Σελίδα
7
Ο βαθμός διαίρεσης της λειτουργίας σε στοιχεία εργασίας εξαρτάται από τον σκοπό της ανάλυσης και την απαιτούμενη ακρίβεια των αποτελεσμάτων της έρευνας. Ως εκ τούτου, το είδος της παραγωγής επηρεάζει σημαντικά τον βαθμό διαίρεσης της λειτουργίας κατά τον διαλογισμό του κόστους εργασίας για την υλοποίησή της.
Υπάρχουν οι ακόλουθες μέθοδοι για τον προσδιορισμό των κανόνων χρόνου:
1. Πειραματικό-στατιστικό - χαρακτηρίζεται από το γεγονός ότι οι κανόνες χρόνου για μια λειτουργία ή εργασία καθορίζονται στο σύνολό τους, χωρίς ανάλυση στοιχείο προς στοιχείο και σχεδιασμό βέλτιστων συνθηκών, τρόπων και μεθόδων εργασίας. Αυτή η μέθοδος κατανομής δεν διασφαλίζει την επιστημονικά τεκμηριωμένη και προοδευτική φύση των κανόνων, δεν καθιστά δυνατό τον προσδιορισμό των υφιστάμενων αποθεμάτων παραγωγής και δεν συμβάλλει στην αύξηση της παραγωγικότητας των εργαζομένων. Η πειραματική-στατιστική μέθοδος βασίζεται σε δύο μεθόδους: πειραματική και στατιστική. Η πειραματική μέθοδος βασίζεται στην εμπειρία του εργοδηγού και του βαθμολογητή και η στατιστική μέθοδος, κατά κανόνα, βασίζεται σε αναφορές και στατιστικά δεδομένα για τον πραγματικό χρόνο που δαπανάται για παρόμοια εργασία.
2. Αναλυτική μέθοδος. Με αυτή τη μέθοδο, το χρονικό όριο για μια πράξη τίθεται με την ακόλουθη σειρά: η πράξη χωρίζεται στα συστατικά της στοιχεία. για κάθε στοιχείο καθορίζουν τους παράγοντες που επηρεάζουν το χρόνο εφαρμογής τους· ανάπτυξη μιας ορθολογικής σύνθεσης της λειτουργίας, της αλληλουχίας των εργασιακών και τεχνολογικών στοιχείων και των απαραίτητων συνθηκών για την υλοποίησή τους. καθορίζει τη διάρκεια των επιμέρους στοιχείων και τη λειτουργία στο σύνολό της.
Η αναλυτική μέθοδος έχει δύο ποικιλίες: αναλυτική-ερευνητική και αναλυτική-υπολογιστική - η διαφορά μεταξύ των οποίων έγκειται στη μέθοδο προσδιορισμού του χρόνου που δαπανάται. Με τη μέθοδο της αναλυτικής έρευνας, ο χρόνος που αφιερώνεται σε μια επέμβαση προσδιορίζεται με βάση τη μέτρηση του χρόνου παρατήρησης απευθείας στον χώρο εργασίας (χρονομετρικές παρατηρήσεις, φωτογράφιση του χρόνου εργασίας, αυτοφωτογράφηση κ.λπ.). Με την αναλυτική-υπολογιστική μέθοδο, το κόστος χρόνου υπολογίζεται σύμφωνα με τα πρότυπα για τους τρόπους λειτουργίας και το χρόνο λειτουργίας του εξοπλισμού, καθώς και σύμφωνα με τους τύπους για την εξάρτηση του χρόνου από τους παράγοντες διάρκειας. Η αναλυτική-υπολογιστική μέθοδος καθιστά δυνατή τη μείωση της πολυπλοκότητας του καθορισμού προτύπων, καθώς δεν χρειάζονται παρατηρήσεις, ωστόσο, η ακρίβεια των προτύπων για έναν συγκεκριμένο χώρο εργασίας μειώνεται. Για τη βελτίωση της ακρίβειας των υπολογισμών, οι κανονισμοί προβλέπουν συντελεστές διόρθωσης.
3. Πίνακας ή μεγεθυσμένη μέθοδος, όταν ο χρόνος ανά μονάδα εργασίας καθορίζεται από ειδικούς πίνακες.
Αξιολόγηση της τεχνολογικής διαδικασίας
Κατά τη διαλογή της εργασίας των εργαζομένων, χρησιμοποιούνται οι ακόλουθοι τύποι κανόνων κόστους εργασίας: ο κανόνας του χρόνου, ο κανόνας της παραγωγής.
Ο κανόνας του χρόνου είναι το ποσό του χρόνου εργασίας που δαπανάται για την εκτέλεση μιας μονάδας εργασίας από έναν υπάλληλο ή μια ομάδα εργαζομένων (ιδίως, μια ομάδα) κατάλληλων προσόντων σε ορισμένες οργανωτικές και τεχνικές συνθήκες.
Ο ρυθμός παραγωγής είναι η καθορισμένη ποσότητα εργασίας (ο αριθμός των μονάδων παραγωγής) που απαιτείται να εκτελέσει ένας εργαζόμενος ή μια ομάδα εργαζομένων (ιδίως μια ομάδα) με κατάλληλα προσόντα ανά μονάδα χρόνου εργασίας σε ορισμένες οργανωτικές και τεχνικές συνθήκες .
Υπάρχει μια αντίστροφη σχέση μεταξύ του κανόνα του χρόνου και του κανόνα της παραγωγής, δηλαδή, με τη μείωση του κανόνα του χρόνου, ο κανόνας της παραγωγής αυξάνεται. Αυτές οι ποσότητες δεν αλλάζουν στον ίδιο βαθμό: ο ρυθμός παραγωγής αυξάνεται σε μεγαλύτερο βαθμό από ό,τι μειώνεται ο ρυθμός του χρόνου.
Ένα τεχνικά δικαιολογημένο χρονικό όριο καθορίζεται με βάση μια ολοκληρωμένη μελέτη και εξορθολογισμό της εργασιακής διαδικασίας. Ταυτόχρονα, παρέχεται μια βέλτιστη τεχνολογική διαδικασία για δεδομένες συνθήκες παραγωγής, η οποία χαρακτηρίζεται από μια ορθολογική δομή, τη χρήση προηγμένης τεχνολογίας, τη χρήση οικονομικά αποδοτικών και παραγωγικών ειδών τεχνολογικού εξοπλισμού (εξοπλισμός, εργαλεία, εξαρτήματα) και επιστημονικά βασισμένους τρόπους επεξεργασίας.
Στο πρόγραμμα του μαθήματος, οι λειτουργίες της τεχνολογικής διαδικασίας θα ομαλοποιηθούν με την αναλυτική και υπολογιστική μέθοδο, χρησιμοποιώντας γενικά πρότυπα μηχανικής για βοηθητικό χρόνο, για την εξυπηρέτηση του χώρου εργασίας και τις προπαρασκευαστικές και τελικές εργασίες που εκτελούνται σε μηχανές κοπής μετάλλων μεσαίας και μεγάλης κλίμακας. παραγωγή (1984).
Οι χάρτες κανονικοποίησης και η τεχνολογική διαδικασία επεξεργασίας του εξαρτήματος δίνονται στο παράρτημα.
Η δομή του τεχνικά αιτιολογημένου κανόνα χρόνου Hvr περιλαμβάνει μόνο εκείνες τις κατηγορίες χρόνου εργασίας που είναι απαραίτητες για την εκτέλεση μιας δεδομένης εργασίας (λειτουργίας) υπό κανονικές συνθήκες παραγωγής. Αυτά περιλαμβάνουν: κύριο χρόνο έως, βοηθητικό μη επικαλυπτόμενο κασσίτερο, χρόνο για οργανωτική και τεχνική συντήρηση του χώρου εργασίας, χρόνο κανονικοποιημένων διαλειμμάτων για ξεκούραση και προσωπικές ανάγκες, προπαρασκευαστική και τελική ώρα Tpz:
Η τεχνική νόρμα χρόνου περιλαμβάνει μόνο ένα μέρος του βοηθητικού χρόνου που δεν καλύπτεται από άλλα στοιχεία της λειτουργίας. Ο βοηθητικός χρόνος, ανάλογα με το συγκεκριμένο περιεχόμενο της λειτουργίας, περιλαμβάνει: το χρόνο εγκατάστασης και αφαίρεσης του εξαρτήματος - Tust; ο χρόνος που σχετίζεται με την υλοποίηση της τεχνολογικής μετάβασης - Ttrans. χρόνος για την εκτέλεση μετρήσεων ελέγχου, λαμβάνοντας υπόψη τον συντελεστή συχνότητας μέτρησης (όπου χρειάζεται) - Tcontr.
