გვერდი
7
ოპერაციის შრომით ელემენტებად დაყოფის ხარისხი დამოკიდებულია ანალიზის მიზანსა და კვლევის შედეგების საჭირო სიზუსტეზე. ამრიგად, წარმოების ტიპი მნიშვნელოვნად მოქმედებს ოპერაციის დაყოფის ხარისხზე მისი განხორციელებისთვის შრომის ხარჯების რაციონირებისას.
დროის ნორმების დადგენის შემდეგი მეთოდები არსებობს:
1. ექსპერიმენტულ-სტატისტიკური - ხასიათდება იმით, რომ ოპერაციის ან სამუშაოს დროის ნორმები განისაზღვრება მთლიანობაში, ელემენტ-ელემენტური ანალიზისა და მუშაობის ოპტიმალური პირობების, რეჟიმებისა და მეთოდების შემუშავების გარეშე. რაციონირების ეს მეთოდი არ უზრუნველყოფს ნორმების მეცნიერულად დასაბუთებულ და პროგრესულ ხასიათს, არ იძლევა წარმოების არსებული მარაგების იდენტიფიცირებას და არ უწყობს ხელს მუშაკთა პროდუქტიულობის გაზრდას. ექსპერიმენტულ-სტატისტიკური მეთოდი ეფუძნება ორ მეთოდს: ექსპერიმენტულ და სტატისტიკურს. ექსპერიმენტული მეთოდი ეფუძნება ოსტატის და შემფასებლის გამოცდილებას, ხოლო სტატისტიკური მეთოდი, როგორც წესი, ეფუძნება საანგარიშო და სტატისტიკურ მონაცემებს ანალოგიურად შესრულებულ სამუშაოზე დახარჯული ფაქტობრივი დროის შესახებ.
2. ანალიტიკური მეთოდი. ამ მეთოდით ოპერაციის ვადა დგინდება შემდეგი თანმიმდევრობით: ოპერაცია იყოფა მის შემადგენელ ელემენტებად; თითოეული ელემენტისთვის განსაზღვრავს ფაქტორებს, რომლებიც გავლენას ახდენენ მათი განხორციელების დროზე; შეიმუშავეთ ოპერაციის რაციონალური შემადგენლობა, შრომითი და ტექნოლოგიური ელემენტების თანმიმდევრობა და მათი განხორციელებისთვის აუცილებელი პირობები; განსაზღვრავს ცალკეული ელემენტების ხანგრძლივობას და მთლიანობაში ოპერაციებს.
ანალიტიკურ მეთოდს აქვს ორი სახეობა: ანალიტიკურ-კვლევითი და ანალიტიკურ-კალკულაციური - რომელთა შორის განსხვავება მდგომარეობს გატარებული დროის განსაზღვრის მეთოდში. ანალიტიკური კვლევის მეთოდით ოპერაციაზე დახარჯული დრო განისაზღვრება სამუშაო ადგილზე უშუალოდ დაკვირვებით გატარებული დროის გაზომვის საფუძველზე (ქრონომეტრიული დაკვირვებები, სამუშაო დროის ფოტოგრაფია, თვითფოტოგრაფია და ა.შ.). ანალიტიკურ-საანგარიშო მეთოდით დროის ხარჯები გამოითვლება აღჭურვილობის მუშაობის რეჟიმებისა და დროის სტანდარტების მიხედვით, აგრეთვე ხანგრძლივობის ფაქტორებზე დროის დამოკიდებულების ფორმულების მიხედვით. ანალიტიკურ-კალკულაციური მეთოდი შესაძლებელს ხდის სტანდარტების დადგენის სირთულის შემცირებას, ვინაიდან დაკვირვების საჭიროება არ არის, თუმცა მცირდება კონკრეტული სამუშაო ადგილისთვის სტანდარტების სიზუსტე. გამოთვლების სიზუსტის გასაუმჯობესებლად რეგულაციები ითვალისწინებს კორექტირების ფაქტორებს.
3. ტაბულური ან გადიდებული მეთოდი, როდესაც სამუშაოს ერთეულზე დრო განისაზღვრება სპეციალური ცხრილებიდან.
ტექნოლოგიური პროცესის რაციონირება
მუშათა შრომის რაციონირებისას გამოიყენება შრომის ღირებულების ნორმების შემდეგი ტიპები: დროის ნორმა, გამომუშავების ნორმა.
დროის ნორმა არის სამუშაო დროის ოდენობა, რომელიც დახარჯულია სამუშაოს ერთეულის შესასრულებლად თანამშრომლის ან დასაქმებულთა ჯგუფის (კერძოდ, გუნდის) შესაბამისი კვალიფიკაციის გარკვეულ ორგანიზაციულ და ტექნიკურ პირობებში.
გამომავალი მაჩვენებელი არის სამუშაოს დადგენილი რაოდენობა (წარმოების ერთეულების რაოდენობა), რომელიც უნდა შეასრულოს შესაბამისი კვალიფიკაციის მქონე თანამშრომელმა ან დასაქმებულთა ჯგუფმა (კერძოდ, გუნდმა) სამუშაო დროის ერთეულზე გარკვეულ ორგანიზაციულ და ტექნიკურ პირობებში. .
დროის ნორმასა და გამომუშავების ნორმას შორის არის შებრუნებული კავშირი, ანუ დროის ნორმის კლებასთან ერთად იზრდება გამომუშავების ნორმა. ეს რაოდენობები ერთნაირად არ იცვლება: წარმოების ტემპი უფრო მეტად იზრდება, ვიდრე დროის ტემპი მცირდება.
ტექნიკურად გამართლებული ვადა დგინდება შრომითი პროცესის ყოვლისმომცველი შესწავლისა და რაციონალიზაციის საფუძველზე. ამავდროულად, უზრუნველყოფილია ოპტიმალური ტექნოლოგიური პროცესი მოცემული საწარმოო პირობებისთვის, რომელიც ხასიათდება რაციონალური სტრუქტურით, მოწინავე ტექნოლოგიის გამოყენებით, ტექნოლოგიური აღჭურვილობის ეკონომიური და პროდუქტიული ელემენტების (მოწყობილობა, ხელსაწყოები, მოწყობილობები) და გამოყენებით. მეცნიერულად დაფუძნებული დამუშავების რეჟიმები.
კურსის პროექტში ტექნოლოგიური პროცესის ოპერაციების ნორმალიზება მოხდება ანალიტიკური და გამოთვლითი მეთოდით, ზოგადი საინჟინრო სტანდარტების გამოყენებით დამხმარე დროისთვის, სამუშაო ადგილის მომსახურებისთვის და საშუალო და დიდი ზომის ლითონის საჭრელ მანქანებზე შესრულებული მოსამზადებელი და საბოლოო სამუშაოები. წარმოება (1984).
ნორმალიზების რუქები და ნაწილის დამუშავების ტექნოლოგიური პროცესი მოცემულია დანართში.
Hvr დროის ტექნიკურად გამართლებული ნორმის სტრუქტურა მოიცავს სამუშაო დროის მხოლოდ იმ კატეგორიებს, რომლებიც აუცილებელია მოცემული სამუშაოს (ოპერაციის) შესასრულებლად ნორმალურ საწარმოო პირობებში. ესენია: ძირითადი დრო, დამხმარე არა გადახურვის დრო, სამუშაო ადგილის ორგანიზაციული და ტექნიკური მოვლის დრო, დასვენებისა და პირადი საჭიროებების ნორმალიზებული შესვენების დრო, მოსამზადებელი და საბოლოო დრო Tpz:
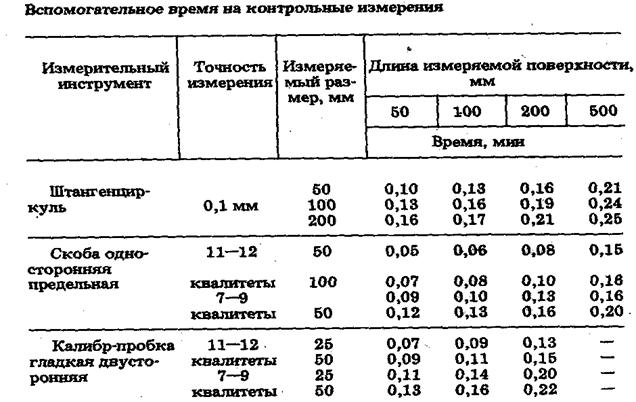
დროის ტექნიკური ნორმა მოიცავს დამხმარე დროის მხოლოდ ნაწილს, რომელიც არ არის დაფარული ოპერაციის სხვა ელემენტებით. დამხმარე დრო, ოპერაციის კონკრეტული შინაარსიდან გამომდინარე, მოიცავს: ნაწილის დაყენებისა და ამოღების დროს - ტუსტი; ტექნოლოგიური გარდამავალი - Ttrans-ის განხორციელებასთან დაკავშირებული დრო; საკონტროლო გაზომვების შესრულების დრო, გაზომვის სიხშირის კოეფიციენტის გათვალისწინებით (სადაც საჭიროა) - Tcontr.
საკონტროლო დრო შედარებულია ძირითად (მანქანის) დროს უფრო გრძელი ხანგრძლივობის გადასვლით. თუ ის აღემატება მანქანის დროს, მაშინ კონტროლის დრო შედის დამხმარე გადახურვის დროში. თუ კონტროლის დრო ნაკლებია, ვიდრე ძირითადი დრო, მაშინ ეს ეხება დამხმარე გადახურვას.
ოპერაციისთვის ძირითადი და დამხმარე გადახურვის დროის ჯამი ქმნის წინასწარ საოპერაციო დროს:
![]() .
.
მოსამზადებელი და საბოლოო დრო განისაზღვრება მანქანათმშენებლობის ზოგადი სტანდარტების საფუძველზე, რაც დამოკიდებულია აღჭურვილობის ტიპზე, აღჭურვილობაზე, დაყენების სირთულეზე, გამოყენებული ხელსაწყოების რაოდენობაზე და ა.შ. იგი მოიცავს აღჭურვილობის დაყენების დროს, ხელსაწყოს მიღებისა და ჩაბარების დროს.
