Ο τεχνικός κανόνας χρόνου για την επεξεργασία του τεμαχίου εργασίας είναι μία από τις κύριες παραμέτρους για τον υπολογισμό του κόστους του κατασκευασμένου εξαρτήματος, του αριθμού του εξοπλισμού παραγωγής, των μισθών των εργαζομένων και του προγραμματισμού παραγωγής.
Ο τεχνικός κανόνας χρόνου καθορίζεται με βάση τις τεχνικές δυνατότητες του τεχνολογικού εξοπλισμού, των εργαλείων κοπής, των εργαλειομηχανών και της σωστής οργάνωσης του χώρου εργασίας.
Ο κανόνας του χρόνου είναι ένας από τους κύριους παράγοντες για την αξιολόγηση της τελειότητας της τεχνολογικής διαδικασίας και την επιλογή της πιο προηγμένης επιλογής για την επεξεργασία του τεμαχίου εργασίας.
Σε μεγάλης κλίμακας και μαζική παραγωγή, ο συνολικός χρόνος (min) για την κατεργασία ενός τεμαχίου
T w \u003d T o + T in + T t.o + T o.p,
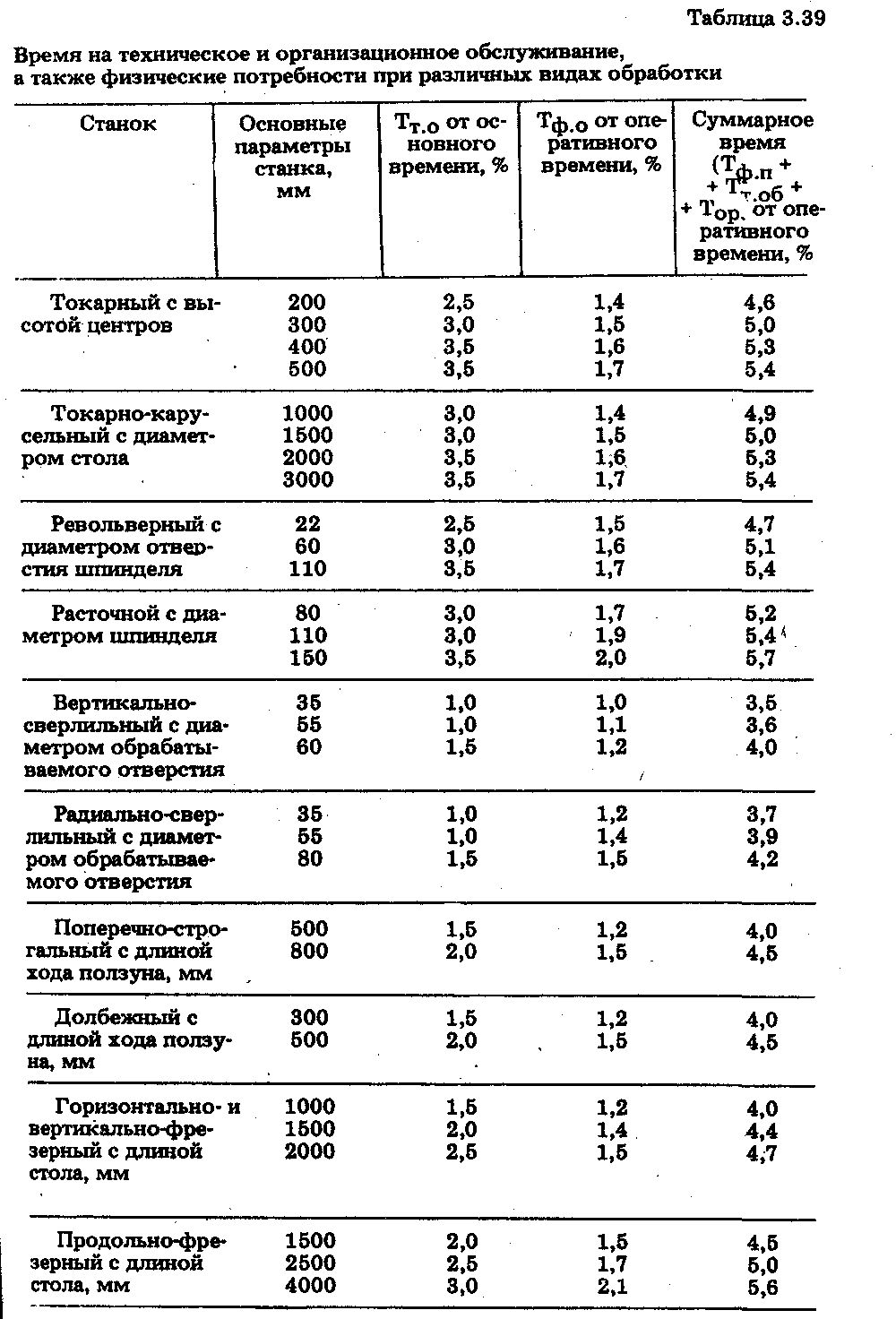
όπου T περίπου - τεχνολογικός (βασικός) χρόνος, min; T σε - βοηθητικός χρόνος, min; T t.o - χρόνος συντήρησης του χώρου εργασίας, min. T o.p - χρόνος ανάπαυσης και φυσικές ανάγκες, min (Πίνακας 3.39).
Τεχνολογικός χρόνος για πολλά είδη επεξεργασίας
T o \u003d L p .x i / (n c t s st),
όπου L p.x είναι το εκτιμώμενο μήκος της διαδρομής εργασίας του κοπτικού εργαλείου, δηλ. η διαδρομή που διανύει το κοπτικό εργαλείο προς την κατεύθυνση τροφοδοσίας, mm. i είναι ο αριθμός των διαδρομών εργασίας του κοπτικού εργαλείου. n st - η ταχύτητα του άξονα του μηχανήματος, που υιοθετήθηκε σύμφωνα με το διαβατήριο του μηχανήματος, σ.α.λ. s st - τροφοδοσία σύμφωνα με τα δεδομένα διαβατηρίου του μηχανήματος, mm / rev.
