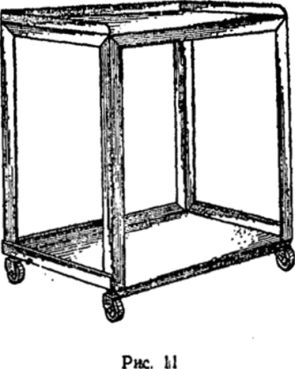
Stol se koristi na onim radnim mostovima gdje se zbog radnih uvjeta ne može postaviti stacionarna kancelarijska oprema (ormari za alat ili prijemni stolovi) dovoljno blizu i zgodno u blizini mašine.
Na gornju i donju policu stola radnik postavlja alat koji mu je potreban u radu i postavlja sto na sebi najpogodnije mjesto. Detalji stola izrađeni su od savijenog profila i čeličnog lima. Ako je potrebno, stol može biti opremljen ručkom za lakše kretanje.
Ormar

Rice. br.
Ormarić se sastoji od pojedinačnih elemenata (osnova, nosač i stražnji nosači, vrata, ladice i police). Police se mogu ponovo postaviti, ali visine. Podesive pregrade mogu se ugraditi u ladice i na police, formirajući ćelije željene veličine. Za smještaj dugog alata u šupljinu vrata, jedan. udaljeni držači.
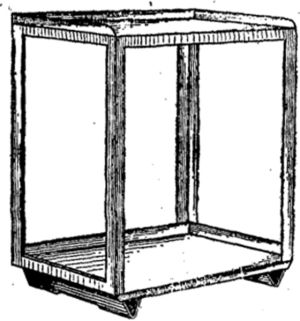
Police za horizontalno skladištenje šipki
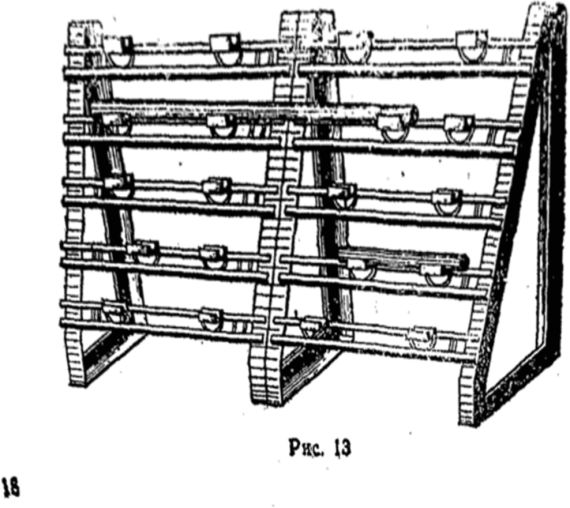
Stalak ima pet šina koje se nalaze na različitim visinama, na koje su pričvršćeni mobilni nosači.
Šipke se polažu na nosače, čija se lokacija i broj određuju u svakom slučaju posebno. Dizajn predviđa mogućnost povezivanja sekcija regala po dužini. Na sl. 13 prikazuje dvije sekcije povezane jedna s drugom.
Detalji stalka izrađeni su od savijenog profila i ugla. Noseća prizma je izrađena od drveta impregniranog fenol-formaldehidnom smolom.
2. Računanje normi vremena
3. Proračun načina obrade
Načine obrade treba odrediti za svaku operaciju posebno, raščlaniti na prijelaze.
Parametri načina obrade koji uključuju:
Obrada dijelova na strojevima za rezanje metala - vijek trajanja alata, dubina rezanja, pomak, brzina rezanja, brzina rotacije dijela (ili alata), snaga rezanja;
Zavarivanje (navarivanje) ručni električni luk - vrsta, marka i prečnik elektrode, jačina struje zavarivanja, polaritet;
Zavarivanje (navarivanje) ručni plin - broj plinskog gorionika, vrsta plamena, marka materijala za punjenje, fluks;
Automatsko navarivanje - jačina struje zavarivanja, brzina navarivanja, korak navarivanja, visina nanesenog sloja u jednom prolazu, položaj zavarivanja, materijal za punjenje itd.;
Metalizacija - parametri električne struje, pritiska i protoka vazduha, rastojanje od mlaznice do dela, sat-tota rotacije dela, dovod, itd.;
Galvanski premaz - atomska masa, valencija, elektrohemijski ekvivalent, izlaz metala po struji, gustina, itd.