ტექნიკურად სრულად გამართლებული დროის ნორმის ფარგლებში ე.წ. ცალი დროის ნორმა Tsht, რომელიც გამოხატავს წარმოების თითოეული ცალკეული ერთეულის წარმოებაზე დახარჯულ დროს. იგი შედგება ძირითადი დროის, დამხმარე დროისგან, სამუშაო ადგილის მომსახურებისთვის და შესვენებისგან დასვენებისა და პირადი საჭიროებებისგან.
მასობრივი წარმოების პირობებში, პირველად განისაზღვრება ნაჭრის წინასწარი დრო:
შემდეგ განისაზღვრება ნაწილების ჯგუფის ცვლაში დამუშავების ხანგრძლივობა:
სადაც - ნაჭრის წინასწარი დრო (დამხმარე დროის KTvn კოეფიციენტის გათვალისწინების გარეშე), მინ;
დროის ტექნოლოგიური ნორმები მცირე წარმოების პირობებში განისაზღვრება გამოთვლითი და ანალიტიკური მეთოდით.
Piece time - ოპერაციაზე დახარჯული დრო. იგი შედგება შემდეგი კომპონენტებისგან (წთ): T w \u003d T დაახლოებით + T in + T დაახლოებით + T თითო,
სადაც: T o - ტექნოლოგიური (ძირითადი) დრო დახარჯული უშუალოდ სამუშაო ნაწილის დამუშავებაზე, ანუ მისი ფორმის, ზომების, თვისებების შეცვლაზე და ა.შ.
T in - დამხმარე დრო, რომელიც დახარჯულია მუშის დამხმარე მოქმედებებზე, უშუალოდ დაკავშირებულია ძირითად სამუშაოსთან (სამუშაო ნაწილის დაყენება, დამაგრება და მოხსნა, ავზის კონტროლი, ნაწილის გაზომვა;
T შესახებ - სამუშაო ადგილის მოვლის დრო, რომელიც დახარჯულია თქვენი სამუშაო ადგილის მოვლაზე, რომელიც დაკავშირებულია ამ ოპერაციასთან. სამუშაო ადგილის მოვლის დრო შედგება ორგანიზაციული მოვლის დროისგან (აღჭურვილობის შემოწმება და ტესტირება, ხელსაწყოების განლაგება და გაწმენდა, შეზეთვა, აპარატის გაწმენდა) და ტექნიკური დრო (მანქანის რეგულირება და რეგულირება, საჭრელი ხელსაწყოების შეცვლა და რეგულირება). , სახეხი ბორბლების გასახდელი და ა.შ.);
T ზოლი - სამუშაოში შესვენების დრო, დასვენებაზე გატარებული (თუ ეს აუცილებელია სამუშაო პირობების მიხედვით) და ბუნებრივ საჭიროებებზე. ძირითადი და დამხმარე დროის ჯამს ოპერაციული დრო ეწოდება, ის არის ნაწილის დროის მთავარი კომპონენტი.
სამუშაო ადგილის მომსახურების დრო და სამუშაოში შესვენების დრო, როგორც წესი, აღებულია ოპერაციული დროის პროცენტულად (კოეფიციენტი K 1 და K 2). დამუშავების ხასიათისა და წარმოების მასშტაბიდან გამომდინარე, სამუშაო ადგილის შენარჩუნების დრო არის K 1 = 3 ... 8% და შესვენების დრო K 2 = 4.. .9% საოპერაციო დროის.
უამრავ დირექტორიაში, ისინი იღებენ K 1 + K 2 \u003d 10%. ნაწილების პარტიების დამუშავებისას შემოღებულია ცალი ცალი დროის გაანგარიშების T K კონცეფცია, რომელიც, გარდა ცალი დროისა, შეიცავს ასევე მოსამზადებელ და საბოლოო დროს ერთ ნაწილზე.
 სადაც T PZ არის მოსამზადებელი და საბოლოო დრო, რომელიც დახარჯულია შეკვეთის მისაღებად, სამუშაოს გაცნობაზე, დაკარგული ხელსაწყოებისა და მოწყობილობების მოპოვებაზე და აპარატის ხელახლა კონფიგურაციაზე. ცალი გამოთვლის დროს ეს დრო აღებულია ერთი ნაწილისთვის, ანუ ის იყოფა n პარტიაში ნაწილების რაოდენობაზე.
სადაც T PZ არის მოსამზადებელი და საბოლოო დრო, რომელიც დახარჯულია შეკვეთის მისაღებად, სამუშაოს გაცნობაზე, დაკარგული ხელსაწყოებისა და მოწყობილობების მოპოვებაზე და აპარატის ხელახლა კონფიგურაციაზე. ცალი გამოთვლის დროს ეს დრო აღებულია ერთი ნაწილისთვის, ანუ ის იყოფა n პარტიაში ნაწილების რაოდენობაზე.
მასობრივი წარმოების პირობებში მოსამზადებელ-საბოლოო დრო T PZ აღებულია ნულის ტოლი (T PZ =0).
ცალი გამოთვლის დროს ასევე უწოდებენ დროის ტექნიკურ ნორმას (ანუ დროის ნორმას).
წარმოების მაჩვენებელი (N) წარმოადგენს წარმოებული პროდუქციის რაოდენობას დროის ერთეულზე (ცვლა, საათი). 8-საათიანი სამუშაო დღის განმავლობაში, გამომუშავების მაჩვენებელი ცვლაში არის H = 480 / T K.
მთავარი ტექნოლოგიური დრო:
 ,
,
სადაც L არის დამუშავებული ზედაპირის გამოთვლილი სიგრძე, მმ; n- სამუშაო ნაწილის ბრუნვის სიხშირე, rpm; s-feed, mm/rev.
სადაც ლ - დამუშავებული ზედაპირის სიგრძე ( ლ= 35 მმ);
 .
.
 ;
;
 .
.
8 გამოყენებული ხელსაწყოების შერჩევა და აღწერა
ჩარხები და ტექნოლოგიური აღჭურვილობა მოიცავს: ხელსაწყოებს სამუშაო ნაწილების და სამუშაო ხელსაწყოების ინსტალაციისა და დასამაგრებლად, პროდუქციის აწყობის, ნაწილების კონტროლის, აგრეთვე ნაწილების და პროდუქტების დასაჭერი და მოძრავი მოწყობილობებისთვის. სპეციალობის ხარისხის მიხედვით, მოწყობილობები იყოფა უნივერსალურ, რეკონფიგურირებად და სპეციალურად. პირველში შედის ვიცეები, ჩოკები, გამყოფი თავები, მბრუნავი მაგიდები და ა.შ. რეგულირებადი მოწყობილობები შეიძლება აწყობილი იყოს სტანდარტული ნაწილებისა და შეკრებებისგან ან აღჭურვილი იყოს ურთიერთშემცვლელი ნაწილებით. მასობრივ წარმოებაში გამოიყენება სპეციალური მოწყობილობები.
დამუშავების დროს სამუშაო ნაწილის პოზიცია უზრუნველყოფილია 6 წერტილზე დამაგრებით, დამუშავების პირობებიდან გამომდინარე, რაც უზრუნველყოფს სამუშაო ნაწილის სრულ ან ნაწილობრივ ორიენტაციას სივრცეში ჭრის ხელსაწყოს მიმართ. საყრდენების რაოდენობა და მდებარეობა, აგრეთვე დამაგრების ძალების მიმართულება და სიდიდე უნდა უზრუნველყოფდეს საყრდენებიდან ფუძეების მდგომარეობას. დამატებითი საყრდენები მზადდება რეგულირებადი ან თვითრეგულირებადი.
სამონტაჟო სქემის არჩევისას უზრუნველყოფილი უნდა იყოს შემდეგი პირობები: 1. სამუშაო ნაწილმა უნდა დაიკავოს სტაბილური პოზიცია დამაგრების ძალების გამოყენებამდე.
2. ეს პოზიცია არ უნდა დაირღვეს დამაგრების შემდეგ, აგრეთვე დამუშავებისას წარმოქმნილი ძალების გავლენის ქვეშ.
მოწყობილობებში ისინი გამოიყენება როგორც თვითმუხრუჭების ხრახნი, სოლი, ექსცენტრიული და სხვა მექანიზმები მექანიკური, პნევმატური ან ჰიდრავლიკური ამძრავით, ნაკლებად ხშირად გამოიყენება პირდაპირი მოქმედების პნევმატური, ჰიდრავლიკური ან პნევმოჰიდრავლიკური მექანიზმები.
მოწყობილობები შემობრუნებისთვის. დამუშავება ტახტებზე ხორციელდება, როდესაც ნაწილები დამონტაჟებულია ცენტრებში ჩაკში, კალიპერზე და საწოლზე. მოწყობილობების პირველი ჯგუფი მოიცავს შემდეგ ელემენტებს: მამოძრავებელი მოწყობილობის ცენტრები, სტაბილური საყრდენები, მანდრილები და ა.შ. მეორე ჯგუფს - ვაზნები და წინა პლატები. მესამე ჯგუფი მოიცავს სპეციალურ მოწყობილობებს კონუსური, სფერული და სხვა რთული ზედაპირების დასამუშავებლად. ლუნეტები გამოიყენება გრძელი ნაწილების დამუშავებისას. ფართოდ გამოიყენება თვითცენტრირებული სამი ყბის ჩამკეტები და ნაკლებად ხშირად ორი ყბის ჩამკეტები.
თვითმჭიდი ჩამკეტი მზადდება ორი ან სამი არასწორად გასროლილი ექსცენტრიული ყბებით, რომლებიც დამუშავების დასაწყისში, ჭრის ძალების გავლენის ქვეშ, ამაგრებენ აპარატის ცენტრებში დამონტაჟებულ სამუშაო ნაწილს და გადასცემენ ბრუნვას მანქანის ღერძიდან მასზე.
ჭრის ბრუნვის მატებასთან ერთად, ბრუნვის მომენტი შპინდლიდან, რომელიც გადაცემულია ჩაკის ყბებით სამუშაო ნაწილზე, ავტომატურად იზრდება.