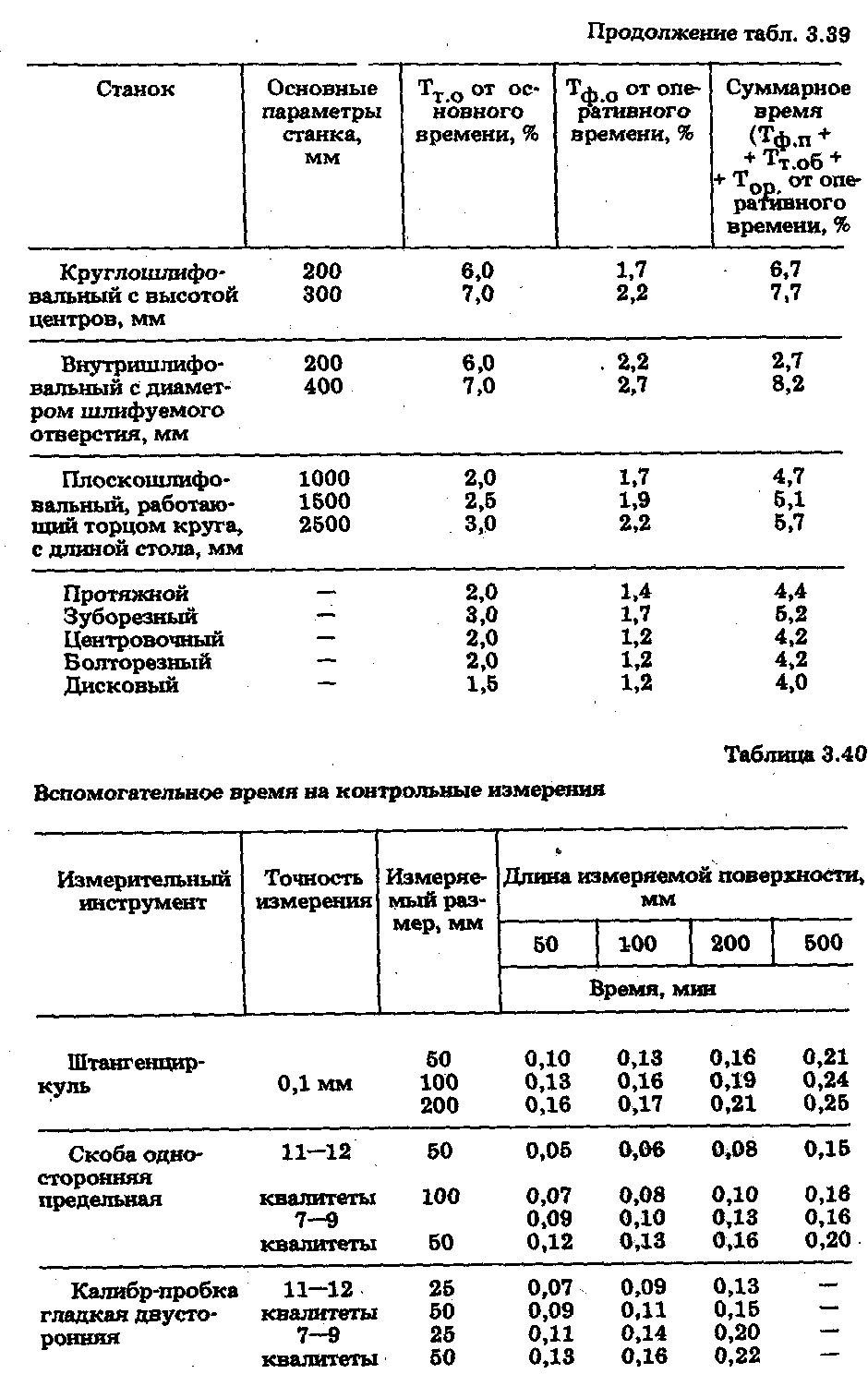
Ο βοηθητικός χρόνος για την επεξεργασία του τεμαχίου εργασίας Tv εξαρτάται από τον βαθμό μηχανοποίησης, τη μάζα του τεμαχίου εργασίας και άλλα στοιχεία που εκτελούνται σε αυτή τη λειτουργία. Ο βοηθητικός χρόνος για τις μετρήσεις ελέγχου επιλέγεται ανάλογα με την ακρίβεια μέτρησης και τον τύπο του εργαλείου μέτρησης. Ο βοηθητικός χρόνος προσδιορίζεται σύμφωνα με τους τυπικούς πίνακες. Εξαρτάται από τον επιλεγμένο τεχνολογικό εξοπλισμό, τις μεθόδους επεξεργασίας και τον εξοπλισμό μηχανών.
Ο βοηθητικός χρόνος T in αποτελείται από το χρόνο εγκατάστασης και αφαίρεσης του εξαρτήματος. χρόνος που σχετίζεται με τη μετάβαση (ρύθμιση του εργαλείου κατά μήκος του άκρου, στάση, σήμανση, προκαταρκτική μέτρηση, λήψη δοκιμαστικών τσιπ κ.λπ.). ο χρόνος που σχετίζεται με τη μετάβαση σε τεχνικές που δεν περιλαμβάνονταν στα σύμπλοκα (αλλαγές στην ταχύτητα του άξονα του μηχανήματος, αλλαγές στην τροφοδοσία, περιστροφή της κεφαλής κοπής κ.λπ.). βοηθητικός χρόνος για μετρήσεις ελέγχου, οι οποίοι ορίζονται σύμφωνα με τυπικούς πίνακες ανάλογα με την ακρίβεια μέτρησης, τις διαστάσεις των μετρούμενων επιφανειών, λαμβάνοντας υπόψη τον συντελεστή περιοδικότητας. Βοηθητικός χρόνος για την τεχνολογική λειτουργία
T in \u003d (T y c t, + T lane + T lane to + T meas) Προς την t μέσα,
όπου T στόμιο - βοηθητικός χρόνος εγκατάστασης και αφαίρεσης του εξαρτήματος, min; Λωρίδα T - βοηθητικός χρόνος που σχετίζεται με τη μετάβαση, min; T per.k - βοηθητικός χρόνος που σχετίζεται με τη μετάβαση σε τεχνικές που δεν περιλαμβάνονται στα σύμπλοκα, min. T meas _ - βοηθητικός χρόνος για μετρήσεις ελέγχου, min; Προς την t in - συντελεστής διόρθωσης για βοηθητικό χρόνο, ανάλογα με το μέγεθος της παρτίδας των επεξεργασμένων προϊόντων.