Ο χρόνος ελέγχου συγκρίνεται με τον κύριο χρόνο (μηχανής) με μετάβαση μεγαλύτερης διάρκειας. Εάν είναι μεγαλύτερος από τον χρόνο της μηχανής, τότε ο χρόνος ελέγχου περιλαμβάνεται στον βοηθητικό μη επικαλυπτόμενο χρόνο. Εάν ο χρόνος ελέγχου είναι μικρότερος από τον κύριο χρόνο, τότε αναφέρεται στον επικαλυπτόμενο βοηθητικό.
Το άθροισμα του κύριου και του βοηθητικού μη επικαλυπτόμενου χρόνου για την πράξη αποτελεί τον προκαταρκτικό χρόνο λειτουργίας:
![]() .
.
Ο προπαρασκευαστικός και τελικός χρόνος καθορίζεται με βάση τα γενικά πρότυπα κατασκευής μηχανών, ανάλογα με τον τύπο του εξοπλισμού, τον εξοπλισμό, την πολυπλοκότητα της εγκατάστασης, τον αριθμό των χρησιμοποιούμενων εργαλείων κ.λπ. Περιλαμβάνει το χρόνο εγκατάστασης του εξοπλισμού, το χρόνο παραλαβής και παράδοσης του εργαλείου.
Εντός του πλήρους τεχνικά αιτιολογημένου χρονικού κανόνα, το λεγόμενο. ο κανόνας του χρόνου τεμαχίου Tsht, ο οποίος εκφράζει τον χρόνο που δαπανάται για την κατασκευή κάθε μεμονωμένης μονάδας παραγωγής. Αποτελείται από κύριο χρόνο, βοηθητικό χρόνο, χρόνο για εξυπηρέτηση του χώρου εργασίας και διαλείμματα για ξεκούραση και προσωπικές ανάγκες.
Σε συνθήκες μαζικής παραγωγής, προσδιορίζεται πρώτα ο προκαταρκτικός χρόνος τεμαχίου:
Στη συνέχεια προσδιορίζεται η διάρκεια της επεξεργασίας μιας παρτίδας εξαρτημάτων σε βάρδιες:
όπου - προκαταρκτικός χρόνος τεμαχίου (χωρίς να λαμβάνεται υπόψη ο συντελεστής για βοηθητικό χρόνο KTvn), ελάχ.
Οι τεχνολογικές νόρμες του χρόνου στις συνθήκες παραγωγής μικρής κλίμακας καθορίζονται με τη μέθοδο υπολογισμού και ανάλυσης.
Χρόνος τεμαχίου - χρόνος που αφιερώθηκε στη λειτουργία. Αποτελείται από τα ακόλουθα στοιχεία (min): T w \u003d T περίπου + T σε + T περίπου + T ανά,
όπου: Ο - τεχνολογικός (βασικός) χρόνος που αφιερώνεται απευθείας στην επεξεργασία του τεμαχίου εργασίας, δηλαδή στην αλλαγή του σχήματος, των διαστάσεων, των ιδιοτήτων του κ.λπ.
T in - βοηθητικός χρόνος που δαπανάται για βοηθητικές ενέργειες του εργάτη, που σχετίζεται άμεσα με την κύρια εργασία (εγκατάσταση, στερέωση και αφαίρεση του τεμαχίου εργασίας, έλεγχος δεξαμενής, μέτρηση του εξαρτήματος.
T περίπου - ο χρόνος συντήρησης του χώρου εργασίας, που δαπανάται για τη φροντίδα του χώρου εργασίας σας, που σχετίζεται με αυτή τη λειτουργία. Ο χρόνος συντήρησης του χώρου εργασίας αποτελείται από το χρόνο της οργανωτικής συντήρησης (επιθεώρηση και δοκιμή εξοπλισμού, διάταξη και καθαρισμός εργαλείων, λίπανση, καθαρισμός του μηχανήματος) και χρόνος συντήρησης (ρύθμιση και ρύθμιση του μηχανήματος, αλλαγή και ρύθμιση εργαλείων κοπής , επίδεσμος τροχών λείανσης, κ.λπ.) ;
T Lane - ο χρόνος των διαλειμμάτων στην εργασία, που δαπανάται για ανάπαυση (εάν είναι απαραίτητο σύμφωνα με τις συνθήκες εργασίας) και τις φυσικές ανάγκες. Το άθροισμα του κύριου και του βοηθητικού χρόνου ονομάζεται χρόνος λειτουργίας, είναι το κύριο συστατικό του χρόνου τεμαχίου.
Ο χρόνος για το σέρβις του χώρου εργασίας και ο χρόνος των διαλειμμάτων στην εργασία συνήθως λαμβάνονται ως ποσοστό του χρόνου λειτουργίας (συντελεστής K 1 και K 2). Ανάλογα με τη φύση της επεξεργασίας και την κλίμακα παραγωγής, ο χρόνος συντήρησης του χώρου εργασίας είναι K 1 = 3 ... 8% και ο χρόνος των διαλειμμάτων K 2 = 4.. .9% του χρόνου λειτουργίας.
Σε διάφορους καταλόγους, παίρνουν K 1 + K 2 \u003d 10%. Κατά την επεξεργασία παρτίδων εξαρτημάτων, εισάγεται η έννοια του χρόνου υπολογισμού τεμαχίου T K, η οποία, εκτός από το χρόνο τεμαχίου, περιέχει επίσης προπαρασκευαστικό και τελικό χρόνο ανά ένα μέρος.
 όπου T PZ είναι ο προπαρασκευαστικός και τελικός χρόνος που δαπανάται για την απόκτηση μιας παραγγελίας, την εξοικείωση με την εργασία, την απόκτηση των εργαλείων και εξαρτημάτων που λείπουν και την αναδιαμόρφωση του μηχανήματος. Στον χρόνο υπολογισμού τεμαχίου, αυτός ο χρόνος λαμβάνεται για ένα μέρος, δηλαδή διαιρείται με τον αριθμό των μερών της παρτίδας n.
όπου T PZ είναι ο προπαρασκευαστικός και τελικός χρόνος που δαπανάται για την απόκτηση μιας παραγγελίας, την εξοικείωση με την εργασία, την απόκτηση των εργαλείων και εξαρτημάτων που λείπουν και την αναδιαμόρφωση του μηχανήματος. Στον χρόνο υπολογισμού τεμαχίου, αυτός ο χρόνος λαμβάνεται για ένα μέρος, δηλαδή διαιρείται με τον αριθμό των μερών της παρτίδας n.
Υπό τις συνθήκες μαζικής παραγωγής, ο προπαρασκευαστικός-τελικός χρόνος T PZ λαμβάνεται ίσος με μηδέν (T PZ =0).
Ο χρόνος υπολογισμού τεμαχίου ονομάζεται επίσης τεχνικός κανόνας του χρόνου (ή νόρμα του χρόνου).
Ο ρυθμός παραγωγής (Ν) αντιπροσωπεύει την ποσότητα παραγωγής που παράγεται ανά μονάδα χρόνου (βάρδια, ώρα). Με μια εργάσιμη ημέρα 8 ωρών, ο ρυθμός παραγωγής ανά βάρδια είναι H = 480 / T K.