Prilikom izvođenja ovog proračuna, trebali biste se fokusirati na pronalaženje komponenti za određivanje glavnog (mašinskog) vremena (T o).
Primjer. Operacija 06 okretanje
gdje je L, - procijenjena dužina obrade , mm, (hod reznog alata)
ja- broj prolaza (obično i = I);
n, - brzina vretena, o/min, (broj okretaja dijela ili alata),
S - pomak reznog alata mm/rev. Vidite L-3 za detalje.
U predmetnom projektu potrebno je odrediti vremenske norme za prethodno odabrane 2 - 3 operacije (suprotno). Norma vremena (T n) se određuje na sljedeći način:
T n \u003d T o + T u \u003d T dodatni +
gdje je T 0 glavno vrijeme (vrijeme tokom kojeg se mijenja oblik, veličina, struktura itd. strojnog vremena (To) se određuje proračunom);
T in - pomoćno vrijeme (vrijeme koje osigurava izvođenje glavnog posla, tj. za ugradnju, poravnanje i skidanje dijela, okretanje podataka, mjerenje i sl. (Tv) se utvrđuje iz tabela);
T dodatno - dodatno vrijeme (vrijeme za održavanje radnog mjesta, pauza za odmor i sl.)
Gdje je K postotak produžetka, uzet prema tabeli. (L-3, str.47, tabela 7);
T p-z - pripremno - završno vrijeme (Vrijeme za prijem zadatka, upoznavanje sa crtežom, navarivanjem alata itd. (T p-z) određeno je tabelama)
X - veličina proizvodne serije delova (vidi odeljak br. 2 ovog uputstva).
Morate znati da:
![]()
Gdje Tsht - komad vremena.
Za detaljnije informacije o određivanju Tn vidi L-3, o.12-15, itd.
Definisanje vremenskih rupa u predmetnom projektu (kao i u P kontrolnom radu) treba izvršiti na sljedeći način.
Primjer 1. Odredite komadno vrijeme (Tsht) za okretanje
navojni vrat zgloba upravljača automobila ZIL-431410 nakon izrona.
Operacija 06 okretanje. Obrada se vrši od D = 40 mm do
d = 36 mm na dužini l = 30 mm. Oprema: strug za vijke 1K62,
Početni podaci
1.1. Detalj - okretna šaka, struganje sa navojem. vratovi: D = 40; d=36; l = 30.
1.2. Materijal - čelik, 40X.
1.3. Tvrdoća - HB 241...285,
1.4. Težina dijela je do 10 kg.
1.5. Oprema - strug za vijke 1K62.
1.6. Alat za rezanje je prolazni rezač sa pločom T15K6.
1.7. Ugradnja dijela - u centrima.
1.8. Uslovi obrade - bez hlađenja.
2.1. Postavite dio u centar.
2.2. Okrenite vrat sa navojem.
2.3. Uklonite detalj.
3. Obračun naknada ( h) za obradu
h = = =2,0
4.1. Odredite dužinu obrade ( L)
L = l + y = 30 + 3,5 = 33,5 mm
gdje je l = 30(dužina vrata s navojem) ;
y=3.5(vrijednost reza i prekoračenja rezača, L-3, str. 74, tabela 38).
4.2. Odredite broj prolazaka ( i) :
i = = = 1 ,
gdje je h = 2(naknada za obradu),
t- dubina rezanja.
Prilikom grube obrade poželjno je ukloniti cijeli napust u jednom prolazu, pa prihvatamo t=h=2
4.3. Određujemo teoretski (tabelarni) pomak rezača ( S)
S= 0,4 - 0,5 mm/okr(L-3, str. 56, tab. 8.)
4.4. Odredite stvarni uzdužni pomak ( S
S= 0,43, mm/okr.
4.5. Odredite brzinu rezanja ( V) tabelarni.
V= 143, m/min(L-Z, str. 57, tab. 11).
4.6. Ispravljam V uzimajući u obzir uslove obrade dela.
V= V . TO . TO . TO . K \u003d 143. 1.44. 0.7. 1.0 . 1,0 = 144,2 m/min,
gdje je K = 1,44(L-Z, str. 57, tab. 12);
K = 0,7(- "- str. 58, tabela 14);
K = 1,0(- "- str. 59, tab. 15);
K = 1,0(- "- str. 59, tab. 16).