Χρόνος συντήρησης στο χώρο εργασίας που αφιερώνεται στην εγκατάσταση, αφαίρεση και αντικατάσταση θαμπών εργαλείων κοπής, επαναπλήρωσης τροχών λείανσης, λίπανσης και ρύθμισης του μηχανήματος, καθαρισμού τσιπ κατά τη λειτουργία κ.λπ.
T t.o \u003d (T o + T c) (a p.o / 100),
όπου ένα p.o. - χρόνος συντήρησης του χώρου εργασίας ως ποσοστό του χρόνου λειτουργίας, ο οποίος επιλέγεται σύμφωνα με τους τυπικούς πίνακες ανάλογα με το είδος της παραγωγής. Χρόνος ξεκούρασης και σωματικές ανάγκες
T o.p \u003d (T o + T in,) (και ούτω καθεξής / 100),
όπου ένας χρόνος για ανάπαυση και σωματικές ανάγκες (σε%) έως τον χρόνο λειτουργίας, ο οποίος επιλέγεται σύμφωνα με τους τυπικούς πίνακες.
Στη σειριακή και μοναδιαία παραγωγή, ο χρόνος υπολογισμού τεμαχίου λαμβάνεται ως ο τεχνικός κανόνας του χρόνου
T sh.k \u003d T w + (T pz / n d),
όπου T p.z - προπαρασκευαστικός και τελικός χρόνος που δαπανάται για την προετοιμασία και τη ρύθμιση της μηχανής για την επεξεργασία μιας δεδομένης παρτίδας εξαρτημάτων, την απόκτηση του απαραίτητου τεχνολογικού εξοπλισμού, τεκμηρίωσης, καθώς και για την παράδοση επεξεργασμένων εξαρτημάτων, τεκμηρίωσης και εξοπλισμού. n d - ο αριθμός των τεμαχίων εργασίας στο πάρτι.
Μέση τιμή διορθωτικών συντελεστών
Παράδειγμα. Προσδιορίστε το ρυθμό του χρόνου τεμαχίου για μια πρόχειρη λειτουργία κοπής γραναζιών. Αρχικά δεδομένα:
Λεπτομέρεια - ελικοειδής κυλινδρικός τροχός. Το υλικό του εξαρτήματος είναι χάλυβας 45 GOST 1050-74, σε = 600 N/m. Βάρος εξαρτήματος 6 κιλά. Εξοπλισμός - μηχανή κοπής γραναζιών 5E32. Συσκευή - μανδρέλι. Ψύξη - λάδι. Συντελεστής δοντιού m == 4mm . Ο αριθμός των δοντιών του γραναζιού z \u003d 40. Το πλάτος του δακτυλίου γραναζιού Β σε \u003d 40 mm, d == 30 .
1. Τοποθετήστε, στερεώστε, ξεβιδώστε και αφαιρέστε τέσσερα τεμάχια εργασίας.
2. Δόντια φρέζας m = 4mm, z = 40.
Λύση.1. Επιλέγουμε ένα αρθρωτό κόφτη με σκουλήκι με εξωτερική διάμετρο D d \u003d 100 mm, με μονάδα m \u003d 4 mm σύμφωνα με το GOST 9224-74. Κόφτης σκουληκιών δύο κλωστών, κατηγορίας ακρίβειας C. Η φορά ανόδου του πηνίου κοπής και του δοντιού του κομμένου τροχού είναι ομώνυμη. Το υλικό του κοπτικού τμήματος του σκουληκόφτη είναι κατασκευασμένο από χάλυβα R18 GOST 19256-73. Tool life T st = 480 λεπτά.
2. Η κοπή των δοντιών του γραναζιού πραγματοποιείται με μία κίνηση εργασίας. Βάθος κοπής t p = 9 mm.
3. Επιλέγουμε την τροφοδοσία για έναν κόφτη σκουληκιών με διπλή κλωστή σύμφωνα με τους τυπικούς πίνακες: s tabl \u003d 1,2 - 1,4 mm / rev. Διορθώνουμε τον ρυθμό τροφοδοσίας, λαμβάνοντας υπόψη τον συντελεστή διόρθωσης για τη σκληρότητα του υλικού χάλυβα 45 GOST 1050-88 (K m \u003d 0,9) και τη γωνία κλίσης των δοντιών και των πηνίων ( K σε \u003d 0,8):
s υπολογισμός \u003d s πίνακας K m K σε \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / στροφές
Δεχόμαστε σύμφωνα με το διαβατήριο του μηχανήματος, s st \u003d 1 mm / rev.
4. Επιλέγουμε την ταχύτητα κοπής σύμφωνα με τα πρότυπα του πίνακα: V πίνακας = 0,7 m/s. Διορθώνουμε την ταχύτητα κοπής λαμβάνοντας υπόψη τους συντελεστές διόρθωσης για τον χάλυβα 45, HB 170 ... 207, όπου K mv == 0,8 και K == 0,9.
Καθορίζουμε την υπολογισμένη ταχύτητα κοπής με τον τύπο
V calc \u003d s πίνακα K m v K ŋ \u003d 0,7 * 0,8 * 0,9 \u003d 0,5 m / s
5. Προσδιορίστε την ταχύτητα του κοπτικού σκουληκιών
N f.calc =  95,51 σ.α.λ
95,51 σ.α.λ
Ρυθμίζουμε την ταχύτητα περιστροφής του κόφτη σύμφωνα με το διαβατήριο του μηχανήματος, όπου n st \u003d 100 rpm.