სამუშაო ნაწილის ცენტრებში მოსახერხებელი ინსტალაციისთვის გამოიყენება ავტომატური გახსნის კამერებით მამოძრავებელი ჩამკეტები. სამუშაო ნაწილის ერთგვაროვანი დაჭერა ყველა ყბის მიერ უზრუნველყოფილია მცურავი ყბების ან ყბების გამოყენებით დამოუკიდებელი მოძრაობით. თვითჩამკეტი მამოძრავებელი ჩამკეტები საშუალებას გაძლევთ დააყენოთ ყბები სამუშაო ნაწილების სხვადასხვა დიამეტრისთვის გარკვეულ დიაპაზონში. ეს ჩამკეტები გამოიყენება მრავალსაჭრელ მანქანებზე ან CNC მანქანებზე დასაყრდენად დიდი ბრუნვის გადაცემის დროს სამუშაო ნაწილზე მანქანის ღეროდან.
მოწყობილობები საბურღი მანქანებისთვის. დამუშავების დროს ხელსაწყოს ზუსტად წარმართვისთვის გამოიყენება ჯიგის ფირფიტები, რომლებშიც დამონტაჟებულია ბუჩქები. სტაციონარული მოწყობილობების დროს, რომლებიც გამოიყენება რადიალურ ბურღვაზე და მრავალსაფეხურიან მანქანებზე, ნაწილი რჩება სტაციონარული დამუშავების დროს. ნაწილის სხვადასხვა მხარეს ან გარშემოწერილობის გარშემო მდებარე ხვრელების გასაბურღად გამოიყენება მბრუნავი მოწყობილობები ვერტიკალური (ტურნიტური, ჰორიზონტალური (პირები) ან ნაკლებად ხშირად დახრილი ბრუნვის ღერძით. მექანიზაციისა და ავტომატიზაციისთვის გამოიყენება პნევმატური, ჰიდრავლიკური ან ელექტროძრავები. საბურღი მანქანებზე მუშაობისას ხშირად იყენებენ კლდოვან ჯიგრს. ჯიშის ფირფიტა ფიქსირდება ორ სვეტზე და მოძრაობს ამწევი მექანიზმის საშუალებით. ნაწილის დაყენება და დამაგრება, ასევე ცენტრირება ხდება ფირფიტის გადაადგილებისას. Multi - spindle heads გამოიყენება ხვრელების ჯგუფების დასამუშავებლად.
გარდამტეხ და ცილინდრულ სახეხ მანქანებზე სამუშაო ნაწილები, ფორმისა და ზომის მიხედვით, დამონტაჟებულია ცენტრებში ან ჩაკში. ერთი ცენტრი განლაგებულია თავსაბურავში, ხოლო მეორე ხრახნის ან საფქვავის კუდის ღეროში. ვაზნა დამონტაჟებულია და ფიქსირდება აპარატის თავსახურის ღეროს ბოლოში. ცენტრები იყოფა შემდეგ ტიპებად:
1. დაფიქსირდა ნორმალური და სპეციალური;
2. მბრუნავი ნორმალური და სპეციალური;
3. მცურავი სპეც;
4. გოფრირებული სპეციალური;
5. გაჭრა.
მამოძრავებელი მოწყობილობები გამოიყენება მბრუნავი მოძრაობის (ბრუნვის) გადასაცემად მანქანის ღერძიდან სამუშაო ნაწილზე, რომელიც დამონტაჟებულია ცენტრებში, მანდელზე ან ჩაკში. მამოძრავებელი მოწყობილობები მოიცავს დამჭერებს და მამოძრავებელ პირებს. სამუშაო ნაწილების დამონტაჟებისას, რომლებშიც ვაზნიდან გამოსული ნაწილის სიგრძეა 3 ... 15 დიამეტრი ან მეტი, სტაციონარული და მოძრავი მდგრადი საყრდენები გამოიყენება როგორც დამატებითი საყრდენი.
ნაწილის დამზადების დროის ტექნიკური სტანდარტი არის ერთ-ერთი მთავარი პარამეტრი წარმოებული ნაწილის ღირებულების, წარმოების აღჭურვილობის რაოდენობის, მუშაკთა ხელფასისა და წარმოების დაგეგმვის გამოსათვლელად.
დროის ტექნიკური ნორმა განისაზღვრება ტექნოლოგიური აღჭურვილობის, საჭრელი იარაღების, ჩარხების ტექნიკური შესაძლებლობებისა და სამუშაო ადგილის სათანადო ორგანიზების საფუძველზე.
დროის ნორმა ერთ-ერთი მთავარი ფაქტორია ტექნოლოგიური პროცესის სრულყოფილების შესაფასებლად და ნაწილის წარმოებისთვის ყველაზე მოწინავე ვარიანტის არჩევისთვის.
ფართომასშტაბიან და მასობრივ წარმოებაში, ერთი ნაწილის დამუშავების მთლიანი დრო (წთ) განისაზღვრება ფორმულით.
T w \u003d T o + T in + T t.o + T o.p,
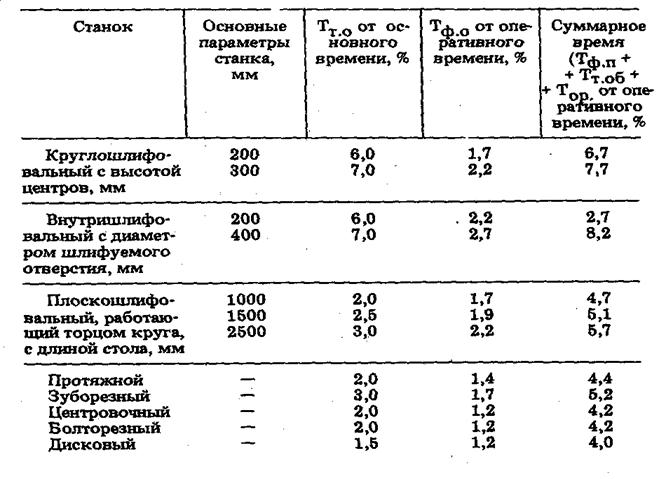
სადაც T დაახლოებით - ტექნოლოგიური (ძირითადი) დრო, წთ; T in - დამხმარე დრო, წთ; T t.o - სამუშაო ადგილის მოვლის დრო, მინ; T o.p - ფიზიკური მოთხოვნილებების დრო (დასვენება და ბუნებრივი მოთხოვნილებები), მინ.
დამუშავების ტექნოლოგიური დრო რამდენიმე უღელტეხილში
T o \u003d L p .x i / (n c t s st),
სადაც L p.x არის საჭრელი ხელსაწყოს სამუშაო დარტყმის სავარაუდო სიგრძე, ე.ი. საჭრელი ხელსაწყოს მიერ კვების მიმართულებით გავლილი გზა, მმ განისაზღვრება ფორმულით (30); i არის საჭრელი ხელსაწყოს სამუშაო დარტყმების რაოდენობა; n st - მანქანა spindle-ის სიჩქარე, მიღებული აპარატის პასპორტის მიხედვით, rpm; s st - კვება აპარატის პასპორტის მონაცემების მიხედვით, მმ / რევ.
დამხმარე დრო T სამუშაო ნაწილის დამუშავებისას დამოკიდებულია მექანიზაციის ხარისხზე, სამუშაო ნაწილის მასაზე და ამ ოპერაციაში შესრულებულ სხვა ელემენტებზე. იგი შედგება T ნაწილის პირის დაყენებისა და ამოღების დროისგან; გადასვლის T ზოლთან დაკავშირებული დრო (ინსტრუმენტის დაყენება კიდურის გასწვრივ, გაჩერება, მარკირება; წინასწარი გაზომვა; ტესტის ჩიპების აღება და ა.შ.); ტექნიკებზე გადასვლასთან დაკავშირებული დრო, რომელიც არ შედის კომპლექსებში T per.k. (მანქანის შპინდლის სიჩქარის შეცვლა, საკვების შეცვლა, საჭრელი თავის მობრუნება და ა.შ.); საკონტროლო გაზომვების დრო T meas, რომელიც დადგენილია ნორმატიული ცხრილებისა და 47 ცხრილის მიხედვით, გაზომვის სიზუსტეზე, გაზომილი ზედაპირების ზომებზე, პერიოდულობის კოეფიციენტის გათვალისწინებით. დამხმარე დროის გამოთვლის ფორმულა არის
T in \u003d (T y c t, + ST ზოლი + ST lane.k + ST meas) რომსატელევიზიო,
სადაც რომ t in - კორექტირების კოეფიციენტი დამხმარე დროისთვის, გადამუშავებული პროდუქციის ჯგუფის ზომიდან გამომდინარე (ცხრილი 45).
სამუშაო ადგილის მოვლა-პატრონობის დრო, რომელიც დახარჯულია ბლაგვი საჭრელი ხელსაწყოების დაყენებაზე, ამოღებაზე და გამოცვლაზე, საფქვავი ბორბლების შევსებაზე, მანქანის შეზეთვასა და რეგულირებაზე, ექსპლუატაციის დროს ჩიპების გაწმენდაზე და ა.შ. განისაზღვრება შემდეგნაირად.
T t.o \u003d (T o + T c) (a p.o / 100),
სადაც პ.ო. - სამუშაო ადგილის შენარჩუნების დრო, როგორც საოპერაციო დროის პროცენტი, რომელიც შეირჩევა სტანდარტული ცხრილების მიხედვით, წარმოების ტიპის მიხედვით.
დასვენების დრო და ფიზიკური მოთხოვნილებები თანაბარია
T o.p \u003d (T o + T in,) (და ასე / 100),
სადაც ასე - დასვენებისა და ფიზიკური მოთხოვნილებების დრო (%) საოპერაციო დრომდე, რომელიც არჩეულია ნორმატიული ცხრილების მიხედვით (46).
სერიულ და ერთეულ წარმოებაში ცალი გამოთვლის დრო აღებულია დროის ტექნიკურ ნორმად, გამოსათვლელ ფორმულას აქვს ფორმა
T sh.k \u003d T w + (T pz / n d),
სადაც T p.z - მოსამზადებელი და საბოლოო დრო, რომელიც დახარჯულია ნაწილების მოცემული ჯგუფის დასამუშავებლად მანქანის მომზადებასა და რეგულირებაზე, საჭირო ტექნოლოგიური აღჭურვილობის, დოკუმენტაციის მოპოვებაზე, აგრეთვე დამუშავებული ნაწილების, დოკუმენტაციისა და აღჭურვილობის მიწოდებაზე; n d - სამუშაო ნაწილების რაოდენობა წვეულებაში.