Κύριος τεχνολογικό χρόνο:
 ,
,
όπου L είναι το υπολογισμένο μήκος της κατεργασμένης επιφάνειας, mm. n-συχνότητα περιστροφής του τεμαχίου εργασίας, σ.α.λ. s-τροφοδοσία, mm/στροφ.
όπου μεγάλο - το μήκος της επεξεργασμένης επιφάνειας ( μεγάλο= 35 mm);
 .
.
 ;
;
 .
.
8 Επιλογή και περιγραφή του χρησιμοποιούμενου εργαλείου
Οι εργαλειομηχανές και ο τεχνολογικός εξοπλισμός περιλαμβάνουν: συσκευές για την εγκατάσταση και στερέωση τεμαχίων και εργαλείων εργασίας, συσκευές που χρησιμοποιούνται στη συναρμολόγηση προϊόντων, έλεγχο εξαρτημάτων, καθώς και συσκευές λαβής και κινούμενων μερών και προϊόντων. Ανάλογα με τον βαθμό εξειδίκευσης, οι συσκευές χωρίζονται σε καθολικές, αναδιαμορφώσιμες και ειδικές. Τα πρώτα περιλαμβάνουν μέγγενες, τσοκ, διαχωριστικές κεφαλές, περιστροφικά τραπέζια κ.λπ. Οι ρυθμιζόμενες συσκευές μπορούν να συναρμολογηθούν από σετ τυπικών εξαρτημάτων και συγκροτημάτων ή να εξοπλιστούν με εναλλάξιμα εξαρτήματα. Στη μαζική παραγωγή χρησιμοποιούνται ειδικές συσκευές.
Η θέση του τεμαχίου εργασίας κατά την επεξεργασία παρέχεται με στερέωση σε 6 σημεία, ανάλογα με τις συνθήκες επεξεργασίας, γεγονός που παρέχει πλήρη ή μερικό προσανατολισμό του τεμαχίου εργασίας στο χώρο σε σχέση με το εργαλείο κοπής. Ο αριθμός και η θέση των στηρίξεων, καθώς και η κατεύθυνση και το μέγεθος των δυνάμεων στερέωσης, πρέπει να διασφαλίζουν την κατάσταση των βάσεων από τα στηρίγματα. Πρόσθετα στηρίγματα γίνονται ρυθμιζόμενα ή αυτορυθμιζόμενα.
Κατά την επιλογή ενός σχεδίου εγκατάστασης, πρέπει να διασφαλίζονται οι ακόλουθες συνθήκες: 1. Το τεμάχιο εργασίας πρέπει να καταλαμβάνει μια σταθερή θέση πριν από την εφαρμογή δυνάμεων σύσφιξης.
2. Αυτή η θέση δεν πρέπει να σπάσει μετά τη στερέωση, καθώς και υπό την επίδραση δυνάμεων που προκύπτουν κατά την επεξεργασία.
Σε συσκευές, χρησιμοποιούνται ως βίδες αυτοφρεναρίσματος, σφήνα, έκκεντροι και άλλοι μηχανισμοί με χειροκίνητη, πνευματική ή υδραυλική κίνηση, λιγότερο συχνά χρησιμοποιούνται πνευματικοί, υδραυλικοί ή πνευμονοϋδραυλικοί μηχανισμοί άμεσης δράσης.
Συσκευές για περιστροφή. Η επεξεργασία σε τόρνους πραγματοποιείται όταν τοποθετούνται εξαρτήματα στα κέντρα στο τσοκ, στη δαγκάνα και στο κρεβάτι. Η πρώτη ομάδα εξαρτημάτων περιλαμβάνει τα ακόλουθα στοιχεία: κέντρα συσκευών οδήγησης, σταθερά στηρίγματα, άξονες κ.λπ. Στη δεύτερη ομάδα - φυσίγγια και πλάκες πρόσοψης. Η τρίτη ομάδα περιλαμβάνει ειδικές συσκευές για την επεξεργασία κωνικών, σφαιρικών και άλλων πολύπλοκων επιφανειών. Τα Lunettes χρησιμοποιούνται κατά την επεξεργασία μεγάλων εξαρτημάτων. Τα αυτοκεντρικά τσοκ τριών σιαγόνων και λιγότερο συχνά τα τσοκ με δύο σιαγόνες χρησιμοποιούνται ευρέως.
Τα αυτοσφιγκτικά τσοκ κατασκευάζονται με δύο ή τρεις εκκεντρικές σιαγόνες λανθασμένης ανάφλεξης, οι οποίες, στην αρχή της επεξεργασίας, υπό τη δράση των δυνάμεων κοπής, συσφίγγουν το τεμάχιο εργασίας που είναι εγκατεστημένο στα κέντρα του μηχανήματος και μεταδίδουν ροπή από τον άξονα του μηχανήματος σε αυτό.
Με την αύξηση της ροπής κοπής, η ροπή από τον άξονα, που μεταδίδεται από τις σιαγόνες του τσοκ στο τεμάχιο εργασίας, αυξάνεται αυτόματα.
Για εύκολη εγκατάσταση του τεμαχίου εργασίας στα κέντρα, χρησιμοποιούνται τσοκ κίνησης με έκκεντρα αυτόματου ανοίγματος. Η ομοιόμορφη σύσφιξη του τεμαχίου εργασίας από όλες τις σιαγόνες εξασφαλίζεται με τη χρήση αιωρούμενων σιαγόνων ή σιαγόνων με ανεξάρτητη κίνηση. Τα αυτοασφαλιζόμενα τσοκ οδήγησης σας επιτρέπουν να ρυθμίσετε τις σιαγόνες για διαφορετικές διαμέτρους τεμαχίων εργασίας σε ένα συγκεκριμένο εύρος. Αυτά τα τσοκ χρησιμοποιούνται για κεντράρισμα σε μηχανές πολλαπλής κοπής ή μηχανές CNC κατά τη μεταφορά μεγάλων ροπών στο τεμάχιο εργασίας από τον άξονα του μηχανήματος.
Συσκευές για μηχανές διάτρησης. Για την ακριβή καθοδήγηση του εργαλείου κατά την επεξεργασία, χρησιμοποιούνται πλάκες jig, στις οποίες τοποθετούνται δακτύλιοι. Στα σταθερά εξαρτήματα, τα οποία χρησιμοποιούνται σε μηχανές ακτινικής διάτρησης και πολλαπλών ατράκτων, το εξάρτημα παραμένει ακίνητο κατά την επεξεργασία. Για τη διάνοιξη οπών που βρίσκονται σε διαφορετικές πλευρές του εξαρτήματος ή γύρω από την περιφέρεια, χρησιμοποιούνται περιστροφικές συσκευές με κατακόρυφο (πικάπ, οριζόντια (προσόψεις) ή λιγότερο συχνά κεκλιμένο άξονα περιστροφής. Πνευματικοί, υδραυλικοί ή ηλεκτρικοί κινητήρες χρησιμοποιούνται για μηχανοποίηση και αυτοματισμό. Όταν εργάζονται σε μηχανές γεώτρησης, χρησιμοποιούν συχνά βραχώδεις λαβές. Η πλάκα γεμιστήρα στερεώνεται σε δύο κολώνες και μετακινείται μέσω ενός μηχανισμού ανύψωσης. Η ρύθμιση και η σύσφιξη του εξαρτήματος, καθώς και το κεντράρισμα πραγματοποιείται κατά τη μετακίνηση της πλάκας. Multi -Οι κεφαλές ατράκτου χρησιμοποιούνται για την επεξεργασία ομάδων οπών.
Στις μηχανές τόρνευσης και κυλινδρικής λείανσης, τα τεμάχια εργασίας, ανάλογα με το σχήμα και το μέγεθος, τοποθετούνται σε κέντρα ή σε τσοκ. Το ένα κέντρο βρίσκεται στον άξονα κεφαλής και το δεύτερο στον άξονα ουράς ενός τόρνου ή μύλου. Το φυσίγγιο τοποθετείται και στερεώνεται στο άκρο του άξονα της κεφαλής του μηχανήματος. Τα κέντρα χωρίζονται στους ακόλουθους τύπους:
1. Διορθώθηκε κανονική και ειδική?