Ώρα για οργανωτική συντήρηση και φυσικές ανάγκες
Βοηθητικός χρόνος για μετρήσεις ελέγχου
6. Η πραγματική ταχύτητα κοπής καθορίζεται από τον τύπο
v d \u003d D n n st / (1000 60) \u003d 3,14 100 100 / (1000 60) \u003d 0,62 m / s.
7. Το μήκος της διαδρομής εργασίας του εργαλείου κατά την επεξεργασία καθορίζεται από τον τύπο
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 \u003d (160 + 2 + 37,2 + 2) 40 \u003d 8048 mm.
L υπολ = 40 mm (αποδοχή σύμφωνα με το σχέδιο λεπτομερειών) l 1 = 2 mm. l 3 \u003d 2 mm. Η τιμή της τροφοδοσίας l 2 καθορίζεται από τον τύπο
L 2 \u003d (1.11.3) 
 37,2 χλστ ,
37,2 χλστ ,
όπου h είναι το βάθος της κοιλότητας των δοντιών , h= t. (h == 2,25m =2,25 4=9 mm.)
Σε σχέση με την ταυτόχρονη επεξεργασία τεσσάρων γραναζιών, είναι απαραίτητο να αυξηθεί το L calc κατά 4 φορές (L calc = 40 4 = 160 mm).
8. Ο κύριος (τεχνολογικός) χρόνος για την επεξεργασία των δοντιών τεσσάρων γραναζιών καθορίζεται από τον τύπο:
Τ ο = 
Για ένα κομμένο εργαλείο, ο κύριος χρόνος θα είναι T o \u003d 40,24 / 4 \u003d 10,06 λεπτά.
9. Ο βοηθητικός χρόνος για τη λειτουργία T in προσδιορίζεται σύμφωνα με τους τυπικούς πίνακες. Βοηθητικός χρόνος τοποθέτησης του εξαρτήματος σε μανδρέλι με μάζα έως 5 kg T set = 0,7 min. Ο πρόσθετος βοηθητικός χρόνος για κάθε επόμενη εγκατάσταση του τμήματος T ext στον άξονα θα είναι T ext = 0,26 min.
Ο χρόνος για τις μετρήσεις ελέγχου δεν περιλαμβάνεται στην επικουρική χρονική νόρμα, καθώς επικαλύπτεται με τον κύριο χρόνο.
10. Ο χρόνος συντήρησης του χώρου εργασίας για κοπή εργαλείων προσδιορίζεται (σε%) από τον κύριο χρόνο, όπου a t περίπου = 3%:
Τ έτσι \u003d T περίπου ένα t.o. /100=10,063/100=0,3 min.
11. Ο χρόνος ανάπαυσης και οι φυσικές ανάγκες του εργαζομένου καθορίζεται (σε%) από τον χρόνο λειτουργίας, όπου ισχύει op \u003d 1.7 % :
T op =  = 0,2 λεπτά.
= 0,2 λεπτά.
12. Ο χρόνος τεμαχίου για την κατασκευή ενός εξαρτήματος θα είναι:
T w \u003d T περίπου + T σε + T έτσι + T op \u003d 10,06 + 0,96 + 0,3 + 0,2 \u003d 12,52 λεπτά.
Ο χρόνος παράδοσης για μαζική παραγωγή δεν έχει καθοριστεί.
Ανάλογα με το σκοπό, διάφορες τεχνολογικές προδιαγραφές χρόνου για την εκτέλεση μιας λειτουργίας μπορούν να χρησιμοποιηθούν σε υπολογισμούς τεχνικοοικονομικού και οργανωτικού σχεδιασμού. Συνήθως, ως κανόνας του χρόνου t i για την εκτέλεση i-η λειτουργίασε μια μονάδα παραγωγής, λαμβάνεται υπόψη ο πλήρης ρυθμός χρόνου (κομμάτι-ρυθμός υπολογισμού) - t sc. Η ταξινόμηση του κόστους του χρόνου εργασίας που υιοθετήθηκε στη μηχανολογία και η δομή του συνολικού κανόνα χρόνου για μια λειτουργία (τεμάχιο-κανονικός υπολογισμός) φαίνονται στο σχήμα. 6,2-6,3.
Προπαρασκευαστική και τελική ώρα -χρόνος προετοιμασίας και ολοκλήρωσης της επεξεργασίας μιας παρτίδας προϊόντων ή μιας βάρδιας (παραλαβή εργασίας και γνωριμία με την εργασία, μελέτη της τεχνικής τεκμηρίωσης, εγκατάσταση ειδικών συσκευών και εργαλείων, ρύθμιση του μηχανήματος και ρύθμιση του τρόπου επεξεργασίας, παράδοση εργασία στον κύριο ή τον ελεγκτή).
Χρόνος λειτουργίας -ο χρόνος της άμεσης εκτέλεσης της τεχνολογικής πράξης. Περιλαμβάνει κύριο και βοηθητικό χρόνο. Βασικός (τεχνολογικός) χρόνος -ο χρόνος κατά τον οποίο υλοποιείται ο τεχνολογικός στόχος της εργασίας (διαμόρφωση, αλλαγή κατάστασης, ποιότητας, ιδιότητες του αντικειμένου εργασίας). Μπορεί να είναι χειροκίνητο, μηχάνημα, μηχάνημα-χειροκίνητο. Βοηθητικός χρόνος- χρόνος για ενέργειες που διασφαλίζουν την εκτέλεση της κύριας εργασίας (τοποθέτηση και αφαίρεση εξαρτήματος, προσέγγιση-ανάσυρση του εργαλείου, εκκίνηση και διακοπή του μηχανήματος, μέτρηση του εξαρτήματος). Μπορεί να είναι χειροκίνητο, μηχάνημα και μηχάνημα.