ცხრილი 45
კორექტირების ფაქტორების საშუალო მნიშვნელობა
მაგალითი. განსაზღვრეთ ცალი დროის სიჩქარე გადაცემათა ჭრის უხეში ოპერაციისთვის. საწყისი მონაცემები:
დეტალი - ხვეული ცილინდრული ბორბალი. ნაწილის მასალა არის ფოლადი 45 GOST 1050-74, s in = 600 N/m. ნაწილის წონა 6 კგ. აღჭურვილობა - სიჩქარის საჭრელი მანქანა 5E32. მოწყობილობა - მანდრილი. გაგრილება - ზეთი. კბილის მოდული m = 4 მმ. გადაცემათა კოლოფის კბილების რაოდენობა z \u003d 40. რგოლის მექანიზმის B სიგანე \u003d 40 მმ-ში, b d \u003d 30 °.
1. დააინსტალირეთ, დაამაგრეთ, გახსენით და ამოიღეთ ოთხი სამუშაო ნაწილი.
2. წისქვილის კბილები m = 4 მმ, z = 40.
გამოსავალი.
ერთი). ჩვენ ვირჩევთ ჭიის მოდულურ საჭრელს გარე დიამეტრით D d \u003d 100 მმ, მოდული m \u003d 4 მმ GOST 9224-74 შესაბამისად. ორძაფიანი ჭიის საჭრელი, სიზუსტის კლასი C. საჭრელი ხვეულის აწევის მიმართულება და გაჭრილი ბორბლის კბილი იგივე სახელწოდებაა. ჭიის საჭრელის საჭრელი ნაწილის მასალა დამზადებულია ფოლადისგან R18 GOST 19256-73. ხელსაწყოს ვადა T st = 480 წთ.
2). გადაცემათა კოლოფის კბილები იჭრება ერთი სამუშაო მოსმით. ჭრის სიღრმე t p = 9 მმ.
ცხრილი 46
გაგრძელდა 46
ცხრილი 47
3). ჩვენ ვირჩევთ საკვებს ორმხრივი ჭიის საჭრელისთვის სტანდარტული ცხრილების მიხედვით: s tabl = 1.2 - 1.4 mm / rev. ჩვენ ვასწორებთ კვების სიჩქარეს, გავითვალისწინებთ კორექტირების ფაქტორს ფოლადის მასალის სიმტკიცეზე 45 GOST 1050-88 (K m \u003d 0.9) და კბილების და ხვეულების დახრილობის კუთხით (K in \u003d 0.8):
s calc \u003d s ცხრილი K m K in \u003d 1.4 ∙ 0.9 ∙ 0.8 \u003d 1.008 მმ / ბრუნი
ჩვენ ვიღებთ აპარატის პასპორტის მიხედვით: s st \u003d 1 mm / rev.
ოთხი). ჩვენ ვირჩევთ ჭრის სიჩქარეს ცხრილის სტანდარტების მიხედვით:
V მაგიდა = 0,7 მ/წმ (42 მ/წთ).
ჩვენ ვასწორებთ ჭრის სიჩქარეს, ფოლადის კორექტირების ფაქტორების გათვალისწინებით 45, HB 170 ... 207: K mv \u003d 0.8 და K b \u003d 0.9.
ჩვენ განვსაზღვრავთ გამოთვლილ ჭრის სიჩქარეს ფორმულით:
V calc \u003d s ცხრილი K m v K ŋ \u003d 0,7 0,8 0,9 \u003d 0,5 მ / წმ (30 მ / წთ)
5). განსაზღვრეთ ჭიის საჭრელის სიჩქარე:
n fr.calc =  95.51 rpm
95.51 rpm
დააყენეთ საჭრელის ბრუნვის სიხშირე აპარატის პასპორტის მიხედვით:
n st \u003d 100 rpm.
6). ჭრის რეალური სიჩქარე განისაზღვრება ფორმულით:
V d \u003d p × D n × n st / (1000 × 60) \u003d 3,14 × 100 × 100 / (1000 × 60) \u003d 0,62 მ / წმ.
7). ხელსაწყოს სამუშაო დარტყმის სიგრძე დამუშავების პროცესში განისაზღვრება ფორმულით:
L r.x \u003d (L pa mid + l 1 + l 2 + l 3) ∙ z 3 \u003d (160 + 2 + 37.2 + 2) ∙ 40 \u003d 8048 მმ.
L calc = 40 მმ (მიღება ნაწილის ნახაზის მიხედვით); ლ 1 = 2 მმ; l 3 \u003d 2 მმ.
l 2 მიწოდების მნიშვნელობა განისაზღვრება ფორმულით:
L 2 \u003d (1.1¸1.3) ∙ ![]()
![]() 37,2 მმ
37,2 მმ
სადაც h არის კბილის ღრუს მმ სიღრმე, h= t. (h = 2,25 მ = 2,25 × 4=9 მმ.)
ოთხი მექანიზმის ერთდროულ დამუშავებასთან დაკავშირებით, საჭიროა L კალკის გაზრდა 4-ჯერ (L calc = 40 × 4 = 160 მმ).
რვა). ოთხი მექანიზმის კბილების დამუშავების ძირითადი (ტექნოლოგიური) დრო განისაზღვრება ფორმულით:
T o = 
ერთი მოჭრილი მექანიზმისთვის, ძირითადი დრო იქნება:
T o \u003d 40,24 / 4 \u003d 10,06 წთ.
9). T-ში ოპერაციის დამხმარე დრო განისაზღვრება სტანდარტული ცხრილებით. 5 კგ-მდე მასის მანდელზე ნაწილის დაყენების დამხმარე დროა: T კომპლექტი = 0,7 წთ. დამატებითი დამხმარე დრო T ext ნაწილის ყოველი შემდგომი ინსტალაციისთვის მანდრიელზე იქნება: T ext = 0.26 წთ.
T in \u003d 0,7 + 0,26 \u003d 0,96 წთ.
საკონტროლო გაზომვების დრო არ შედის დამხმარე დროის ნორმაში, რადგან ის გადაფარავს ძირითად დროს.
ათი). გადაცემათა ჭრის სამუშაო ადგილის მომსახურების დრო განისაზღვრება ძირითადი დროის პროცენტულად, სადაც a t o \u003d 3%:
ასე = T o a t.o. /100 = 10,06×3/100 = 0,3 წთ.
თერთმეტი). დასვენების დრო და მუშაკის ბუნებრივი საჭიროებები განისაზღვრება (%) საოპერაციო დროიდან, სადაც ყოფილი \u003d 4%:
T exc =  = 0.44 წთ.
= 0.44 წთ.
12. ერთი ნაწილის დამზადების დრო იქნება:
T pcs \u003d T o + T in + T t.o + T exc \u003d 10.06 + 0.96 + 0.3 + 0.44 \u003d 11.76 წთ.
მასობრივი წარმოების ვადები არ არის განსაზღვრული.
12. ოფციონების ტექნიკური და ეკონომიკური შედარება
ტრანსკრიფცია
1 რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო სარატოვის სახელმწიფო ტექნიკური უნივერსიტეტი. ლაბორატორიული სამუშაოდისციპლინაში "მექანიკური ინჟინერიის ტექნოლოგიის საფუძვლები" სპეციალობის სტუდენტებისთვის მექანიკური ინჟინერიის ტექნოლოგია სრულ განაკვეთზე, საღამოს და დისტანციურ სწავლებაზე დამტკიცებული სარატოვის სახელმწიფო ტექნიკური უნივერსიტეტის სარედაქციო და საგამომცემლო საბჭოს მიერ 2012 წ.