2. Περιστρεφόμενο κανονικό και ειδικό.
3. Πλωτό ειδικό?
4. Κυματοειδές ειδικό?
5. Κόψτε.
Οι συσκευές οδήγησης χρησιμοποιούνται για τη μετάδοση περιστροφικής κίνησης (ροπής) από τον άξονα του μηχανήματος στο τεμάχιο εργασίας που είναι τοποθετημένο στα κέντρα, σε έναν άξονα ή σε ένα τσοκ. Οι συσκευές οδήγησης περιλαμβάνουν σφιγκτήρες και πρόσοψη οδήγησης. Κατά την εγκατάσταση τεμαχίων εργασίας, στα οποία το μήκος του προεξέχοντος τμήματος από το φυσίγγιο είναι 3 ... 15 διαμέτρους ή περισσότερο, χρησιμοποιούνται σταθερά και κινητά σταθερά στηρίγματα ως πρόσθετη στήριξη.
Το τεχνικό πρότυπο χρόνου για την κατασκευή ενός ανταλλακτικού είναι μία από τις κύριες παραμέτρους για τον υπολογισμό του κόστους ενός κατασκευασμένου εξαρτήματος, του αριθμού του εξοπλισμού παραγωγής, των μισθών των εργαζομένων και του προγραμματισμού παραγωγής.
Ο τεχνικός κανόνας χρόνου καθορίζεται με βάση τις τεχνικές δυνατότητες του τεχνολογικού εξοπλισμού, των εργαλείων κοπής, των εργαλειομηχανών και της σωστής οργάνωσης του χώρου εργασίας.
Ο κανόνας του χρόνου είναι ένας από τους κύριους παράγοντες για την αξιολόγηση της τελειότητας της τεχνολογικής διαδικασίας και την επιλογή της πιο προηγμένης επιλογής για την κατασκευή ενός ανταλλακτικού.
Σε μεγάλης κλίμακας και μαζική παραγωγή, ο συνολικός χρόνος (min) για τη μηχανική κατεργασία ενός εξαρτήματος καθορίζεται από τον τύπο
T w \u003d T o + T in + T t.o + T o.p,
όπου T περίπου - τεχνολογικός (βασικός) χρόνος, min; T σε - βοηθητικός χρόνος, min; T t.o - χρόνος συντήρησης του χώρου εργασίας, min. T o.p - χρόνος για σωματικές ανάγκες (ανάπαυση και φυσικές ανάγκες), min.
Τεχνολογικός χρόνος για επεξεργασία σε πολλά περάσματα
T o \u003d L p .x i / (n c t s st),
όπου L p.x είναι το εκτιμώμενο μήκος της διαδρομής εργασίας του κοπτικού εργαλείου, δηλ. η διαδρομή που διανύει το εργαλείο κοπής προς την κατεύθυνση τροφοδοσίας, mm καθορίζεται από τον τύπο (30). i είναι ο αριθμός των διαδρομών εργασίας του κοπτικού εργαλείου. n st - η ταχύτητα του άξονα του μηχανήματος, που υιοθετήθηκε σύμφωνα με το διαβατήριο του μηχανήματος, σ.α.λ. s st - τροφοδοσία σύμφωνα με τα δεδομένα διαβατηρίου του μηχανήματος, mm / rev.
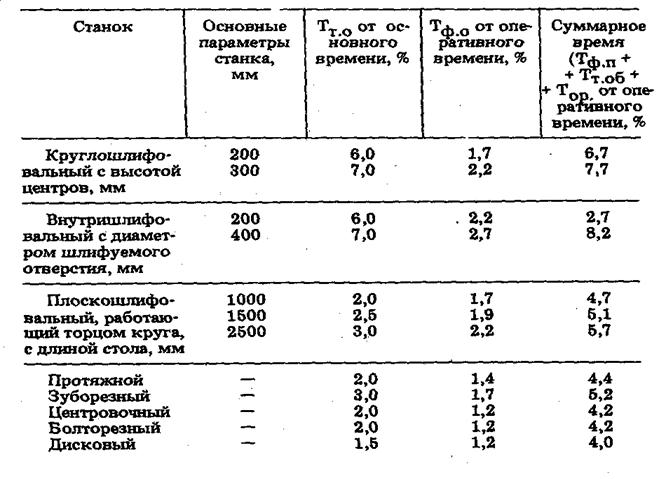
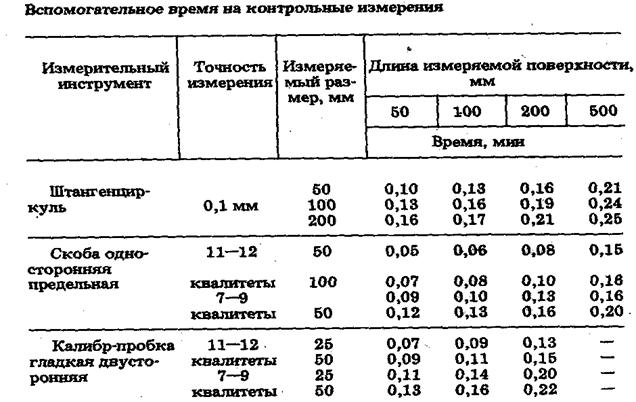
Ο βοηθητικός χρόνος T στην επεξεργασία του τεμαχίου εργασίας εξαρτάται από τον βαθμό μηχανοποίησης, τη μάζα του τεμαχίου εργασίας και άλλα στοιχεία που εκτελούνται σε αυτή τη λειτουργία. Αποτελείται από το χρόνο εγκατάστασης και αφαίρεσης του τμήματος Τ στομίου. ο χρόνος που σχετίζεται με τη μεταβατική λωρίδα T (ρύθμιση του εργαλείου κατά μήκος του άκρου, στάση, σήμανση, προκαταρκτική μέτρηση, λήψη δοκιμαστικών μαρκών κ.λπ.) ο χρόνος που σχετίζεται με τη μετάβαση σε τεχνικές που δεν περιλαμβάνονται στα συμπλέγματα Τ περ.κ. (αλλαγή της ταχύτητας του άξονα του μηχανήματος, αλλαγή τροφοδοσίας, περιστροφή της κεφαλής κοπής κ.λπ.). χρόνος για μετρήσεις ελέγχου T meas, ο οποίος ορίζεται σύμφωνα με τους κανονιστικούς πίνακες και τον πίνακα 47, ανάλογα με την ακρίβεια μέτρησης, τις διαστάσεις των μετρούμενων επιφανειών, λαμβάνοντας υπόψη τον συντελεστή περιοδικότητας. Ο τύπος για τον υπολογισμό του βοηθητικού χρόνου είναι
T in \u003d (T y c t, + ST lane + ST lane.k + ST meas) Προς τηντηλεόραση,
όπου Προς την t in - συντελεστής διόρθωσης για βοηθητικό χρόνο, ανάλογα με το μέγεθος της παρτίδας των επεξεργασμένων προϊόντων (Πίνακας 45).
Ο χρόνος συντήρησης του χώρου εργασίας, που δαπανάται για την εγκατάσταση, αφαίρεση και αντικατάσταση αμβλέων κοπτικών εργαλείων, για πλήρωση τροχών λείανσης, λίπανση και ρύθμιση του μηχανήματος, καθαρισμό τσιπ κατά τη λειτουργία κ.λπ., καθορίζεται ως εξής
T t.o \u003d (T o + T c) (a p.o / 100),
όπου ένα p.o. - χρόνος συντήρησης του χώρου εργασίας ως ποσοστό του χρόνου λειτουργίας, ο οποίος επιλέγεται σύμφωνα με τους τυπικούς πίνακες ανάλογα με το είδος της παραγωγής.