Χρόνος εξυπηρέτησης στο χώρο εργασίας -χρόνος για τη φροντίδα του χώρου εργασίας σε μια δεδομένη εργασία και σε ολόκληρη τη βάρδια. Περιλαμβάνει χρόνο για τεχνική και οργανωτική συντήρηση. Χρόνος συντήρησης -χρόνος για αλλαγή εργαλείων σε περίπτωση φθοράς ή θραύσης, ρύθμιση του εξοπλισμού κατά τη διαδικασία της εργασίας. Χρόνος υπηρεσίας οργάνωσης -χρόνος για τοποθέτηση και καθαρισμό εργαλείων στην αρχή και στο τέλος της βάρδιας, για λίπανση και καθαρισμό του μηχανήματος, καθαρισμό του χώρου εργασίας κατά τη διάρκεια της βάρδιας.
Ώρα προγραμματισμένων διαλειμμάτων -ο χρόνος των διαλειμμάτων που είναι αναπόφευκτα στην απόδοση ενός δεδομένου έργου. Περιλαμβάνει το χρόνο των οργανωτικών και τεχνολογικών διαλειμμάτων, διαλειμμάτων για ξεκούραση και φυσικές ανάγκες.
Ρύζι. 6.2. Ταξινόμηση ωρών εργασίας:
Ώρα οργανωτικών και τεχνολογικών διαλειμμάτων -χρόνος διακοπών λόγω της πορείας της τεχνολογικής διαδικασίας και ανεπαρκούς συγχρονισμού των λειτουργιών. Χρόνος διαλειμμάτων για ξεκούραση και φυσικές ανάγκες -χρόνος για μεσημεριανά διαλείμματα, βιομηχανική γυμναστική, ξεκούραση και προσωπικές ανάγκες. Όλες οι άλλες διακοπές θεωρούνται μη παραγωγικές ζημίες και δεν τυποποιούνται. Επίσης, ο χρόνος που αφιερώνεται σε εργασία που καλύπτεται από τον κύριο χρόνο (δηλαδή ενέργειες που εκτελούνται παράλληλα και δεν απαιτούν επιπλέον χρόνο) δεν κανονικοποιείται.
Ρύζι. 6.3. Η δομή του συνολικού κανόνα χρόνου για τη λειτουργία:
Όπως φαίνεται από το σχ. 6.3, ο πλήρης ρυθμός χρόνου για τη λειτουργία (κομμάτι-ρυθμός υπολογισμού) t sk προσδιορίζεται ως εξής:
όπου t w είναι ο κανόνας του χρόνου τεμαχίου.
t pz - ο κανόνας του προπαρασκευαστικού και τελικού χρόνου για το παιχνίδι.
n είναι το μέγεθος της παρτίδας, τεμ.
t o - κύρια ώρα.
t * σε - βοηθητικός χρόνος, που δεν επικαλύπτεται από τον κύριο.
t * τότε - χρόνος συντήρησης, που δεν επικαλύπτεται από τον κύριο.
t * oo - χρόνος υπηρεσίας οργάνωσης, που δεν επικαλύπτεται από τον κύριο.
t τεχνολογία - χρόνος οργανωτικών και τεχνολογικών διαλειμμάτων.
t otd - χρόνος για διαλείμματα για ξεκούραση και φυσικές ανάγκες.
Κύκλος λειτουργίας
Η διάρκεια του κύκλου λειτουργίας εξαρτάται από το χρόνο που εκτελείται η λειτουργία σε μια μονάδα παραγωγής (τεμάχιο), από τον αριθμό των μονάδων παραγωγής στην παρτίδα που εισέρχεται στη λειτουργία, από τον αριθμό των εργασιών για τη λειτουργία (ο αριθμός υπηρεσιών κανάλια σε πολυκαναλική συσκευή).
Υπολογισμός του κύκλου λειτουργίας. Κατά τον υπολογισμό του κύκλου λειτουργίας, είναι δυνατές οι ακόλουθες απλούστερες περιπτώσεις.
1) Μονάδες προϊόντος - 1, χώροι εργασίας - 1. Ο κύκλος λειτουργίας ^ o στην περίπτωση εκτέλεσης μιας λειτουργίας σε έναν χώρο εργασίας σε μια μονάδα παραγωγής είναι ίσος με τον κανόνα χρόνου για τη λειτουργία t i:
όπου t i - ο κανόνας του χρόνου για την εκτέλεση της i-ης λειτουργίας σε μια μονάδα παραγωγής αυτού του ονόματος.
2) Μονάδες προϊόντος - n, χώρους εργασίας- 1. Όταν μια παρτίδα προϊόντων του μεγέθους Πτεμάχια, κύκλος λειτουργίας Τ 0ισούται με τον συνολικό χρόνο εκτέλεσης της πράξης σε ολόκληρη την παρτίδα. Δεδομένου ότι τα αντικείμενα εργασίας είναι τα ίδια, περνούν από τη λειτουργία διαδοχικά και απαιτούν χρόνο t i ανά μονάδα παραγωγής, ο κύκλος λειτουργίας αυξάνεται κατά Πμια φορά:
T 0 \u003d nt i
3) Μονάδες προϊόντος - n, χώρους εργασίας- q. Όταν η επέμβαση έχει q iπανομοιότυπους χώρους εργασίας, μπορείτε να εκτελέσετε μια παρτίδα σε αυτούς για να εκτελέσετε μια λειτουργία παράλληλα σε πολλές μονάδες προϊόντων ταυτόχρονα. Κύκλος λειτουργίας Τ 0θα μειωθεί σε qμια φορά:
όπου q i -αριθμός θέσεων εργασίας για i-thεργασίες σε παρτίδα προϊόντων αυτής της ονομασίας.
Υπάρχουν διάφορες επιλογές για το σχηματισμό του αποδεκτού για υπολογισμό t i ,όταν περιλαμβάνει ή δεν περιλαμβάνει ορισμένα στοιχεία του κόστους χρόνου. Συγκεκριμένα, η προπαρασκευαστική-τελική ώρα για το παιχνίδι t n 3μπορεί να οριστεί ως ανεξάρτητο στοιχείο του κύκλου λειτουργίας Τ 0ή να συμπεριληφθεί σε t iανά αντικείμενο - t n 3 / σελ.