2 სამუშაოს მიზანია მასობრივი წარმოების პირობებისთვის ნაწილების დამუშავების დროის ნორმის დადგენა უნივერსალურ სახარზე. 2 ძირითადი ცნებები დროის ტექნიკური ნორმა უნდა გავიგოთ, როგორც დროის დადგენილი ნორმა გარკვეული სამუშაოს შესრულებისათვის / წუთებში / კონკრეტული ორგანიზაციული და ტექნიკური პირობებისთვის. დროის ნორმა ერთეული და მასობრივი წარმოების პირობებში განისაზღვრება ცალი დროით: T T T T T T. სადაც T pcs T m T vsp T obs T otd, (3) T m ძირითადი დრო, წთ; T დამხმარე დამხმარე დრო, მინ; T obs სამუშაო ადგილის მოვლის დრო, მინ; სამსახურში დასვენებისა და შესვენების დრო, წთ; T pz მოსამზადებელი და საბოლოო დრო, წთ; n არის პარტიაში ნაწილების რაოდენობა. ძირითადი (მანქანის) დრო არის დრო, რომლის დროსაც ჩიპები ამოღებულია და იცვლება სამუშაო ნაწილის ან ნახევრად მზა პროდუქტის ზედაპირის ფორმა, ზომა და ხარისხი. ამ პროცესს, როგორც წესი, ახორციელებს მხოლოდ მანქანა, მუშის უშუალო მონაწილეობის გარეშე. ხრახნისთვის მანქანის (მთავარი) დრო განისაზღვრება ფორმულით: l1 l2 l l1 l2 l T m i i, (4) n S S min სადაც l არის სამუშაო ნაწილის ზედაპირის სიგრძე, მმ; ლ 1 ჭრის სიგრძე, მმ; ლ 2 საჭრელი გადახურვის სიგრძე, მმ; n spindle სიჩქარე, rpm; S კვება თითო რევოლუციაზე, მმ/წთ; წთ წთ კვება, მმ/წთ; გაშვებების I რაოდენობა (ჩვეულებრივ i = 1-5) / სხვა ტიპის დამუშავებისთვის, საანგარიშო ფორმულები მოცემულია საცნობარო ლიტერატურაში. org ტექნიკური განყოფილება
3 დამხმარე დრო იხარჯება მოქმედებებზე, რომლებიც უზრუნველყოფენ ძირითადი სამუშაოს შესრულებას და მოიცავს: ნაწილის დაყენების, დამაგრების და ამოღების დროს, მანქანის კონტროლს: გაშვებას და გაჩერებას, სპინდლის სიჩქარის შეცვლას და კვებას და ა.შ. საჭრელი ხელსაწყოს მიახლოება და თავდაპირველ მდგომარეობაში დაბრუნება, დამუშავებული ზედაპირის სიზუსტისა და უხეშობის პარამეტრების კონტროლის დრო. მასობრივი და ფართომასშტაბიანი წარმოების პირობებში დამხმარე დრო განისაზღვრება მეთოდებით. მაგალითად, ჩართეთ შპინდლის ბრუნვა, დააინსტალირეთ ნაწილი, დააფიქსირეთ ნაწილი და ა.შ. მასობრივი წარმოების პირობებში დამხმარე დრო განისაზღვრება 3 სტანდარტული კომპლექსით: ნაწილის დამონტაჟებისა და მოხსნის დრო; გადასვლასთან დაკავშირებული დრო (მოიტანეთ ხელსაწყო, ჩართეთ კვება, გამორთეთ მანქანა და ა.შ.); საკონტროლო გაზომვების დრო. დამხმარე დრო განისაზღვრება სტანდარტების გამოყენებით ან დროის მიხედვით. სამუშაო ადგილის მოვლა-პატრონობის დროს კონტრაქტორი ხარჯავს ტექნოლოგიური აღჭურვილობის სამუშაო მდგომარეობაში შენარჩუნებას და მათ და სამუშაო ადგილს მოვლას. მასობრივი წარმოების, მანქანების და ავტომატიზირებული ოპერაციების პირობებში, სამუშაო ადგილის მოვლის დრო იყოფა ტექნიკური ტექნიკური და ორგანიზაციული მოვლის დროს. მოვლის დრო არის სამუშაო ადგილის (აღჭურვილობის) მოვლაზე დახარჯული დრო ამ კონკრეტული სამუშაოს დროს: ბლაგვი ხელსაწყოების შეცვლა, ხელსაწყოების მორგება და აღჭურვილობის მორგება ოპერაციის დროს, ჩიპების წმენდა და ა.შ. შენარჩუნების დრო განისაზღვრება ძირითადი დროის %-ში: T იმ % T mach. (5) ორგანიზაციული შენარჩუნების დრო სამუშაო ცვლაში სამუშაო ადგილის შესანარჩუნებლად გარიგების დრო: ცვლის დასაწყისში და ბოლოს ხელსაწყოების განლაგებისა და გაწმენდის დრო, აღჭურვილობის შემოწმებისა და ტესტირების დრო, მისი შეზეთვისა და გაწმენდის დრო და ა.შ. ორგანიზაციული მომსახურების დრო განისაზღვრება საოპერაციო დროის %-ით: T %. (6) org T op პროცენტის რიცხვითი მნიშვნელობები მოცემულია საცნობარო ლიტერატურაში ან განისაზღვრება სამუშაო დღის ფოტოსურათის საფუძველზე. სამუშაოში დასვენებისა და შესვენების დრო შემოდის დროის ნორმაში ფიზიკურად რთული (წონა 10 კგ-ზე მეტი) ან ერთფეროვანი და დამღლელი სამუშაოს შესრულებისას. გარდა ამისა, დროის ეს სტრუქტურა მოიცავს დროს ადამიანის ფიზიკურ საჭიროებებზე. ეს დრო განისაზღვრება 3-ში
if ($this->show_pages_images && $page_num doc["images_node_id"]) ( გაგრძელება; ) // $snip = ბიბლიოთეკა::get_smart_snippet($text, DocShare_Docs::CHARS_LIMIT_PAGE_IMAGE_TITLE); $snips = ბიბლიოთეკა::get_text_chunks($text, 4); ?>საოპერაციო დროის 4 პროცენტი დირექტორიაში ან სამუშაო დღის ფოტოსურათზე დაყრდნობით. T otd % T op. (7) მოსამზადებელ-ფინალური დრო არის დროის ინტერვალი, რომელიც დახარჯულია შემსრულებლისა და ტექნოლოგიური აღჭურვილობის საშუალებების მომზადებაზე ტექნოლოგიური ოპერაციის შესასრულებლად და ამ უკანასკნელის მოწესრიგებაზე მორიგეობის დასრულების შემდეგ. ეს დრო განისაზღვრება სამუშაო დღის ფოტოსურათის საფუძველზე შედგენილი სტანდარტების მიხედვით და დადგენილია ნაწილების პარტიისთვის. მასში შედის: მასალების, ხელსაწყოების, მოწყობილობების, ტექნოლოგიური დოკუმენტაციის და სამუშაო შეკვეთების მიღება; ნახაზის, ტექნოლოგიური დოკუმენტაციის გაცნობა; ხელსაწყოების, მოწყობილობების დაყენება, აღჭურვილობის რეგულირება მუშაობის შესაბამისი რეჟიმისთვის; სამუშაოების დასრულების შემდეგ მოწყობილობებისა და ხელსაწყოების მოხსნა; მზა პროდუქციის, მასალების ნარჩენების, მოწყობილობების, ხელსაწყოების, ტექნოლოგიური დოკუმენტაციისა და შეკვეთების მიწოდება. საოპერაციო დროის ნორმა T op არის ტექნოლოგიური ოპერაციის შესრულების დროის ნორმა, რომელიც შედგება ძირითადი და არა გადაფარვის დამხმარე დროის ნორმების ჯამისგან, ე.ი. T T T. (8) 4 op mash სამუშაო დროის დრო დრო არის სამუშაო დროის ხარჯების შესწავლის მეთოდი შრომითი ოპერაციების განმეორებადი სახელმძღვანელო და მანქანა-მექანიკური ელემენტების შესრულებისთვის მათი ხანგრძლივობის გაზომვით და მათი განხორციელების პირობების შემდგომი ანალიზით. . დამუშავების დროს დროის დანიშნულებაა დამხმარე დროის, შენარჩუნების დროის, მოსამზადებელი და საბოლოო დროის, დასვენებისა და სამუშაოს შესვენების სტანდარტების ნორმალური ხანგრძლივობის დადგენა. დრო შედგება შემდეგი ეტაპებისაგან: 1. დროისთვის მომზადება. 2. დაკვირვების გაკეთება. 3. სადამკვირვებლო მასალების დამუშავება და ანალიზი. 4. ყველაზე რაციონალური ელემენტების შერჩევა და შრომის ელემენტების ნორმალური ხანგრძლივობის გამოთვლა. დროისთვის მომზადება მოიცავს: შესწავლილი ოპერაციის ან სტრუქტურული კომპონენტის დაშლას ტექნიკად ან ტექნიკის კომპლექტებად (მანქანის ჩართვა, ნაწილის დაყენება და ამოღება და ა.შ.); vsp
5 დააყენეთ თითოეული ტრიუკის დასაწყისი და დასასრული ან ტრიუკების ნაკრები ფიქსაციის წერტილების საშუალებით; წარმოების ტიპისა და ოპერაციის მთლიანი ხანგრძლივობის მიხედვით, დაყენებულია ადჯ. 1 ქრონომეტრიული დაკვირვების შესრულებისას გაზომვების საჭირო რაოდენობა /დროის სერიების მნიშვნელობა/. დაკვირვებები ვადები, როგორც წესი, ტარდება ცვლის შუა საათებში, როდესაც თანამშრომელი შედის მუშაობის რიტმში, მას შემდეგ, რაც დაამუშავებს დღის გამომუშავების დეტალების დაახლოებით მესამედს. გაზომვა შეიძლება განხორციელდეს ორი გზით: ცალკეული ელემენტების ან სტრუქტურული კომპონენტების ცალკეული (შერჩევითი) მრავალჯერადი ჩანაცვლებით; სამუშაო ნაკადის ყველა შესწავლილი ელემენტის საერთო გაზომვები. გაზომვა ხდება წამზომის გამოყენებით. წამზომი იწყება და ჩერდება ფიქსირებულ წერტილებზე. სადამკვირვებლო მასალების დამუშავება და ანალიზი. ყოველი დროის სერია გაანალიზებულია იმისთვის, რომ გამოვლინდეს დეფექტური გაზომვები, რომლებიც განსხვავდება გადაჭარბებული ან არასრულფასოვანი მნიშვნელობებით. დეფექტური გაზომვების აღმოფხვრის შემდეგ, დარჩენილი დროის სერია მოწმდება დროის სერიების რეალური სტაბილურობის ფაქტორზე. f T max /T min, (9) სადაც T max არის ელემენტის ხანგრძლივობის მაქსიმალური მნიშვნელობა; T min არის მინიმალური ხანგრძლივობის მნიშვნელობა. K f-ის მიღებული მნიშვნელობა შედარებულია მის ნორმალურ მნიშვნელობასთან (დანართი 2). თუ Kf-ის გამოთვლილი მნიშვნელობა აღემატება სტანდარტულ მნიშვნელობას, გაზომვები უნდა განმეორდეს. სამუშაო დღის ფოტოგრაფია სამუშაო დროის ფოტოგრაფია არის სამუშაო პროცესის შესწავლის ერთ-ერთი მეთოდი სამუშაო ცვლის განმავლობაში მისი ყველა ხარჯის მუდმივი დაკვირვებითა და გაზომვით. წარმოებულია პროდუქტიულობის გაზრდის რეზერვების იდენტიფიცირების მიზნით. ფოტო შეიძლება იყოს: ინდივიდუალური; ჯგუფი; თვითგადაღება. ინდივიდუალური შემსრულებლის დასაკვირვებლად გამოიყენება სამუშაო დროის ინდივიდუალური ფოტოსურათი. დაკვირვების სიაში დაკვირვების დაწყების მომენტიდან აღირიცხება ხარჯების შინაარსი, მათი დამთავრების დრო 5
6 და პროდუქციის / ოპერაციების / წარმოებული რაოდენობა საოპერაციო დროის გარკვეული პერიოდისთვის, რომლებიც შეწყვეტილია რაიმე მიზეზით. ყველა ხარჯი უნდა იყოს დიფერენცირებული სამუშაო დროის ხარჯების მიღებული კლასიფიკაციის შესაბამისად. დაკვირვების შედეგების დამუშავება მოიცავს სამუშაო დროის თითოეული დახარჯვის ხანგრძლივობის განსაზღვრას, ხარჯების ინდექსირებას (შესაბამის კატეგორიაში მინიჭებას), ფაქტობრივი და პროგნოზირებული ბალანსის შედგენას და სამუშაო დროის გამოყენების მახასიათებლების განსაზღვრას. სამუშაო დღის ფოტოების დაკვირვებისა და დამუშავების მონაცემები მოცემულია ყველა საწარმოსთვის დამახასიათებელი სპეციალური ფორმებით. სამუშაო დროის ინდივიდუალური ფოტოსურათის დამუშავება სრულდება სამუშაო დროის დაკარგვის აღმოსაფხვრელად ორგანიზაციული და ტექნიკური ღონისძიებების შემუშავებით. ჯგუფური ფოტო, როდესაც მონიტორინგი ხორციელდება ერთდროულად მუშათა ჯგუფისთვის. თვითმმართველობის გადაღება, როდესაც თანამშრომელი, ძირითადი სამუშაოსგან განშორების გარეშე, სპეციალურ თვითგადაღების ბარათში აღნიშნავს შესვენების დასაწყისს, დასასრულს და მიზეზს. გარკვეული წინასწარი მომზადებით, ეს მეთოდი შესაძლებელს ხდის დაკვირვებით დაფაროს თითქმის ყველა სამუშაო ადგილი და მოკლე დროში მოიპოვოს ინფორმაცია თითოეულ სამუშაო ადგილზე სამუშაო დროის ძირითადი დანაკარგების შესახებ. 6 სამუშაოს შესრულების წესი 1. დაამუშავეთ ნაწილი სახამებელზე მოცემული ესკიზის მიხედვით მოცემული ვარიანტის შესაბამისად ცხრილის მიხედვით, რომელიც შედგება 2 ან 3 გადასვლებისაგან (ცხრილი): ბოლო პირი დავჭრათ L 1 ზომით; შემობრუნება D სიგრძით L; საბურღი d სიგრძით l. ნაწილის დამუშავების ვარიანტები p/n D D 1 L L 1 d l ჯგუფის ზომა საჭრელის ხელსაწყოს მასალისა და სამუშაო ნაწილის მასალის მიხედვით, აირჩიეთ ჭრის პირობები საცნობარო ლიტერატურის მიხედვით.