Ο χρόνος για ξεκούραση και οι σωματικές ανάγκες είναι ίσοι
T o.p \u003d (T o + T in,) (και ούτω καθεξής / 100),
όπου ο χρόνος για ανάπαυση και σωματικές ανάγκες (σε%) έως τον χρόνο λειτουργίας, ο οποίος επιλέγεται σύμφωνα με τους κανονιστικούς πίνακες (46).
Στη σειριακή και μονάδα παραγωγής, ο χρόνος υπολογισμού τεμαχίου λαμβάνεται ως ο τεχνικός κανόνας του χρόνου, ο τύπος υπολογισμού που έχει τη μορφή
T sh.k \u003d T w + (T pz / n d),
όπου T p.z - προπαρασκευαστικός και τελικός χρόνος που δαπανάται για την προετοιμασία και τη ρύθμιση της μηχανής για την επεξεργασία μιας δεδομένης παρτίδας εξαρτημάτων, την απόκτηση του απαραίτητου τεχνολογικού εξοπλισμού, τεκμηρίωσης, καθώς και για την παράδοση επεξεργασμένων εξαρτημάτων, τεκμηρίωσης και εξοπλισμού. n d - ο αριθμός των τεμαχίων εργασίας στο πάρτι.
Πίνακας 45
Μέση τιμή διορθωτικών συντελεστών
Παράδειγμα. Προσδιορίστε το ρυθμό του χρόνου τεμαχίου για μια πρόχειρη λειτουργία κοπής γραναζιών. Αρχικά δεδομένα:
Λεπτομέρεια - ελικοειδής κυλινδρικός τροχός. Το υλικό του εξαρτήματος είναι χάλυβας 45 GOST 1050-74, s in = 600 N/m. Βάρος εξαρτήματος 6 κιλά. Εξοπλισμός - μηχανή κοπής γραναζιών 5E32. Συσκευή - μανδρέλι. Ψύξη - λάδι. Μονάδα δοντιού m = 4 mm. Ο αριθμός των δοντιών του γραναζιού z \u003d 40. Το πλάτος του δακτυλίου γραναζιού B σε \u003d 40 mm, b d \u003d 30 °.
1. Τοποθετήστε, στερεώστε, ξεβιδώστε και αφαιρέστε τέσσερα τεμάχια εργασίας.
2. Δόντια μύλου m = 4 mm, z = 40.
Λύση.
ένας). Επιλέγουμε ένα αρθρωτό κόφτη σκουληκιού με εξωτερική διάμετρο D d \u003d 100 mm, με μονάδα m \u003d 4 mm σύμφωνα με το GOST 9224-74. Κόφτης σκουληκιών δύο κλωστών, κατηγορίας ακρίβειας C. Η φορά ανόδου του πηνίου κοπής και του δοντιού του κομμένου τροχού είναι ομώνυμη. Το υλικό του κοπτικού τμήματος του σκουληκόφτη είναι κατασκευασμένο από χάλυβα R18 GOST 19256-73. Διάρκεια ζωής εργαλείου T st = 480 λεπτά.
2). Τα δόντια του γραναζιού κόβονται με μία κίνηση. Βάθος κοπής t p = 9 mm.
Πίνακας 46
Συνέχεια 46
Πίνακας 47
3). Επιλέγουμε την τροφοδοσία για ένα αμφίδρομο κοπτικό σκουληκιών σύμφωνα με τους τυπικούς πίνακες: s tabl = 1,2 - 1,4 mm / rev. Διορθώνουμε τον ρυθμό τροφοδοσίας, λαμβάνοντας υπόψη τον συντελεστή διόρθωσης για τη σκληρότητα του υλικού χάλυβα 45 GOST 1050-88 (K m \u003d 0,9) και τη γωνία κλίσης των δοντιών και των πηνίων (K σε \u003d 0,8):
s υπολογισμός \u003d s πίνακας K m K σε \u003d 1,4 ∙ 0,9 ∙ 0,8 \u003d 1,008 mm / στροφές
Δεχόμαστε σύμφωνα με το διαβατήριο του μηχανήματος: s st \u003d 1 mm / rev.
τέσσερα). Επιλέγουμε την ταχύτητα κοπής σύμφωνα με τα πρότυπα του πίνακα:
V τραπέζι = 0,7 m/s (42 m/min).
Διορθώνουμε την ταχύτητα κοπής, λαμβάνοντας υπόψη τους συντελεστές διόρθωσης για τον χάλυβα 45, HB 170 ... 207: K mv \u003d 0,8 και K b \u003d 0,9.
Καθορίζουμε την υπολογισμένη ταχύτητα κοπής με τον τύπο:
V calc \u003d s πίνακας K m v K ŋ \u003d 0,7 0,8 0,9 \u003d 0,5 m / s (30 m / min)
5). Προσδιορίστε την ταχύτητα του κοπτικού σκουληκιών:
n fr.calc =  95,51 σ.α.λ
95,51 σ.α.λ
Ρυθμίστε τη συχνότητα περιστροφής του κόφτη σύμφωνα με το διαβατήριο του μηχανήματος:
n st \u003d 100 rpm.
6). Η πραγματική ταχύτητα κοπής καθορίζεται από τον τύπο:
V d \u003d p × D n × n st / (1000 × 60) \u003d 3,14 × 100 × 100 / (1000 × 60) \u003d 0,62 m / s.
7). Το μήκος της διαδρομής εργασίας του εργαλείου στη διαδικασία επεξεργασίας καθορίζεται από τον τύπο:
L r.x \u003d (L pa mid + l 1 + l 2 + l 3) ∙ z 3 \u003d (160 + 2 + 37,2 + 2) ∙ 40 \u003d 8048 mm.
L calc = 40 mm (αποδοχή σύμφωνα με το σχέδιο του εξαρτήματος). l 1 = 2 mm; l 3 \u003d 2 mm.
Η τιμή της τροφοδοσίας l 2 καθορίζεται από τον τύπο:
L 2 \u003d (1,1¸1,3) ∙ ![]()
![]() 37,2 χλστ
37,2 χλστ
όπου h είναι το βάθος της οδοντικής κοιλότητας mm, h= t. (h = 2,25 m = 2,25 × 4 = 9 mm.)
Σε σχέση με την ταυτόχρονη επεξεργασία τεσσάρων γραναζιών, είναι απαραίτητο να αυξηθεί το L calc κατά 4 φορές (L calc = 40 × 4 = 160 mm).
οκτώ). Ο κύριος (τεχνολογικός) χρόνος για την επεξεργασία των δοντιών των τεσσάρων γραναζιών καθορίζεται από τον τύπο:
Τ ο = 
Για ένα κομμένο εργαλείο, ο κύριος χρόνος θα είναι:
T o \u003d 40,24 / 4 \u003d 10,06 λεπτά.
9). Ο βοηθητικός χρόνος για τη λειτουργία T in καθορίζεται από τους τυπικούς πίνακες. Ο βοηθητικός χρόνος για την τοποθέτηση του εξαρτήματος σε μανδρέλι με μάζα έως 5 kg είναι: T set = 0,7 min. Ο πρόσθετος βοηθητικός χρόνος για κάθε επόμενη εγκατάσταση του τμήματος T ext στον άξονα θα είναι: T ext = 0,26 min.
T σε \u003d 0,7 + 0,26 \u003d 0,96 λεπτά.
Ο χρόνος για τις μετρήσεις ελέγχου δεν περιλαμβάνεται στην επικουρική χρονική νόρμα, καθώς επικαλύπτεται με τον κύριο χρόνο.
δέκα). Ο χρόνος για τη συντήρηση του χώρου εργασίας για κοπή εργαλείων καθορίζεται ως ποσοστό του κύριου χρόνου, όπου a t o \u003d 3%:
Τ έτσι = T o a t.o. /100 = 10,06×3/100 = 0,3 λεπτά.
έντεκα). Ο χρόνος ανάπαυσης και οι φυσικές ανάγκες του εργαζομένου καθορίζεται (σε%) από τον χρόνο λειτουργίας, όπου εκ = 4%:
Τ χωρίς =  = 0,44 λεπτά.
= 0,44 λεπτά.