Η σειρά διέλευσης του κόμματος από την επιχείρηση. Μια λειτουργία μπορεί να έχει πολύπλοκη δομή και να αποτελείται από πολλές μεταβάσεις που εκτελούνται σε έναν χώρο εργασίας. Υπό μετάβασηαναφέρεται σε ένα μέρος μιας λειτουργίας που εκτελείται σε μία ή περισσότερες επιφάνειες ενός τμήματος από ένα ή περισσότερα εργαλεία ταυτόχρονα σε έναν τρόπο κοπής. Σε αυτή την περίπτωση, για τον κύκλο λειτουργίας Προς τηνεπηρεάζει σειρά διέλευσης του κόμματος μέσω της επιχείρησης,δεδομένου ότι επηρεάζει τον χρόνο που δαπανάται, ιδίως, για την εγκατάσταση και την αφαίρεση του εξαρτήματος στον εξοπλισμό, καθώς και για την αναπροσαρμογή του εξοπλισμού κατά τις εναλλασσόμενες μεταβάσεις. Στο σχ. Το 6.4 δείχνει δύο πιθανούς τρόπους διέλευσης μιας παρτίδας μέσω μιας λειτουργίας:
ένα) διασταύρωση,στην οποία ολόκληρος ο αριθμός των αντικειμένων εργασίας περνά πρώτα από την πρώτη μετάβαση, μετά από τη δεύτερη μετάβαση, μετά από την τρίτη, και ούτω καθεξής μέχρι την τελευταία μετάβαση της λειτουργίας. Η διαδικασία εκτέλεσης μιας λειτουργίας για μεμονωμένες μονάδες παραγωγής είναι ασυνεχής και για το σύνολο της παρτίδας είναι συνεχής.
σι) μετεγχειρητικό πέρασμα,στην οποία, πρώτα, το πρώτο αντικείμενο εργασίας περνά από όλες τις μεταβάσεις, μετά το δεύτερο, το τρίτο και ούτω καθεξής μέχρι την τελευταία μονάδα της παρτίδας των προϊόντων. Η διαδικασία εκτέλεσης μιας λειτουργίας για μια μονάδα παραγωγής είναι συνεχής και για την παρτίδα ως σύνολο είναι ασυνεχής.
Εικ. 6.4. Τύποι διέλευσης μιας παρτίδας προϊόντων σε μια επιχείρηση:
α - παροδικό? β -μετεγχειρητικά
Η σκοπιμότητα επιλογής ενός ή άλλου τύπου διέλευσης παρτίδας καθορίζεται από το ποιος από αυτούς ο συνολικός χρόνος για την εκτέλεση της λειτουργίας στην παρτίδα (λειτουργικός κύκλος T 0) θα είναι ελάχιστος. Με ένα πέρασμα διασταύρωσης, ο χρόνος για την εγκατάσταση και την αφαίρεση κάθε εξαρτήματος για κάθε μετάβαση αυξάνεται, με ένα πέρασμα βήμα προς βήμα, ο χρόνος για την αναπροσαρμογή του χώρου εργασίας μετά από κάθε μετάβαση. Εάν δεχθούμε για απλότητα ότι ο χρόνος επεξεργασίας με μεταβάσεις, εγκατάσταση και αφαίρεση του εξαρτήματος και για τους δύο τύπους διέλευσης είναι ο ίδιος, τότε η διαφορά στη διάρκεια του κύκλου λειτουργίας για το μεταβατικό T oA και το λειτουργικό T oB πέρασμα, σύμφωνα με τα γραφήματα κύκλου στο Σχ. 6.4 θα ισούται με:
όπου Π -μέγεθος παρτίδας?
R -τον αριθμό των μεταβάσεων σε αυτήν τη λειτουργία·
t y - χρόνος εγκατάστασης και αφαίρεσης του εξαρτήματος.
T p -χρόνος μετάβασης στον χώρο εργασίας όταν εναλλάσσονται οι μεταβάσεις.
Με μια θετική τιμή αυτής της διαφοράς, είναι σκόπιμο να χρησιμοποιήσετε ένα βήμα προς βήμα πέρασμα, με αρνητική τιμή - με μεταβατικό τρόπο. Δοκιμαστικά, μπορεί να θεωρηθεί ότι είναι σκόπιμο να χρησιμοποιείται διασταύρωση σε περιπτώσεις όπου τα αντικείμενα εργασίας δεν είναι βαριά και ογκώδη, λειτουργικά - όταν ο χρόνος αλλαγής του χώρου εργασίας είναι ασήμαντος.
Ο τεχνικός κανόνας χρόνου για την επεξεργασία του τεμαχίου εργασίας είναι μία από τις κύριες παραμέτρους για τον υπολογισμό του κόστους του κατασκευασμένου εξαρτήματος, του αριθμού του εξοπλισμού παραγωγής, των μισθών των εργαζομένων και του προγραμματισμού παραγωγής.
Ο τεχνικός κανόνας χρόνου καθορίζεται με βάση τις τεχνικές δυνατότητες του τεχνολογικού εξοπλισμού, των εργαλείων κοπής, των εργαλειομηχανών και της σωστής οργάνωσης του χώρου εργασίας.
Ο κανόνας του χρόνου είναι ένας από τους κύριους παράγοντες για την αξιολόγηση της τελειότητας της τεχνολογικής διαδικασίας και την επιλογή της πιο προηγμένης επιλογής για την επεξεργασία του τεμαχίου εργασίας.
Σε μεγάλης κλίμακας και μαζική παραγωγή, ο συνολικός χρόνος (min) για την κατεργασία ενός τεμαχίου
T w \u003d T o + T in + T t.o + T o.p,
όπου T περίπου - τεχνολογικός (βασικός) χρόνος, min; T σε - βοηθητικός χρόνος, min; T t.o - χρόνος συντήρησης του χώρου εργασίας, min. T o.p - χρόνος ανάπαυσης και φυσικές ανάγκες, min (Πίνακας 3.39).