4.7. Odredite broj okretaja dijela ( n)
n==  = 1147,6 o/min
= 1147,6 o/min
4.8. Odredite stvarni broj okretaja dijela ( n) prema pasošu mašine (vidi dodatak)
n= 1000 o/min.
5. Računanje normi vremena
5.1 odrediti glavno vrijeme (Do)

5.2 Odredite pomoćno vrijeme (TV)
TV \u003d T set + T pr \u003d 0,48 + 0,7 \u003d 1,18, min
Gdje je T postavljen \u003d 0,48 min - vrijeme za ugradnju i uklanjanje dijela (L-3, str. 77, tab. 43)
T pr \u003d 0,5-0,8 - vrijeme povezano s prolazom (L-3, tabela 44)
5.3 Definicija produžetka (T add)
5.4 Odredite vrijeme na komad (Tsht)
Tsht \u003d To + TV + Tdop \u003d 0,08 + 1,18 + 0,16 \u003d 1,42 min
Tsht = 1,42 min
Tehnička regulativa bušaćih radova
Vremenska norma:
Tn \u003d To + Tv + Td +
Where To je glavno vrijeme.
Gdje je L dužina obrade, mm L = l + y
l je dužina obrađene površine prema detaljnom crtežu; y - količina prodora i prekoračenja burgije (razvrtač, upuštač)
i je broj prijelaza (ili broj rupa na jednom dijelu);
Pasoška vrijednost hrane, mm/okr.
Odaberite dovod prema tabelama, uzimajući u obzir materijal obratka, materijal reznog dijela alata i potrebnu završnu obradu. Koordinirati sa podacima o pasošu mašine (vidi Dodatak) Prihvatiti prema pasošu mašine (vidi Dodatak)
P P - pasoška vrijednost brzine vretena mašine (vidi Dodatak)
Odaberite tabelarnu vrijednost stope razvoja
Dodijeliti faktor korekcije;
K 1 - (K m) - ovisno o materijalu dijela;
K 2 - (K mr) - ovisno o materijalu reznog dijela alata
K 3 - (K x) - ovisno o stanju površine
K 4 - (K oh) - u zavisnosti od prisustva hlađenja.
Ispravljena brzina rezanja:
Proračun brzine vretena mašine:

D - prečnik alata, mm
Koordinirati sa podacima iz pasoša mašine P P (vidi Dodatak)
T in - pomoćni, min
![]()
Pomoćno vrijeme za uklanjanje i ugradnju. Zavisi od načina ugradnje i pričvršćivanja
Pomoćno prijelazno vrijeme
Pomoćno vrijeme za mjerenje. Zavisi od vrste instrumenta (vidi stranice 58-60)
Dodijeljeno u prisustvu mjernih prijelaza;
T g - dodatno vrijeme, min
![]()
K je postotak produžetka. Za radove bušenja K = 6% (L-3, str. 47, v. 7)
T p.z. - pripremno - završno vrijeme, min. Ugrađuje se na seriju dijelova, ovisi o vrsti obrade i načinu ugradnje dijela
X - Veličina proizvodne partije dijela
PRIMJER 2 Odrediti vrijeme komada za bušenje rupa za montažu vijaka u glavčini zadnjeg točka od prečnika d = 20,08 do D = 26 mm na dužini od 20 m Materijal - liveno gvožđe KCh-35. Oprema vertikalna - bušilica model 2H-135
Dodatne informacije:
Broj rupa - 6;
Bušilica za rezni alat od P9 čelika
1. Dubina rezanja

Broj prolaza - jedan; broj rupa na dijelu - 6.
2 Brzina min/obr.
![]() (L-3, str. 66, tab. 28).
(L-3, str. 66, tab. 28).
Prema pasošu mašine = 0,56 mm / rev. (vidi prilog)
3. Brzina rezanja m/min.
Tabelarna vrijednost \u003d 17 m / min (L-3, str. 67, tab. 30)
Korekcija brzine rezanja:
K m = 065 - zavisno od materijala koji se obrađuje;
K mr \u003d 1,00 - ovisno o materijalu za rezanje
K x = 0,75 - u zavisnosti od stanja tretirane površine;
K oh = 1,0 - u zavisnosti od prisustva hlađenja.