7 3. გამოთვალეთ საჭრელი ხელსაწყოების მოძრაობის სიგრძე (ჩაძირვისა და გადახურვის გათვალისწინებით) ყოველი ტექნოლოგიური გადასვლისთვის. 4. განსაზღვრეთ ნაწილის დამუშავების ძირითადი (მანქანის) დრო. 5. შეასრულეთ ოპერაციის დამხმარე დრო, რისთვისაც: დამხმარე დრო დაყავით მიღებებად; ტექნიკის გაერთიანება სტანდარტულ კომპლექსებში, თითოეული კომპლექსის დასაწყისისა და დასასრულის დაფიქსირება; ტიპიურ კომპლექსში საწყისი და საბოლოო მიღების მიხედვით განსაზღვრეთ საწყისი (NFZH) და საბოლოო (CFT) დამაგრების წერტილები, ოღონდ ისე, რომ მუშის ერთი მოძრაობა არ გამოტოვდეს, ე.ი. ერთი კომპლექსის საბოლოო დამაგრების წერტილი იყო შემდეგი კომპლექსის საწყისი წერტილი, მაგალითად, CFT 2 = NFT 1. განსაზღვრავს ადჯ. დაკვირვების 2 საჭირო რაოდენობა; დაკვირვების გაკეთება; შეავსეთ დაკვირვების ფურცელი (დანართი 4); მიღებული მონაცემების დამუშავება; განსაზღვრეთ დროის სერიების მდგრადობის კოეფიციენტი (9) ფორმულის მიხედვით და შეადარე ნორმალურს ადჯ. 2; საჭიროების შემთხვევაში გაიმეორეთ გაზომვები. 6. სტანდარტიზატორის სერიული წარმოების პირობების საცნობარო წიგნის მიხედვით განსაზღვრეთ დროის ნორმის სტრუქტურული კომპონენტები: T obl, T otd, T pz. 7. გამოთვალეთ დროის ნორმა T ცალი მთელი ოპერაციისთვის. 8. გადაიღეთ ერთი ნაწილის დამუშავების სამუშაო დრო. 9. შეადარეთ გამოთვლილი მონაცემები T pcs სამუშაო პროცესის ფოტოსურათით განსაზღვრულ დროს. 10. მოამზადეთ ანგარიში სამუშაოს შესახებ. სამუშაო მოხსენება 1. მოკლე თეორიული ნაწილი. 2. ნაწილის დამუშავების ესკიზი ჭრის პირობების ცხრილით თითოეული ტექნოლოგიური გადასვლისთვის (დანართი 3). 3. დამხმარე დროის ტექნიკის სია და მათი გაერთიანება ტიპიურ კომპლექსებში NFT და CFT ფიქსაციის წერტილებით. 4. დროის ნორმების გამოთვლები და შევსებული დაკვირვების ფურცელი. თვითშემოწმების კითხვები 1. სტრუქტურა ტექნიკური ნორმადრო. სტრუქტურული კომპონენტების დანიშვნა. 2. სტრუქტურული კომპონენტების განსაზღვრის მეთოდები. 3. ქრონომეტრაჟის მეთოდოლოგია. 7
8 4. სამუშაო დროის, მისი დანიშნულებისა და ამოცანების გადაღება. ფოტოგრაფიის მეთოდები. 5. ოპერაციების ტექნიკური რეგულირების თავისებურებები წარმოების სხვადასხვა სახეობაში. გამოყენებული წყაროების სია 1. ლითონების დამუშავება ჭრით: ტექნოლოგის სახელმძღვანელო / რედ. ᲐᲐ. პანოვი. M.: Mashinostroenie, გვ. 2. შემფასებლის სახელმძღვანელო / რედ. A.V. ახულოვი. ლ.: Mashinostroenie, გვ. 3. საცნობარო ტექნოლოგ-მანქანების მშენებელი / რედ. ა.გ. კოსილოვა და რ.კ. მეშჩერიაკოვა. M.: Mashinostroenie, გვ. 4. ლითონმუშაკის სახელმძღვანელო. T.4. / რედ. მ.პ. ნოვიკოვი და პ.ნ. ორლოვი. M.: Mashinostroenie, გვ. 5. ზოგადი საინჟინრო დროის სტანდარტები. მასობრივი წარმოება. M.: Mashinostroenie, გვ. რვა
9 დანართი 1 დაკვირვებების რაოდენობა დროის განმავლობაში გაზომვების რაოდენობა ხანგრძლივობით მოქმედების ტიპი მინ. ოპერაციები 0-მდე, მასა 0.1-0, /ნაკადი/ 0-ზე მეტი, ფართომასშტაბიანი 0.1-მდე 0.1-0.3 0.3-ზე დროის სერიების სტაბილურობა მინ. მანქანით მუშაობა ხელით სამუშაო ნაყარი / in-line / ფართომასშტაბიანი მდე 0.1 0.1-0.3 მეტი 0.3 მდე 0.1 0.1-0.3 1.5 1.3 1.2 1.8 1.5 2.0 1.7 1.5 ზე მეტი 0.3 1.3 Serial - 1.7 sll. 1. მანქანათმშენებლობა მოიცავს ჩარხებზე, წნეხებზე, ჩაქუჩებზე და ა.შ. 2. ავტომატური კვების მქონე ლითონის საჭრელ მანქანებზე შესრულებული ძირითადი დროის ელემენტებისთვის, სტაბილურობის კოეფიციენტი არ უნდა იყოს 1,1-ზე მეტი ყველა სახის წარმოებაზე. გადასვლები ჭრის პირობები და შემობრუნების დროის ლიმიტები გადასვლის დასახელება D, mm L, mm t, mm S, mm/rev V, m/min 2.5 2.0 1.7 დანართი 3 n, rpm T m, min შენიშვნა: D არის დამუშავების დიამეტრი ; L დამუშავების სიგრძე; t ჭრის სიღრმე; S feed თითო რევოლუციაზე; n spindle სიჩქარე; V ჭრის სიჩქარე; T m მანქანის დრო. 9
10 დანართი 4 დაკვირვების ფურცელი მიმღების კომპლექსების დასახელება დაკვირვების დამაგრების წერტილები 1 2. n დაკვირვების დრო ჯამური ხანგრძლივობა საშუალო ხანგრძლივობა ნორმების სტაბილურობის კოეფიციენტი. ფაქტი. დამხმარე კომპლექსის დროის ნორმა 10
11 მანქანათმშენებლობის ოპერაციების ტექნიკური რეგულაცია ლაბორატორიული სამუშაოების სახელმძღვანელო მითითებები შედგენილი: NASAD ტატიანა გენადიევნა KOZLOV გენადი ალექსანდროვიჩი რეცენზენტი: ი.ა. მასლიაკოვა რედაქტორი კ.ა. კულაგინა კომპიუტერის განლაგება Yu.L. ჟუპილოვა ხელმოწერილი ბეჭდვისთვის ფორმატი /16 ქაღალდი. ოფსეტური. კონვ. ღუმელი ლ. 0.69 (0.75) ლ. 0.6 ტირაჟი 100 ეგზემპლარი. ბრძანება 193 სარატოვის უფასო სახელმწიფო ტექნიკური უნივერსიტეტი, სარატოვი, პოლიტექნიჩესკაიას ქ., 77 დაბეჭდილია სსტუ-ს გამომცემლობა, სარატოვი, ქ. პოლიტექნიკური, 77 ტელ.