Τεχνολογικός χρόνος για πολλά είδη επεξεργασίας
T o \u003d L p .x i / (n c t s st),
όπου L p.x είναι το εκτιμώμενο μήκος της διαδρομής εργασίας του κοπτικού εργαλείου, δηλ. η διαδρομή που διανύει το κοπτικό εργαλείο προς την κατεύθυνση τροφοδοσίας, mm. i είναι ο αριθμός των διαδρομών εργασίας του κοπτικού εργαλείου. n st - η ταχύτητα του άξονα του μηχανήματος, που υιοθετήθηκε σύμφωνα με το διαβατήριο του μηχανήματος, σ.α.λ. s st - τροφοδοσία σύμφωνα με τα δεδομένα διαβατηρίου του μηχανήματος, mm / rev.
Ο βοηθητικός χρόνος για την επεξεργασία του τεμαχίου εργασίας Tv εξαρτάται από τον βαθμό μηχανοποίησης, τη μάζα του τεμαχίου εργασίας και άλλα στοιχεία που εκτελούνται σε αυτή τη λειτουργία. Ο βοηθητικός χρόνος για τις μετρήσεις ελέγχου επιλέγεται ανάλογα με την ακρίβεια μέτρησης και τον τύπο του εργαλείου μέτρησης. Ο βοηθητικός χρόνος προσδιορίζεται σύμφωνα με τους τυπικούς πίνακες. Εξαρτάται από τον επιλεγμένο τεχνολογικό εξοπλισμό, τις μεθόδους επεξεργασίας και τον εξοπλισμό μηχανών.
Ο βοηθητικός χρόνος T in αποτελείται από το χρόνο εγκατάστασης και αφαίρεσης του εξαρτήματος. χρόνος που σχετίζεται με τη μετάβαση (ρύθμιση του εργαλείου κατά μήκος του άκρου, στάση, σήμανση, προκαταρκτική μέτρηση, λήψη δοκιμαστικών τσιπ κ.λπ.). ο χρόνος που σχετίζεται με τη μετάβαση σε τεχνικές που δεν περιλαμβάνονταν στα σύμπλοκα (αλλαγές στην ταχύτητα του άξονα του μηχανήματος, αλλαγές στην τροφοδοσία, περιστροφή της κεφαλής κοπής κ.λπ.). βοηθητικός χρόνος για μετρήσεις ελέγχου, οι οποίοι ορίζονται σύμφωνα με τυπικούς πίνακες ανάλογα με την ακρίβεια μέτρησης, τις διαστάσεις των μετρούμενων επιφανειών, λαμβάνοντας υπόψη τον συντελεστή περιοδικότητας. Βοηθητικός χρόνος για την τεχνολογική λειτουργία
T in \u003d (T y c t, + T lane + T lane to + T meas) Προς την t μέσα,
όπου T στόμιο - βοηθητικός χρόνος εγκατάστασης και αφαίρεσης του εξαρτήματος, min; Λωρίδα T - βοηθητικός χρόνος που σχετίζεται με τη μετάβαση, min; T per.k - βοηθητικός χρόνος που σχετίζεται με τη μετάβαση σε τεχνικές που δεν περιλαμβάνονται στα σύμπλοκα, min. T meas _ - βοηθητικός χρόνος για μετρήσεις ελέγχου, min; Προς την t in - συντελεστής διόρθωσης για βοηθητικό χρόνο, ανάλογα με το μέγεθος της παρτίδας των επεξεργασμένων προϊόντων.
Χρόνος συντήρησης στο χώρο εργασίας που αφιερώνεται στην εγκατάσταση, αφαίρεση και αντικατάσταση θαμπών εργαλείων κοπής, επαναπλήρωσης τροχών λείανσης, λίπανσης και ρύθμισης του μηχανήματος, καθαρισμού τσιπ κατά τη λειτουργία κ.λπ.
T t.o \u003d (T o + T c) (a p.o / 100),
όπου ένα p.o. - χρόνος συντήρησης του χώρου εργασίας ως ποσοστό του χρόνου λειτουργίας, ο οποίος επιλέγεται σύμφωνα με τους τυπικούς πίνακες ανάλογα με το είδος της παραγωγής. Χρόνος ξεκούρασης και σωματικές ανάγκες
T o.p \u003d (T o + T in,) (και ούτω καθεξής / 100),
όπου ένας χρόνος για ανάπαυση και σωματικές ανάγκες (σε%) έως τον χρόνο λειτουργίας, ο οποίος επιλέγεται σύμφωνα με τους τυπικούς πίνακες.
Στη σειριακή και μοναδιαία παραγωγή, ο χρόνος υπολογισμού τεμαχίου λαμβάνεται ως ο τεχνικός κανόνας του χρόνου
T sh.k \u003d T w + (T pz / n d),
όπου T p.z - προπαρασκευαστικός και τελικός χρόνος που δαπανάται για την προετοιμασία και τη ρύθμιση της μηχανής για την επεξεργασία μιας δεδομένης παρτίδας εξαρτημάτων, την απόκτηση του απαραίτητου τεχνολογικού εξοπλισμού, τεκμηρίωσης, καθώς και για την παράδοση επεξεργασμένων εξαρτημάτων, τεκμηρίωσης και εξοπλισμού. n d - ο αριθμός των τεμαχίων εργασίας στο πάρτι.
Μέση τιμή διορθωτικών συντελεστών
Παράδειγμα. Προσδιορίστε το ρυθμό του χρόνου τεμαχίου για μια πρόχειρη λειτουργία κοπής γραναζιών. Αρχικά δεδομένα:
Λεπτομέρεια - ελικοειδής κυλινδρικός τροχός. Το υλικό του εξαρτήματος είναι χάλυβας 45 GOST 1050-74, σε = 600 N/m. Βάρος εξαρτήματος 6 κιλά. Εξοπλισμός - μηχανή κοπής γραναζιών 5E32. Συσκευή - μανδρέλι. Ψύξη - λάδι. Συντελεστής δοντιού m == 4mm . Ο αριθμός των δοντιών του γραναζιού z \u003d 40. Το πλάτος του δακτυλίου γραναζιού Β σε \u003d 40 mm, d == 30 .