Vidi L-3, str. 57-59.
Podesite brzinu rezanja:
17 . 0,65. 1.0 . 0,75. 1,0 = 8,28 (m/min)
4. Brzina vretena mašine
Prema pasošu mašine N p \u003d 90 (o/min), pogledajte dodatak.
5. Procijenjena dužina obrade L p = l + y
y = 12 mm (L-3, str. 102, tab. 64)
L p = 20 + 12 = 32 mm.
6 Glavno vrijeme, min,
7. Vrijeme podrške
0,10 + 5 . 0,04 = 0,40 min (L-3, str. 103, tab. 66)
8. Produžetak
K \u003d 6% (L-3, str. 47, tabela 7)
9. Vrijeme za komad
Tsht \u003d To + TV + Tg \u003d 3,81 + 1,50 + 0,32 \u003d 5,53
Tehnička regulativa glodanja
Naziv vremena:
To je glavno vrijeme, min
Gdje je L dužina obrade, mm. L = l + y
Sl - dužina obrađene površine prema detaljnom crtežu
Sy - količina uvlačenja i prekoračenja ovisi o vrsti navoja
Si - čisti prolazi (broj klinova ili broj obrađenih površina)
Minuta hrane, mm/min (prema stonka pasošu)
![]()
Tabela vrijednosti hrane, mm / rev. Odabire se uzimajući u obzir materijal obratka, materijal reznog dijela alata, potrebnu učestalost obrade i vrstu glodanja.
Pasoška vrijednost frekvencije rotacije o/min (vidi dodatak)
Dodijelite faktore korekcije
Podesite brzinu rezanja
Odredite izračunatu vrijednost brzine vretena stroja

D - prečnik friza, mm
Frekvenciju rotacije treba uskladiti sa podacima iz pasoša mašine n n . Izračunavanje vrijednosti minutnog dodavanja
![]()
Uskladite minutni unos sa podacima iz pasoša mašine (pogledajte dodatak)
T in - pomoćno vrijeme se određuje prema tabelama, uzimajući u obzir vrijeme presjeka i uklanjanja dijela, rotacije itd.
Tdop - produžeci.
Određuje se na isti način kao u prethodnim proračunima, uzimajući u obzir K = 7% - za rad glodanja.
PRIMJER 3. Odrediti komadno vrijeme za glodanje klinova osovinskog vratila automobila. Zglobni vrat se nakon navarivanja okreće na prečnik od 54 mm. Broj proreza - 16, dužina - 85 mm, unutrašnji prečnik - 46 mm. Oprema - horizontalno - glodalica model 6M82G.
Dodatne informacije:
Materijal dijela - čelik 45; = 700 MPa
Alat - disk rezač prečnika D f = 65 mm, broj zuba - 14, materijal rezača - brzorezni čelik R9
- Dubina rezanja

Broj prijelaza i = 16 (prema broju slotova)
2. Pomak po okretaju rezača
![]()
3. Brzina rezanja, m/min. Tabelarni.
![]() (L-3, str.10, tab.74)
(L-3, str.10, tab.74)
4. Korekcija brzine rezanja
Gdje je K 1 \u003d 0,51 (L-3, str. 57, tabela 12)
K 2 \u003d 0,7 (L-3, str. 58, tabela 14)
K 3 \u003d 1.0 (L-3, str. 59, tab. 15)
5. Brzina vretena mašine

6. Minutni zupčanik, S m , mm/min.
Prema pasošu mašine = 125 mm/min. (vidi prilog)
7. Procijenjena dužina obrade
L p = l + y = 85 + 17,5 \u003d 102,5 mm
gdje je l dužina proreza;
y - povećanje vremena rezača (l 1) i snage rezača (l 2) - prekoračenje;
l 1 = 15 (L-3, str. 114, tab. 79)
l 2 = 2,5 (L-3, str. 114, tab. 79)
8. Regularno vrijeme
9. Pomoćno vrijeme
T in \u003d T oy in + T pr in \u003d 0,6 + 3,8 \u003d 4,4, min.
Tou v = 0,6 (L-3, str. 115, tab. 81).
T pr in \u003d 0,8 + 0,2. (n - 1) = 0,8 +0,2 . (16 - 1) = 3,8,
Gdje je n = 16 (broj slotova).