12 12
სამუშაოს რეგულირება. ვადები ელენა ალექსეევა, ასოცირებული პროფესორი, მოსკოვის სახელმწიფო ტექნიკური უნივერსიტეტი. ნ.ე. ბაუმან ნადეჟდა ივანოვა, ეკონომიკის მეცნიერებათა კანდიდატი, მოსკოვის სახელმწიფო ტექნიკური უნივერსიტეტის ასოცირებული პროფესორი. ნ.ე. ბაუმანი შესრულებულ სამუშაოზე დახარჯული დროის დადგენა შრომის რაციონირებაზე
თემა: სამუშაო დროის ღირებულების შესწავლის მეთოდები სამუშაო დროის ხარჯების შესწავლის მეთოდები კვლევის მიზნები შრომითი პროცესები: ელემენტარული ოპერაციების შესრულებაზე დახარჯული ფაქტობრივი დროის განსაზღვრა (შრომ
UDC 2151 სამუშაო დროის ღირებულების შესწავლის მეთოდები დ.ი. დოლგოვი (დოქტორი, განათლების მართვისა და ეკონომიკის დეპარტამენტის ასოცირებული პროფესორი, MordGPI მ. ე. ევსევიევის სახელობის, სარანსკი), 89053783787, ელ.ფოსტა: [ელფოსტა დაცულია]
რუსეთის ფედერაციის განათლებისა და მეცნიერების მინისტრები განათლების ფედერალური სააგენტო სახელმწიფო უმაღლესი პროფესიული განათლების სახელმწიფო საგანმანათლებლო დაწესებულება „ორენბურგის შტატი
სარკინიგზო ტრანსპორტის ფედერალური სააგენტო ურალი Სახელმწიფო უნივერსიტეტისაკომუნიკაციო საშუალებების დეპარტამენტი "ტრანსპორტის ეკონომიკა" T.S. მცირე ორგანიზაცია და წარმოების დაგეგმვა მეთოდოლოგიური
106 პერსონალი A. N. Dubonosova, PEO-ს უფროსის მოადგილე შრომის რეგულირება: მთავარი წარმოების მუშაკების სამუშაო დროის რეგულირება ძირითადი თემები შრომის რაციონირება, მისი ძირითადი ამოცანები მუშაკის სტრუქტურა
საშუალო პროფესიული განათლება Kovalchuk L.P. მეთოდოლოგიური დახმარება სპეციალობის სტუდენტებისთვის დისციპლინაზე "ტექნიკური რეგულირება" პრაქტიკული სამუშაოების შესასრულებლად 151001 რეცენზენტები: დირექტორი
ბუღალტრული აღრიცხვის სტრუქტურული ერთეულის დაკომპლექტების სავარაუდო გაანგარიშება I. ზოგადი ნაწილი 1. სტანდარტები შემუშავებულია საფუძველზე: გაიდლაინებისახელმწიფოში შრომის რაციონირების სისტემების განვითარების შესახებ
M I N I S T E R S T O E D U R A O V A N I A I A N A U K I R O S I O Y F E D E R A T I O N უმაღლესი პროფესიული განათლების ფედერალური სახელმწიფო ავტონომიური საგანმანათლებლო დაწესებულება "ეროვნული
UDC 658.58; 658.523 ნ.ს. მასლიაკოვი, დოქტორანტი, ხელმძღვანელი: M. S. Ostrovsky, ტექნიკურ მეცნიერებათა დოქტორი, პროფესორი, მოსკოვის სახელმწიფო სამთო უნივერსიტეტის ელ. [ელფოსტა დაცულია]უნივერსალური მანქანების უპირატესობები,
დოკუმენტი მოწოდებულია ConsultantPlus-ის მიერ "რაციონირება და ანაზღაურება ინდუსტრიაში", 2011, N 5 BEST EXPERIENCE OF LABOR REGULATION AT ENGINEERING ENTERPRISES თანამედროვე თეორია და მოწინავე
სარჩევი შესავალი ... 4 1 სამუშაოს ორგანიზება სამუშაო ადგილზე ... 5 1.1 სამუშაო ადგილის ზოგადი მახასიათებლები და სამუშაო პირობები ... 5 1.2 საწარმოო ობიექტის მოკლე აღწერა და ტექნოლოგიური მახასიათებლები
SPRUT-TP სისტემა შექმნილია ტექნიკური დიზაინის პროცესის საინფორმაციო მხარდაჭერისთვის და ტექნოლოგიური პროცესების განვითარების ავტომატიზაციისთვის, მათ შორის ტექნიკური დოკუმენტაციის ფორმირებისთვის:
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო უმაღლესი პროფესიული განათლების ფედერალური სახელმწიფო საბიუჯეტო საგანმანათლებლო დაწესებულება "ეროვნული კვლევა ტომსკის პოლიტექნიკური
შესავალი ტესტების პროგრამა თემაზე „ინჟინერიის ტექნოლოგია“ შესავალი მიზნები, ამოცანები, დისციპლინის საგანი, მისი როლი და ურთიერთობა სხვა დისციპლინებთან. დისციპლინის ღირებულება სასწავლო სისტემაში
„სოციალური საბაზრო ეკონომიკის“ ცნება შეიცავს შემდეგ დებულებებს: 1) სახელმწიფო რეგულირება მართვის ყველა სფეროში; 2) თითოეული თანამშრომლის პასუხისმგებლობა შესრულების შედეგებზე
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო უმაღლესი პროფესიული განათლების სახელმწიფო საგანმანათლებლო დაწესებულება „სამარას სახელმწიფო აეროკოსმოსური უნივერსიტეტი აკადემიკოს ს.პ. ᲓᲔᲓᲝᲤᲐᲚᲘ
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო სარატოვის სახელმწიფო ტექნიკური უნივერსიტეტი CAD T-FLEX CAD 10 2D DRAWING RAIL აშენება და რედაქტირება
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო ქ. მინჩენკო
თემა 5. ბლანკების მრავალ-ინსტრუმენტული დამუშავება მიზანია კოშკურის სახურავზე მრავალინსტრუმენტული დამუშავების ტექნოლოგიური შესაძლებლობების შესწავლა, აპარატის ძირითადი კომპონენტები და მათი დანიშნულება; შეძენა
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო უმაღლესი პროფესიული განათლების ფედერალური საბიუჯეტო სახელმწიფო საგანმანათლებლო დაწესებულება "ულიანოვსკის სახელმწიფო ტექნიკური უნივერსიტეტი"
განათლების ფედერალური სააგენტო უმაღლესი პროფესიული განათლების სახელმწიფო საგანმანათლებლო დაწესებულება ივანოვოს სახელმწიფო ქიმიისა და ტექნოლოგიების უნივერსიტეტი PRAKIKUM დისციპლინის მიხედვით
[ E[M]ECONOMY ] ნიშნავს: დაზოგე დრო, ფული და სივრცე! MAXXMILL 500 5-ღერძიანი ვერტიკალური საღარავი დამუშავების ცენტრი MAXXMILL 500 MAXXMILL 500 არის ვერტიკალური საღარავი მანქანა
ვარიანტი 1 „რაციონირება და ხელფასი საწარმოში“ შესავალი 1. თეორიული ნაწილი 1. შრომის სტანდარტები, მათი ჩამოყალიბების მეთოდები, შესწავლა, ანალიზი 1.1. შრომის რაციონირება და მისი სახეები 1.2. სამუშაო საათები უნივერსალური
სტანდარტების შემუშავების მეთოდოლოგია ტესტის მიზანი: ასწავლოს მოსწავლეებს სავარჯიშოების სტანდარტიზების მეთოდოლოგია ცეცხლის ბურღვის წვრთნებში. მიზნის მისაღწევად მოსწავლემ უნდა დაასრულოს და
უმაღლესი პროფესიული განათლების სახელმწიფო საგანმანათლებლო დაწესებულება "სამარას სახელმწიფო აეროკოსმოსური უნივერსიტეტი აკადემიკოს ს.პ. კოროლევის სახელობის" ტექნოლოგიური პროცესების დიზაინი
ბელორუსის რესპუბლიკის სოფლის მეურნეობისა და სურსათის სამინისტრო განათლების, მეცნიერების და პერსონალის საგანმანათლებლო დაწესებულების მთავარი დეპარტამენტი "ბელარუსის სახელმწიფო აგრარული აკადემია" დეპარტამენტი
B A C A L A V R I A T V.P. პაშუტო ორგანიზაცია, შრომის რეგულირება და ანაზღაურება საწარმოში სასწავლო და პრაქტიკული სახელმძღვანელო KnorS Moscow 2017 UDC 331(075.8) LBC 65.24ya73 P22 რეცენზენტები: V.I. დემიდოვი, უფროსი
1. ხრახნიანი ხორხი 16K20. spindle როტაცია. ტყვიის ხრახნის გამოყენებისას დახაზეთ აპარატის ბლოკ-სქემა. 2. გადახედეთ დიზაინს თანდართულ ნახატზე. 3. როგორია ფორმირების მეთოდები
UDC 62191302: 6219025 რაციონალური ჭრის პირობების განსაზღვრა გადაცემათა დაფქვისას ჭიის საჭრელების გარეშე VA Khomenko, PO Cherdantsev, AO Cherdantsev რაციონალური განსაზღვრის ტექნიკა
რუსეთის სახელმწიფო ბიბლიოთეკა ბიბლიოთეკაში მუშაობის რაციონირება მეთოდოლოგიური რეკომენდაციები მოსკოვი "Pashkov Dom" 2013 "-7T 1osUDarstpb" ntgg77 ~ u;.1,;ac ~ სამეცნიერო ბიბლიოთეკა """ კრასნოიარსკის ტერიტორიის M ^ 1US [_
2 პლატაზე ჰორიზონტალური დამუშავების ცენტრი H3 ტექნიკური სპეციფიკაციები ტექნიკური სპეციფიკაციები აღჭურვილობა X-ღერძი მოძრაობა, მმ 460 Y-ღერძი მგზავრობა, მმ 350 Z-ღერძი მგზავრობა, მმ
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო FGBOU VPO URAL STATE Forest Engineering UNIVERSITY ჩარხების და ხელსაწყოების დეპარტამენტი I.T. გლებოვი მრეწველობის აღჭურვილობა შესქელება მანქანის სიზუსტის შემოწმება
სვერდლოვსკის ოლქის ზოგადი და პროფესიული განათლების სამინისტრო
MSTU GA 2013 SCIENTIFIC BULLETIN OF 190 STEPANENKO სტატია წარმოდგენილი ეკონომიკის მეცნიერებათა დოქტორის, პროფესორ არტამონოვის მიერ
საკონტროლო სამუშაოზე დავალება აუცილებელია შემდეგი ამოცანების გადაჭრა ვარიანტების მიხედვით: 1. პროდუქციის ერთეულზე შრომის ინტენსივობის განსაზღვრა, თუ წარმოების მოცულობამ შეადგინა .. ც. ზოგადი შრომის ხარჯები. პერს.