1. Τοποθετήστε, στερεώστε, ξεβιδώστε και αφαιρέστε τέσσερα τεμάχια εργασίας.
2. Δόντια φρέζας m = 4mm, z = 40.
Λύση.1. Επιλέγουμε ένα αρθρωτό κόφτη με σκουλήκι με εξωτερική διάμετρο D d \u003d 100 mm, με μονάδα m \u003d 4 mm σύμφωνα με το GOST 9224-74. Κόφτης σκουληκιών δύο κλωστών, κατηγορίας ακρίβειας C. Η φορά ανόδου του πηνίου κοπής και του δοντιού του κομμένου τροχού είναι ομώνυμη. Το υλικό του κοπτικού τμήματος του σκουληκόφτη είναι κατασκευασμένο από χάλυβα R18 GOST 19256-73. Tool life T st = 480 λεπτά.
2. Η κοπή των δοντιών του γραναζιού πραγματοποιείται με μία κίνηση εργασίας. Βάθος κοπής t p = 9 mm.
3. Επιλέγουμε την τροφοδοσία για έναν κόφτη σκουληκιών με διπλή κλωστή σύμφωνα με τους τυπικούς πίνακες: s tabl \u003d 1,2 - 1,4 mm / rev. Διορθώνουμε τον ρυθμό τροφοδοσίας, λαμβάνοντας υπόψη τον συντελεστή διόρθωσης για τη σκληρότητα του υλικού χάλυβα 45 GOST 1050-88 (K m \u003d 0,9) και τη γωνία κλίσης των δοντιών και των πηνίων ( K σε \u003d 0,8):
s υπολογισμός \u003d s πίνακας K m K σε \u003d 1,4 * 0,9 * 0,8 \u003d 1,008 mm / στροφές
Δεχόμαστε σύμφωνα με το διαβατήριο του μηχανήματος, s st \u003d 1 mm / rev.
4. Επιλέγουμε την ταχύτητα κοπής σύμφωνα με τα πρότυπα του πίνακα: V πίνακας = 0,7 m/s. Διορθώνουμε την ταχύτητα κοπής λαμβάνοντας υπόψη τους συντελεστές διόρθωσης για τον χάλυβα 45, HB 170 ... 207, όπου K mv == 0,8 και K == 0,9.
Καθορίζουμε την υπολογισμένη ταχύτητα κοπής με τον τύπο
V calc \u003d s πίνακα K m v K ŋ \u003d 0,7 * 0,8 * 0,9 \u003d 0,5 m / s
5. Προσδιορίστε την ταχύτητα του κοπτικού σκουληκιών
N f.calc = 95,51 σ.α.λ
Ρυθμίζουμε την ταχύτητα περιστροφής του κόφτη σύμφωνα με το διαβατήριο του μηχανήματος, όπου n st \u003d 100 rpm.
Ώρα για οργανωτική συντήρηση και φυσικές ανάγκες
Βοηθητικός χρόνος για μετρήσεις ελέγχου
6. Η πραγματική ταχύτητα κοπής καθορίζεται από τον τύπο
v d \u003d D n n st / (1000 60) \u003d 3,14 100 100 / (1000 60) \u003d 0,62 m / s.
7. Το μήκος της διαδρομής εργασίας του εργαλείου κατά την επεξεργασία καθορίζεται από τον τύπο
L p.x \u003d (L pa sch + l 1 + l 2 + l 3) z 3 \u003d (160 + 2 + 37,2 + 2) 40 \u003d 8048 mm.
L υπολ = 40 mm (αποδοχή σύμφωνα με το σχέδιο λεπτομερειών) l 1 = 2 mm. l 3 \u003d 2 mm. Η τιμή της τροφοδοσίας l 2 καθορίζεται από τον τύπο
L 2 \u003d (1.11.3) 37,2 χλστ ,
όπου h είναι το βάθος της κοιλότητας των δοντιών , h= t. (h == 2,25m =2,25 4=9 mm.)
Σε σχέση με την ταυτόχρονη επεξεργασία τεσσάρων γραναζιών, είναι απαραίτητο να αυξηθεί το L calc κατά 4 φορές (L calc = 40 4 = 160 mm).
8. Ο κύριος (τεχνολογικός) χρόνος για την επεξεργασία των δοντιών τεσσάρων γραναζιών καθορίζεται από τον τύπο:
Τ ο =
Για ένα κομμένο εργαλείο, ο κύριος χρόνος θα είναι T o \u003d 40,24 / 4 \u003d 10,06 λεπτά.
9. Ο βοηθητικός χρόνος για τη λειτουργία T in προσδιορίζεται σύμφωνα με τους τυπικούς πίνακες. Βοηθητικός χρόνος τοποθέτησης του εξαρτήματος σε μανδρέλι με μάζα έως 5 kg T set = 0,7 min. Ο πρόσθετος βοηθητικός χρόνος για κάθε επόμενη εγκατάσταση του τμήματος T ext στον άξονα θα είναι T ext = 0,26 min.
Ο χρόνος για τις μετρήσεις ελέγχου δεν περιλαμβάνεται στην επικουρική χρονική νόρμα, καθώς επικαλύπτεται με τον κύριο χρόνο.
10. Ο χρόνος συντήρησης του χώρου εργασίας για κοπή εργαλείων προσδιορίζεται (σε%) από τον κύριο χρόνο, όπου a t περίπου = 3%:
Τ έτσι \u003d T περίπου ένα t.o. /100=10,063/100=0,3 min.
11. Ο χρόνος ανάπαυσης και οι φυσικές ανάγκες του εργαζομένου καθορίζεται (σε%) από τον χρόνο λειτουργίας, όπου ισχύει op \u003d 1.7 % :
T op = = 0,2 λεπτά.
12. Ο χρόνος τεμαχίου για την κατασκευή ενός εξαρτήματος θα είναι:
T w \u003d T περίπου + T σε + T έτσι + T op \u003d 10,06 + 0,96 + 0,3 + 0,2 \u003d 12,52 λεπτά.
Ο χρόνος παράδοσης για μαζική παραγωγή δεν έχει καθοριστεί.