10. Produžeci
T dodaj \u003d 
Gdje je K = 7% (L-3, str. 47, tabela 7).
11. Vrijeme za komad
T kom = T o + T u + T dodatno = 13,12 + 4,40 + 1,23 = 18,75, min. T kom = 18,75, min.
Tehnička regulativa brušenja.
Cilindrično vanjsko brušenje sa poprečnim pomakom na dvostrukom hodu stola
redovno vrijeme
gdje je L p dužina poteza stola kada krug izlazi u oba smjera L p \u003d l + B
l - dužina obrađene površine, mm
B - širina (visina) brusne ploče, mm
Kada krug izađe u jednom smjeru L p \u003d l + B / 2
Prilikom mljevenja bez napuštanja kruga L p \u003d l - B
z - dodatak za obradu po strani, mm
n i - brzina rotacije obratka, o/min
![]()
v i - brzina proizvoda, m/min.
D - prečnik radnog komada, mm
Uskladite brzinu s podacima na natpisnoj pločici stroja n i
S pr - uzdužni dovod, mm / rev
S t - dubina brušenja (poprečni pomak)
K - koeficijent koji uzima u obzir trošenje kotača i tačnost brušenja
K = 1,1-1,4 za grubo brušenje
K = 1,5-1,8 za fino mljevenje
Vanjsko cilindrično uranjanje 
S p - radijalni pomak, mm/okr
Okruglo unutrašnje brušenje
L p \u003d l m - 1 / 3V - za prolazne rupe
L p \u003d l m - 2 / 3V - za slijepe rupe
Z - dodatak za obradu, mm
Cilindrično brušenje bez centra sa uzdužnim pomakom
l m - dužina poliranog proizvoda, mm
S pr.m - minutni uzdužni pomak mm / min
Okruglo uranjanje bez centra

Jhd t vr \u003d 0,01-0,02 min - vrijeme poniranja
Z - dodatak za prečnik, mm
S ppm - poprečni minutni unos. mm/min
Gdje je S p - racionalni prijenos mmob
P - frekvencija rotacije brusne ploče, o/min

U cr - obimna brzina kruga m/s
D - prečnik kruga (Uzmite D = 300 mm)
Odredite vrijeme komada (T komada) za fino brušenje vrata ispod vanjskog ležaja zgloba upravljača automobila ZIL-431410. Dodatak za brušenje 0,017 Oprema - kružna brusilica model 3B151. Dužina vrata l = 28, prečnik D = 39,997, d = 39980
1. Početni podaci
1.1 Detalj: Okretni zglob automobila ZIL - 431410. D = 39,997, d = 39980, l = 28, z = 0,017
Proračun načina obrade i vremenskih standarda
L-4 daje preporuke za izračunavanje vremenskih normi za glavne vrste popravnih radova sa primjerima. Referentni podaci dati su prema priručniku L-4. Ovo ne isključuje mogućnost korištenja druge referentne literature o racioniranju radova na popravci.
Tehnička regulativa tokarskih radova
Vremenska norma:
gdje je T o - glavno vrijeme (mašina), ![]()
L p - procijenjena dužina obrade, mm. Određuje se uzimajući u obzir vrstu tokarenja (tokarenje, bušenje, rezni krajevi, žljebovi).
gdje je l dužina obrađene površine prema detaljnom crtežu;
y je vrijednost reza i hoda rezača;
i – broj prolaza (obično i=1);
S p o - vrijednost pasoša hrane, mm / rev.
Odaberite S p o uvlačenju prema tabelama, uzimajući u obzir materijal obratka, materijal reznog dijela alata i potrebnu završnu obradu.
Za obradu grubih i isprekidanih površina, smanjite tabelarni unos za 20-35%. Koordinirajte S p o sa podacima iz pasoša mašine (pogledajte Dodatak). Uzmite S p oko = ... mm / rev.
N p - pasoška vrijednost brzine vretena mašine;
izaberite tabelarnu vrednost brzine rezanja V p t;
dodijeliti faktore korekcije:
K m - ovisno o materijalu obratka;
K mr - ovisno o materijalu reznog dijela alata;
K x - ovisno o stanju tretirane površine;
K oh - ovisno o dostupnosti hlađenja;
Podesite brzinu rezanja:
V r ck \u003d V r t ∙K m ∙K mr ∙K x ∙K oh;
Odredite izračunatu vrijednost brzine vretena stroja:
gdje je D prečnik obratka.