12. Ο χρόνος τεμαχίου για την κατασκευή ενός εξαρτήματος θα είναι:
T τμχ \u003d T o + T σε + T t.o + T χωρίς \u003d 10,06 + 0,96 + 0,3 + 0,44 \u003d 11,76 λεπτά.
Ο χρόνος παράδοσης για μαζική παραγωγή δεν έχει καθοριστεί.
12.Τεχνική και οικονομική σύγκριση επιλογών
αντίγραφο
1 Υπουργείο Παιδείας και Επιστήμης της Ρωσικής Ομοσπονδίας Κρατικό Τεχνικό Πανεπιστήμιο Saratov ΤΕΧΝΙΚΟΣ ΚΑΝΟΝΙΣΜΟΣ ΛΕΙΤΟΥΡΓΙΩΝ ΜΗΧΑΝΟΥΡΓΙΑΣ Κατευθυντήριες γραμμές για εργαστηριακές εργασίεςστον κλάδο "Βασικές αρχές της Τεχνολογίας Μηχανολόγων Μηχανικών" για φοιτητές της ειδικότητας Τεχνολογία Μηχανολόγων Μηχανικών πλήρους απασχόλησης, βραδινή και εξ αποστάσεως εκπαίδευση Εγκρίθηκε από το συντακτικό και εκδοτικό συμβούλιο του Κρατικού Τεχνικού Πανεπιστημίου του Σαράτοφ 2012
2 Σκοπός της εργασίας είναι να καθοριστεί ο κανόνας χρόνου για την κατεργασία εξαρτημάτων σε έναν καθολικό τόρνο για συνθήκες μαζικής παραγωγής. 2 ΒΑΣΙΚΕΣ ΕΝΝΟΙΕΣ Ο τεχνικός κανόνας χρόνου θα πρέπει να νοείται ως ο καθιερωμένος κανόνας χρόνου για την εκτέλεση μιας συγκεκριμένης εργασίας / σε λεπτά / για συγκεκριμένες οργανωτικές και τεχνικές συνθήκες. Ο κανόνας του χρόνου στις συνθήκες μονάδας και μαζικής παραγωγής καθορίζεται από τον χρόνο τεμαχίου: T T T T T. όπου T τμχ T m T vsp T obs T otd, (3) T m κύριος χρόνος, min; T βοηθητικός χρόνος, min; T obs χρόνος συντήρησης στο χώρο εργασίας, min; Τ ο χρόνος ανάπαυσης και διαλείμματα στην εργασία, min; T pz προπαρασκευαστική και τελική ώρα, min; n είναι ο αριθμός των μερών στην παρτίδα. Ο κύριος χρόνος (μηχανής) είναι ο χρόνος κατά τον οποίο αφαιρούνται τα τσιπ και αλλάζει το σχήμα, το μέγεθος και η ποιότητα της επιφάνειας του τεμαχίου εργασίας ή του ημικατεργασμένου προϊόντος. Αυτή η διαδικασία, κατά κανόνα, πραγματοποιείται μόνο από το μηχάνημα χωρίς την άμεση συμμετοχή του εργάτη. Για έναν τόρνο, ο (κύριος) χρόνος της μηχανής προσδιορίζεται από τον τύπο: l1 l2 l l1 l2 l T m i i, (4) n S S min όπου l είναι το μήκος της επιφάνειας του τεμαχίου εργασίας, mm. l 1 μήκος κοπής, mm; l Μήκος υπέρβασης 2 κόφτη, mm. n ταχύτητα άξονα, σ.α.λ. Τροφοδοσία S ανά περιστροφή, mm/min; S min λεπτό τροφοδοσίας, mm/min; I αριθμός περασμάτων (συνήθως i = 1-5) / Για άλλους τύπους επεξεργασίας, οι τύποι υπολογισμού δίνονται στη βιβλιογραφία αναφοράς. τμήμα τεχνολογίας org
3 Ο βοηθητικός χρόνος αφιερώνεται σε ενέργειες που διασφαλίζουν την απόδοση της κύριας εργασίας και περιλαμβάνει: χρόνο για εγκατάσταση, στερέωση και αφαίρεση εξαρτήματος, για έλεγχο του μηχανήματος: εκκίνηση και διακοπή, αλλαγή της ταχύτητας του άξονα και της τροφοδοσίας κ.λπ., χρόνος για γρήγορη προσέγγιση και ανάσυρση του εργαλείου κοπής στην αρχική του θέση, ο χρόνος για τις μετρήσεις ελέγχου των παραμέτρων ακρίβειας και τραχύτητας της κατεργασμένης επιφάνειας. Σε συνθήκες μαζικής και μεγάλης κλίμακας παραγωγής, ο βοηθητικός χρόνος προσδιορίζεται με μεθόδους. Για παράδειγμα, ενεργοποιήστε την περιστροφή του άξονα, τοποθετήστε το εξάρτημα, στερεώστε το εξάρτημα κ.λπ. Στις συνθήκες μαζικής παραγωγής, ο βοηθητικός χρόνος καθορίζεται από 3 τυπικά συγκροτήματα: χρόνος εγκατάστασης και αφαίρεσης του εξαρτήματος. ο χρόνος που σχετίζεται με τη μετάβαση (φέρτε το εργαλείο, ενεργοποιήστε την τροφοδοσία, απενεργοποιήστε το μηχάνημα κ.λπ.) χρόνος για μετρήσεις ελέγχου. Ο βοηθητικός χρόνος προσδιορίζεται χρησιμοποιώντας πρότυπα ή με βάση το χρονοδιάγραμμα. Ο χρόνος συντήρησης του χώρου εργασίας δαπανάται από τον ανάδοχο για τη συντήρηση του τεχνολογικού εξοπλισμού σε κατάσταση λειτουργίας και τη φροντίδα του και του χώρου εργασίας. Σε συνθήκες μαζικής παραγωγής, μηχανών και αυτοματοποιημένων λειτουργιών, ο χρόνος συντήρησης του χώρου εργασίας διαιρείται σε χρόνο τεχνικής συντήρησης και χρόνο οργανωτικής συντήρησης. Ο χρόνος συντήρησης είναι ο χρόνος που δαπανάται για τη φροντίδα του χώρου εργασίας (εξοπλισμού) κατά τη διάρκεια αυτής της συγκεκριμένης εργασίας: αλλαγή αμβλέων εργαλείων, ρύθμιση εργαλείων και ρύθμιση εξοπλισμού κατά τη λειτουργία, σκούπισμα τσιπ κ.λπ. Ο χρόνος συντήρησης προσδιορίζεται σε % του κύριου χρόνου: T εκείνα τα % T mach. (5) Χρόνος οργανωτικής συντήρησης Χρόνος διαπραγμάτευσης για τη συντήρηση του χώρου εργασίας κατά τη διάρκεια μιας βάρδιας εργασίας: χρόνος τοποθέτησης και καθαρισμού εργαλείων στην αρχή και στο τέλος μιας βάρδιας, χρόνος για επιθεώρηση και δοκιμή εξοπλισμού, χρόνος για λίπανση και καθαρισμό του κ.λπ. Ο χρόνος υπηρεσίας του οργανισμού καθορίζεται σε % του χρόνου λειτουργίας: T %. (6) org T op Οι αριθμητικές τιμές του ποσοστού δίνονται στη βιβλιογραφία αναφοράς ή καθορίζονται με βάση μια φωτογραφία της εργάσιμης ημέρας. Ο χρόνος ανάπαυσης και διαλειμμάτων στην εργασία εισάγεται στον κανόνα του χρόνου όταν εκτελείτε σωματικά δύσκολη (βάρος άνω των 10 kg) ή μονότονη και κουραστική εργασία. Επιπλέον, αυτή η δομή του χρόνου περιλαμβάνει χρόνο για τις φυσικές ανάγκες ενός ατόμου. Αυτός ο χρόνος καθορίζεται στο 3