შრომის რეგულირების ორგანიზაციის პრაქტიკა 13 UDC 349.22 შრომის რეგულირების სისტემის აუდიტი საწარმოში AL Zhukov, ეკონომიკის დოქტორი. მეცნიერებათა, შრომისა და სოციალური ურთიერთობის აკადემიის პროფესორი, ელ. [ელფოსტა დაცულია]
1. დისციპლინის მიზნები და ამოცანები 1.1. დისციპლინის მიზანი, ამოცანები, მისი ადგილი ბაკალავრის, სპეციალისტის მომზადებაში (ფედერალური სახელმწიფო საგანმანათლებლო სტანდარტების მოთხოვნების გათვალისწინებით) დისციპლინის შესწავლის მიზანია ასწავლოს სტუდენტებს მეცნიერულად გამართული მიღება.
ᲐᲐ. ნოსენკოს მეთოდოლოგიური ინსტრუქციები პროგრამული უზრუნველყოფის ხელსაწყოების (PS) ტექნიკურ-ეკონომიკური კვლევის შესახებ (შესრულებული V.A. Palitsyn-ის მეთოდოლოგიის შესაბამისად "სადიპლომო პროექტების ტექნიკურ-ეკონომიკური შესწავლა",
ღია სააქციო საზოგადოება "FEDERAL GRID COMPANY OF THE UNIFIED ENERGY SYSTEM" ORGANIZATION STANDARD JSC FGC UES STO 56947007-29.240.128-2012 ინსტრუქციები განვითარებისა და ექსპლუატაციაში შესვლის შესახებ
ჩარხების ოპერატორი პროგრამის კონტროლით (SPU) რას აკეთებს „SPU ოპერატორი“? მუშაობს თანამედროვე ჩარხებზე პროგრამული კონტროლით - აწყობს ნაწილ პროგრამას კომპიუტერზე - შემოდის
გადაცემათა კოლოფის კინემატიკა: სახელმძღვანელო მითითებები. / კომპ. კონდრატიევა ნ.მ., კონდრატიუკ ა.ა. ტომსკი: ტომსკის არქიტექტურისა და სამოქალაქო ინჟინერიის უნივერსიტეტის გამომცემლობა, 2004. - 21 გვ. რეცენზენტი პროფ. ვ.დ. რუდნევის რედაქტორი
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო სანქტ-პეტერბურგის სახელმწიფო ელექტროტექნიკური უნივერსიტეტი "LETI"
სახელმწიფო (მუნიციპალური) დაწესებულებებში სახელფასო სისტემის ეტაპობრივი გაუმჯობესების პროგრამა 2012-2018 წლებში (რუსეთის ფედერაციის მთავრობის 2012 წლის 26 ნოემბრის დადგენილება 2190-რ) ეტაპი 1 გაუმჯობესება.
მომხმარებლის სახელმძღვანელო 1 1 5 2 კორექტირების პროცესის 1 ფოტო; 2-ტექსტი მოქმედების ახსნა ფოტოზე; ამ მოქმედების შესასრულებლად გამოყოფილი 3 დრო; 4-სულ დაყენების დრო დაყენების დაწყებიდან
ხალხთა მეგობრობის რუსეთის უნივერსიტეტის საინჟინრო ფაკულტეტი
5 ღერძის ვერტიკალური დამუშავების ცენტრი FU-650 FU-800 მოგემსახურებათ 1990 წლიდან
უმაღლესი პროფესიული განათლების ფედერალური სახელმწიფო საბიუჯეტო საგანმანათლებლო დაწესებულება "UDMURT STATE UNIVERSITY" სამოქალაქო თავდაცვის ინსტიტუტი გენერალური საინჟინრო დისციპლინების დეპარტამენტი
უფრო მაღალი საიმედოობა ღრმა განშორებისას პრიორიტეტული მოთხოვნები ღრმა გაყოფისთვის გამოიკვეთა ახალი კონცეფციის შემუშავების ადრეულ ეტაპზე ფართო ინდუსტრიული ინტეგრაციით: პროცესის საიმედოობა.
საგანმანათლებლო დისციპლინების სამუშაო პროგრამების შეჯამება სასწავლო კურსების, საგნების, დისციპლინების (მოდულების), პრაქტიკის ანოტაცია დისციპლინის ანოტაცია „შესავალი მიმართულებაში“ დისციპლინის საერთო შრომის ინტენსივობა შეადგენს 2 კრედიტს.
8.1 ლოჯისტიკური კომპანიის ანგარიშების მენეჯერების სამუშაო დროის მოხმარების ოპტიმიზაცია 8.1 პერიოდულად ლოგისტიკისა და სატრანსპორტო ინდუსტრიის საწარმოები აწყდებიან წარდგენის დროის გაზრდის პრობლემას.
რუსეთის სახელმწიფო საგანმანათლებლო დაწესებულების განათლებისა და მეცნიერების სამინისტრო უმაღლესი პროფესიული საგანმანათლებლო დაწესებულება "TYUMEN STATE OIL AND GAS UNIVERSITY" სამრეწველო ტექნოლოგიების ინსტიტუტი
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო უმაღლესი პროფესიული განათლების ფედერალური სახელმწიფო ავტონომიური საგანმანათლებლო დაწესებულება
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტროს უმაღლესი პროფესიული განათლების ფედერალური სახელმწიფო საბიუჯეტო საგანმანათლებლო დაწესებულების სიქტივკარის სატყეო ინსტიტუტი (ფილიალი) „ქ.
რუსეთის ფედერაციის მეცნიერებისა და განათლების სამინისტრო კოსტრომას სახელმწიფო ტექნოლოგიური უნივერსიტეტის მენეჯმენტის, ეკონომიკისა და ფინანსების ინსტიტუტი ეკონომიკისა და მენეჯმენტის დეპარტამენტი VP Dudyashova, T.I.
მაღალი სიჩქარით მრავალფუნქციური ორმაგი სვეტები ძლიერი ჭრა გამოიყენება მაღალი სიმტკიცის მასალებისთვის. მაღალი ბრუნვის შპინდლით (მაქსიმალური ბრუნი შეიძლება მიაღწიოს 900-ს
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტრო განათლების ფედერალური სააგენტო კურგანის სახელმწიფო უნივერსიტეტის დეპარტამენტი მექანიკური ინჟინერიის ტექნოლოგია ავტომატური წარმოების ტექნოლოგია
რუსეთის ფედერაციის ფედერალური სახელმწიფო ავტონომიური საგანმანათლებლო დაწესებულების განათლებისა და მეცნიერების სამინისტრო უმაღლესი განათლება"ეროვნული კვლევითი ტომსკის პოლიტექნიკური უნივერსიტეტი"
ი.ა. იანკინას ფული, კრედიტი, ბანკები. WORKSHOP რეკომენდებულია UMO-ს მიერ ფინანსების, ბუღალტრული აღრიცხვისა და მსოფლიო ეკონომიკის განათლებისთვის, როგორც სახელმძღვანელო ფინანსებისა და კრედიტის სპეციალობით სტუდენტებისთვის.
UDC 621.753.1 S. N. Borisov, A. S. Evseeva, A. P. Tremasov
ნაცრისფერი თუჯის ნაწილებში ხვრელების სიზუსტის შედარებითი შესწავლა ვიბრაციული ბურღვის დროს (ნაწილი 2) # 11, ნოემბერი 2014 წ. AI Soloviev, Sh. I. Dzhafarova UDC: 621.952.2 რუსეთი, MSTU im. ნ.ე.
კონსტრუქციული მასალების ტექნოლოგია სახელმძღვანელო და საკონტროლო ამოცანები დისციპლინებში „კონსტრუქციული მასალების ტექნოლოგია“, „მასალამეცნიერება. სტრუქტურული მასალების ტექნოლოგია“ სტუდენტებისთვის
განათლების ფედერალური სააგენტო ტომსკის არქიტექტურისა და სამოქალაქო ინჟინერიის სახელმწიფო უნივერსიტეტის წარმოების ტექნოლოგიებისა და მანქანის შეკეთების საფუძვლები თვითშესწავლის სახელმძღვანელო
ტექნოლოგიური დოკუმენტაციის რეგისტრაცია 1. ტექნოლოგიური დოკუმენტაციის სახეები და სისრულე 1.1. TP აღწერილობის სახეები განვითარებული ტექნოლოგიური პროცესის შინაარსი აღირიცხება სხვადასხვა ხარისხის დეტალებით
UDC 621.9.048 UDC 621.9-1/-9 საწარმოო ნაწილებისა და შეკრებების შრომის ინტენსივობის შემცირების ძირითადი მიმართულებები Pluton OJSC-ის დამუშავების წარმოებაში Yu. V. Polyakov, V. I. Larin Pluton OJSC Increasing
PI 46 r პროდუქტის ინფორმაცია ძრავის ღეროები მბრუნავი სერიით 0.5.052.0.. 2008-03-13 სარჩევი მახასიათებლები...4 ტექნიკური მონაცემები... 10 დამუშავების მაგალითები... 12 დიზაინის მაგალითები...
კონტროლის პროგრამების შემუშავება CNC მანქანებისთვის CAD T FLEX CNC-ში
მოსკოვის საავტომობილო და საგზაო სახელმწიფო ტექნიკური უნივერსიტეტი (MADI) სინელნიკოვი, ა.იუ. KONOPLIN მეთოდოლოგიური ინსტრუქციები ლაბორატორიული სამუშაოებისთვის მექანიკური ბლოკებისა და ცილინდრის ლაინერების შეკეთებაზე
რუსეთის ფედერაციის განათლებისა და მეცნიერების სამინისტროს უმაღლესი პროფესიული განათლების ფედერალური სახელმწიფო საგანმანათლებლო საბიუჯეტო დაწესებულება "ვოლგოგრადის სახელმწიფო ტექნიკური უნივერსიტეტი" ფაკულტეტი