Koordinirajte sa podacima iz pasoša mašine n str.
T in - pomoćno vrijeme, min.
T u \u003d T u su + T u pr + T u mjerama, min.
T in su - pomoćno vrijeme za ugradnju i demontažu dijela, ovisi o načinu ugradnje i pričvršćivanja;
T in pr - pomoćno vrijeme za prolaz;
T in meas - pomoćno vrijeme za mjerenja, zavisi od metode mjerenja.
Dodjeljuje se kada postoji prijelaz mjerenja.
T d - dodatno vrijeme, min.
T d ![]()
gdje je K procenat prekovremenog rada. Za tokarske radove K=8%;
T p.z. - pripremno i završno vrijeme. Ugrađuje se na seriju dijelova, ovisno o vrsti obrade i načinu ugradnje dijela;
P p - veličina proizvodne serije dijelova.
Primjer 1 Odredite vrijeme komada za okretanje vrata s navojem nakon navarivanja na zavojnoj osovini automobila ZIL-4314.10. Obrada se vrši od D=42 mm do D=36 mm na dužini l=32 mm. Oprema: strug za vijke 1K62.
Dodatne informacije:
Alat za rezanje je prolazni rezač sa tvrdo topivom pločom T5K10;
Obrađeni materijal - čelik 40X;
B c \u003d 400 MPa.
Rješenje:
1. Dubina rezanja
![]()
Broj prolaza i=1.
2. Pomak S, mm/obr. sa grubim struganjem i dubinom rezanja t=3 mm i b c =400 MPa.
Vrijednost tablice S t = 0,3-0,6 mm / rev.
Prema pasošu mašine S p oko =0,3 mm / rev.
3. Brzina rezanja V, m/min.
Vrijednost tablice V t = 198 m / min.
Korekcija brzine rezanja:
K m \u003d 1,65 - ovisno o materijalu koji se obrađuje;
K mr \u003d 0,95 - ovisno o materijalu rezača;
K x \u003d 0,65 - ovisno o stanju tretirane površine;
K oh \u003d 1,0 - ovisno o prisutnosti hlađenja.
Ispravljena brzina rezanja:
V p ck = 198 ∙ 1,65 ∙ 0,95 ∙ 0,65 ∙ 1,0 = 201,74 m / min.
4. Brzina rotacije dijela n, o/min:
Prema pasošu mašine n p = 1600 o/min. (vidi prilog)
5. Procijenjena dužina obrade
L p = l + y = 32 + 5 \u003d 37 mm,
gdje je y=5 mm.
6. Glavni (mašinsko vrijeme):
![]()
7. Pomoćno vrijeme.
2.8.1 Racioniranje operacija na univerzalnim mašinama sa ručnim upravljanjem.
Definicija glavnog (tehnološkog) vremena.
Glavno vrijeme je određeno proračunskim formulama za odgovarajuću vrstu posla i za svaki tehnološki prijelaz (T o1, T o2, ..., T o n).
Glavno (tehnološko) vrijeme za operaciju:
gdje je n broj tehnoloških prijelaza.
Definicija pomoćnog vremena.
Za opremu projektovanu za obavljanje jednoprelaznog rada sa stalnim režimima u jednoj operaciji (mašine za višestruko sečenje, hidrokopiranje, rezanje zupčanika, provlačenje, narezivanje navoja), dato je pomoćno vreme T za operaciju, uključujući vreme za ugradnju i uklanjanje radni komad.
Pomoćno vrijeme za operaciju određuje se formulom:
gdje je t usta - vrijeme ugradnje i demontaže dijela, dato prema vrsti učvršćenja, bez obzira na tip mašina, min;
t traka - vrijeme povezano sa tranzicijom, dato tipovima mašina, min;
t' traka - vrijeme koje nije uključeno u kompleks vremena povezanih s prijelazom, min;
t meas - vrijeme za kontrolna mjerenja nakon završetka površinske obrade. Vrijeme za kontrolna mjerenja se uključuje samo u onim slučajevima kada se ne preklapa sa glavnim vremenom ili nije uključeno u kompleks vremena koji je povezan s prijelazom, min;
Kt in - faktor korekcije za pomoćno vrijeme, min.