if ($this->show_pages_images && $page_num doc["images_node_id"]) ( συνέχεια; ) // $snip = Library::get_smart_snippet($text, DocShare_Docs::CHARS_LIMIT_PAGE_IMAGE_TITLE); $snips = Library::get_text_chunks($text, 4); ?>4 τοις εκατό του χρόνου λειτουργίας σύμφωνα με τον κατάλογο ή με βάση μια φωτογραφία της εργάσιμης ημέρας. T otd % T op. (7) Προπαρασκευαστικός-τελικός χρόνος είναι το χρονικό διάστημα που δαπανάται για την προετοιμασία του ερμηνευτή και των μέσων τεχνολογικού εξοπλισμού για την εκτέλεση της τεχνολογικής λειτουργίας και για την τακτοποίηση του τελευταίου μετά το τέλος της βάρδιας. Αυτός ο χρόνος καθορίζεται σύμφωνα με τα πρότυπα που καταρτίζονται με βάση μια φωτογραφία της εργάσιμης ημέρας και ορίζεται για μια παρτίδα εξαρτημάτων. Περιλαμβάνει: απόκτηση υλικών, εργαλείων, εξαρτημάτων, τεχνολογικής τεκμηρίωσης και παραγγελιών εργασίας. εξοικείωση με το σχέδιο, την τεχνολογική τεκμηρίωση. εγκατάσταση εργαλείων, εξαρτημάτων, ρύθμιση εξοπλισμού για τον κατάλληλο τρόπο λειτουργίας. αφαίρεση εξαρτημάτων και εργαλείων μετά την ολοκλήρωση της εργασίας. παράδοση τελικών προϊόντων, υπολείμματα υλικών, εξαρτήματα, εργαλεία, τεχνολογική τεκμηρίωση και παραγγελίες. Ο κανόνας του χρόνου λειτουργίας T op είναι ο κανόνας χρόνου για την εκτέλεση μιας τεχνολογικής πράξης, που αποτελείται από το άθροισμα των κανόνων του κύριου και του μη επικαλυπτόμενου βοηθητικού χρόνου, δηλ. T T T. (8) 4 op mash ΧΡΟΝΟΣ ΕΡΓΑΣΙΑΣ Ο χρονισμός είναι μια μέθοδος μελέτης του κόστους του χρόνου εργασίας για την εκτέλεση επαναλαμβανόμενων χειρωνακτικών και μηχανοκίνητων στοιχείων εργασιακών εργασιών με τη μέτρηση της διάρκειάς τους και την επακόλουθη ανάλυση των συνθηκών για την υλοποίησή τους . Ο σκοπός του χρονισμού στη μηχανική κατεργασία είναι να καθοριστεί η κανονική διάρκεια των προτύπων για βοηθητικό χρόνο, χρόνο συντήρησης, προπαρασκευαστικό και τελικό χρόνο, χρόνο ανάπαυσης και διαλείμματα εργασίας. Ο χρονισμός αποτελείται από τα ακόλουθα στάδια: 1. Προετοιμασία για χρονομέτρηση. 2. Κάνοντας παρατηρήσεις. 3. Επεξεργασία και ανάλυση υλικών παρατήρησης. 4. Επιλογή των πιο ορθολογικών στοιχείων και υπολογισμός της κανονικής διάρκειας των εργατικών στοιχείων. Η προετοιμασία για τον χρονισμό περιλαμβάνει: τη διάσπαση της λειτουργίας ή του δομικού στοιχείου υπό μελέτη σε τεχνικές ή σετ τεχνικών (ενεργοποίηση του μηχανήματος, εγκατάσταση και αφαίρεση εξαρτήματος κ.λπ.). vsp
5 ορίστε την αρχή και το τέλος κάθε κόλπου ή σετ κόλπας μέσω σημείων στερέωσης. ανάλογα με το είδος της παραγωγής και τη συνολική διάρκεια της επέμβασης, ορίζεται σύμφωνα με την επίθ. 1 τον απαιτούμενο αριθμό μετρήσεων κατά την εκτέλεση χρονομετρικής παρατήρησης /την τιμή της χρονοσειράς/. Παρατηρήσεις Ο χρονισμός πραγματοποιείται συνήθως στις μεσαίες ώρες της βάρδιας, όταν ο εργαζόμενος έχει μπει στο ρυθμό της εργασίας, αφού έχει επεξεργαστεί περίπου το ένα τρίτο των λεπτομερειών της παραγωγής της ημέρας. Η μέτρηση μπορεί να πραγματοποιηθεί με δύο τρόπους: με ξεχωριστές (επιλεκτικές) πολλαπλές αντικαταστάσεις μεμονωμένων στοιχείων ή δομικών στοιχείων. συνολικές μετρήσεις όλων των μελετημένων στοιχείων της ροής εργασίας. Η μέτρηση γίνεται με χρονόμετρο. Το χρονόμετρο ξεκινά και σταματά σε σταθερά σημεία. Επεξεργασία και ανάλυση υλικών παρατήρησης. Κάθε χρονοσειρά αναλύεται προκειμένου να εντοπιστούν ελαττωματικές μετρήσεις που διαφέρουν σε υπερεκτιμημένες ή υποεκτιμημένες τιμές. Αφού εξαλειφθούν οι ελαττωματικές μετρήσεις, οι υπόλοιπες χρονοσειρές ελέγχονται για τον πραγματικό συντελεστή σταθερότητας της χρονοσειράς. Σε f T max /T min, (9) όπου T max είναι η μέγιστη τιμή της διάρκειας του στοιχείου. Το T min είναι η ελάχιστη τιμή διάρκειας. Η λαμβανόμενη τιμή του K f συγκρίνεται με την κανονική του τιμή (Παράρτημα 2). Εάν η υπολογισμένη τιμή του Kf υπερβαίνει την τυπική τιμή, οι μετρήσεις πρέπει να επαναληφθούν. ΦΩΤΟΓΡΑΦΙΑ ΤΗΣ ΗΜΕΡΑΣ ΕΡΓΑΣΙΑΣ Η φωτογράφηση του χρόνου εργασίας είναι μία από τις μεθόδους μελέτης της εργασιακής διαδικασίας με συνεχή παρατήρηση και μέτρηση όλων των δαπανών της καθ' όλη τη διάρκεια της βάρδιας εργασίας. Παράγεται για τον εντοπισμό αποθεμάτων για την αύξηση της παραγωγικότητας. Η φωτογραφία μπορεί να είναι: ατομική; ομάδα; αυτοφωτογραφία. Μια μεμονωμένη φωτογραφία του χρόνου εργασίας χρησιμοποιείται για την παρατήρηση ενός μεμονωμένου καλλιτέχνη. Στη λίστα παρατήρησης από τη στιγμή που ξεκίνησε η παρατήρηση, καταγράφεται το περιεχόμενο των δαπανών, ο χρόνος λήξης τους 5
6 και τον αριθμό των προϊόντων / λειτουργιών / που παράγονται για ορισμένες χρονικές περιόδους λειτουργίας, οι οποίες διακόπτονται για οποιοδήποτε λόγο. Όλα τα κόστη πρέπει να διαφοροποιούνται σύμφωνα με την αποδεκτή ταξινόμηση του κόστους του χρόνου εργασίας. Η επεξεργασία των αποτελεσμάτων της παρατήρησης περιλαμβάνει τον προσδιορισμό της διάρκειας για κάθε δαπάνη του χρόνου εργασίας, την τιμαριθμική αναπροσαρμογή του κόστους (καταχώρισή τους στην κατάλληλη κατηγορία), την κατάρτιση του πραγματικού και προβλεπόμενου υπολοίπου και τον προσδιορισμό των χαρακτηριστικών χρήσης του χρόνου εργασίας. Τα δεδομένα των παρατηρήσεων και επεξεργασίας φωτογραφιών της εργάσιμης ημέρας δίνονται σε ειδικά έντυπα που είναι τυπικά για όλες τις επιχειρήσεις. Η επεξεργασία μιας μεμονωμένης φωτογραφίας του χρόνου εργασίας ολοκληρώνεται με την ανάπτυξη οργανωτικών και τεχνικών μέτρων για την εξάλειψη της απώλειας χρόνου εργασίας. Ομαδική φωτογραφία όταν η παρακολούθηση πραγματοποιείται ταυτόχρονα για μια ομάδα εργαζομένων. Αυτοφωτογραφία όταν ένας εργαζόμενος, χωρίς να αποσπάται η προσοχή από την κύρια εργασία, σηματοδοτεί την αρχή, το τέλος και την αιτία του χρόνου διακοπής λειτουργίας σε μια ειδική κάρτα αυτοφωτογράφησης. Με μια ορισμένη προκαταρκτική προετοιμασία, αυτή η μέθοδος καθιστά δυνατή την κάλυψη σχεδόν όλων των χώρων εργασίας με παρατήρηση και σε σύντομο χρονικό διάστημα τη λήψη πληροφοριών σχετικά με τις κύριες απώλειες χρόνου εργασίας σε κάθε χώρο εργασίας. 6 ΔΙΑΔΙΚΑΣΙΑ ΕΚΤΕΛΕΣΗΣ ΕΡΓΑΣΙΑΣ 1. Επεξεργαστείτε το εξάρτημα σε τόρνο σύμφωνα με ένα δεδομένο σκίτσο σύμφωνα με μια δεδομένη επιλογή σύμφωνα με τον πίνακα, που αποτελείται από 2 ή 3 μεταβάσεις (πίνακας): κόψτε το άκρο στο μέγεθος L 1. στροφή D στο μήκος L. τρυπάνι d σε μήκος l. Επιλογές για την κατεργασία ενός εξαρτήματος p/n D D 1 L L 1 d l Μέγεθος παρτίδας Ανάλογα με τον τύπο του υλικού εργαλείου του κόφτη και το υλικό του τεμαχίου εργασίας, επιλέξτε τις συνθήκες κοπής σύμφωνα με τη βιβλιογραφία αναφοράς.