Definicija radnog vremena:
 , min
, min
gdje je T o - glavno vrijeme obrade;
T in - pomoćno vrijeme za obradu, min.
Određivanje vremena za održavanje radnog mesta i lične potrebe.
Vrijeme za održavanje radnog mjesta, odmor i lične potrebe utvrđuje se u procentima radnog vremena prema normativnim priručnicima.
Standardno vrijeme:
gdje su α obs i α voln vrijeme za opsluživanje radnog mjesta i vrijeme za odmor i lične potrebe, izraženo kao postotak radnog vremena.
Definicija pripremno-završnog vremena.
Pripremno i završno vrijeme T pz je normalizirano za seriju dijelova, a dio toga po jednom dijelu je uključen u vrijeme obračuna komada:
 , min
, min
gdje je n d broj dijelova u seriji.
2.8.2 Normalizacija rada na univerzalnim i višenamjenskim CNC mašinama.
Norma vremena i njegove komponente:
 , min
, min
gdje je T tsa - vrijeme ciklusa automatskog rada mašine prema programu, min.
 , min
, min
gdje je T o - glavno (tehnološko) vrijeme obrade jednog dijela određeno formulom:
 , min
, min
pri čemu je L i dužina puta koji prelazi alat ili dio u smjeru uvlačenja pri obradi i-tog tehnološkog presjeka (uzimajući u obzir uranjanje i prelazak), mm;
S mi - minutni pomak na i-tom tehnološkom preseku, mm/min;
Tm-v - pomoćno vrijeme mašine prema programu (za dovod dijela ili alata od polaznih tačaka do zona obrade i uvlačenje, podešavanje alata na veličinu, promjenu alata, promjenu veličine i smjera pomaka), vrijeme tehnoloških pauza, min.
 , min
, min
gdje je T v.y vrijeme za ugradnju i uklanjanje dijela ručno ili sa podizanjem, min;
T v.op - pomoćno vrijeme povezano s operacijom (nije uključeno u upravljački program), min;
T v.meas – pomoćno vrijeme nepreklapanja za mjerenja, min;
K t in - korekcijski faktor za vrijeme obavljanja ručnog pomoćnog rada, ovisno o seriji izradaka;
α tech, α org, α otd - vrijeme za tehničko, organizacijsko održavanje radnog mjesta, za odmor i lične potrebe za uslugu na jednom mjestu, % radnog vremena.
Norma vremena za postavljanje mašine predstavljena je kao vreme za pripremne i završne radove na obradi partija delova, bez obzira na veličinu serije, a određuje se formulom:
gdje je T p-31 - norma vremena za prijem narudžbe, tehnološke dokumentacije na početku rada i isporuke na kraju smjene, min; T p-31 = 12 min;
T p-32 - norma vremena za postavljanje mašine, pribora, alata, softverskih uređaja, min;
T pr.arr - norma vremena za probnu obradu (prvog dijela), min.
Tehnička regulativa.
Tehnička standardizacija se vrši za operaciju 005 "Strog sa PU" i operaciju 030 "Kompleks sa PU".
1. Operacija 005 "Tokarenje sa PU".
1.1 Glavno (tehnološko) vrijeme obrade za svaki prijelaz određuje se formulom:
 , min
, min
 , min
, min
gdje l rez - dužina rezanja, mm
y, ∆ - vrijednost unosa ili prekoračenja, mm
L je dužina putanje reznog dijela alata, mm.
L 1 = (113-70) / 2 + (65-33) / 2 + 4 = 42 mm;
L 2 = 35 + 5 +2 + 4 + 2,5 + 4 = 57 mm;
L 3 = (113-70) / 2 + 4 = 11 mm;
L 4 = 57 + 4 = 61 mm;
L 5 = 57 + 4 + 1 + 4 \u003d 66 mm.
T o1 = 42 / (0,6 × 315) = 0,22 min;
T o2 = 51 / (0,6 × 500) = 0,27 min;
T o3 = 11 / (0,15 × 500) = 0,14 min;
T o4 = 61 / (0,3 × 800) = 0,25 min;
T o 5 = 66 / (0,15 × 1250) = 0,35 min.
1.2 Glavno vrijeme obrade po operaciji određuje se formulom.