7 3. Υπολογίστε το μήκος κίνησης των κοπτικών εργαλείων (λαμβάνοντας υπόψη την βύθιση και την υπέρβαση) για κάθε τεχνολογική μετάβαση. 4. Προσδιορίστε τον κύριο (μηχανή) χρόνο για την επεξεργασία του εξαρτήματος. 5. Εκτελέστε χρονομέτρηση του βοηθητικού χρόνου για τη λειτουργία, για την οποία: διαιρέστε τον βοηθητικό χρόνο σε δεξιώσεις. συνδυάζουν τεχνικές σε τυπικά συμπλέγματα, καθορίζοντας την αρχή και το τέλος κάθε συμπλέγματος. σύμφωνα με την αρχική και την τελική λήψη σε ένα τυπικό συγκρότημα, καθορίστε τα αρχικά (NFZH) και τα τελικά (CFT) σημεία στερέωσης, αλλά έτσι ώστε να μην χάνεται ούτε μία κίνηση του εργάτη, δηλ. το τελικό σημείο στερέωσης ενός συμπλέγματος ήταν το σημείο εκκίνησης του επόμενου, για παράδειγμα, CFT 2 = NFT 1. προσδιορισμός με επίθ. 2 απαιτούμενος αριθμός παρατηρήσεων. κάνει παρατηρήσεις· συμπληρώστε το φύλλο παρατήρησης (Παράρτημα 4). για την επεξεργασία των ληφθέντων δεδομένων· να προσδιορίσετε τον συντελεστή σταθερότητας της χρονοσειράς σύμφωνα με τον τύπο (9) και να τον συγκρίνετε με τον κανονικό σύμφωνα με την επίθ. 2; επαναλάβετε τις μετρήσεις εάν είναι απαραίτητο. 6. Σύμφωνα με το βιβλίο αναφοράς του τυποποιητή για συνθήκες σειριακής παραγωγής, προσδιορίστε τα δομικά στοιχεία του χρονικού κανόνα: T obl, T otd, T pz. 7. Υπολογίστε τη νόρμα του χρόνου Τ τμχ για ολόκληρη τη λειτουργία. 8. Φωτογραφίστε τον χρόνο εργασίας της επεξεργασίας ενός εξαρτήματος. 9. Συγκρίνετε τα υπολογισμένα δεδομένα T τμχ με τον χρόνο που καθορίζεται από τη φωτογραφία της ροής εργασίας. 10. Ετοιμάστε μια έκθεση για την εργασία. ΕΚΘΕΣΗ ΕΡΓΑΣΙΑΣ 1. Σύντομο θεωρητικό μέρος. 2. Σκίτσο της επεξεργασίας εξαρτημάτων με πίνακα συνθηκών κοπής για κάθε τεχνολογική μετάβαση (Παράρτημα 3). 3. Μια λίστα βοηθητικών τεχνικών χρόνου και ο συνδυασμός τους σε τυπικά συμπλέγματα με σημεία στερέωσης NFT και CFT. 4. Υπολογισμοί των κανόνων χρόνου και συμπληρωμένο φύλλο παρατήρησης. ΕΡΩΤΗΣΕΙΣ ΑΥΤΟΕΛΕΓΧΟΥ 1. Δομή τεχνικός κανόναςχρόνος. Διορισμός δομικών στοιχείων. 2. Μέθοδοι προσδιορισμού δομικών στοιχείων. 3. Μεθοδολογία χρονισμού. 7
8 4. Φωτογράφηση του χρόνου εργασίας, ο σκοπός και οι στόχοι του. Μέθοδοι φωτογραφίας. 5. Χαρακτηριστικά τεχνικού κανονισμού λειτουργιών σε διάφορους τύπους παραγωγής. ΚΑΤΑΛΟΓΟΣ ΧΡΗΣΙΜΟΠΟΙΗΜΕΝΩΝ ΠΗΓΩΝ 1. Επεξεργασία μετάλλων με κοπή: οδηγός τεχνολόγου / εκδ. Α.Α. Panov. Μ.: Mashinostroenie, σελ. 2. Εγχειρίδιο του βαθμολογητή / επιμ. A.V. Ο Αχούλοφ. L.: Mashinostroenie, σελ. 3. Τεχνολόγος-μηχανουργός αναφοράς / Εκδ. Ο Α.Γ. Kosilova και R.K. Meshcheryakova. Μ.: Mashinostroenie, σελ. 4. Εγχειρίδιο εργάτη μετάλλου. Τ.4. / Εκδ. Μ.Π. Novikov και P.N. Ορλόφ. Μ.: Mashinostroenie, σελ. 5. Γενικά πρότυπα χρόνου μηχανικής. Μαζική παραγωγή. Μ.: Mashinostroenie, σελ. οκτώ
9 Παράρτημα 1 Αριθμός παρατηρήσεων κατά τη διάρκεια του χρονισμού Αριθμός μετρήσεων με διάρκεια Διάρκεια Είδος λειτουργίας σε ελάχ. λειτουργίες έως 0, Μάζα 0,1-0, /ροή/ πάνω από 0, Μεγάλης κλίμακας έως 0,1 0,1-0,3 πάνω από 0,3 σταθερότητα χρονοσειρών ελάχ. μηχανική εργασία χειρωνακτική εργασία Μαζική / σε σειρά / μεγάλης κλίμακας έως 0,1 0,1-0,3 πάνω από 0,3 έως 0,1 0,1-0,3 1,5 1,3 1,2 1,8 1,5 2,0 1,7 1,5 πάνω από 0,3 1,3 Σειριακή - 1,30ll. 1. Η μηχανική εργασία περιλαμβάνει εργασίες που εκτελούνται σε εργαλειομηχανές, πρέσες, σφυριά κ.λπ. 2. Για στοιχεία του κύριου χρόνου, που εκτελούνται σε μηχανές κοπής μετάλλων με αυτόματη τροφοδοσία, ο συντελεστής σταθερότητας δεν πρέπει να είναι μεγαλύτερος από 1,1 για όλους τους τύπους παραγωγής. μεταβάσεις Συνθήκες κοπής και χρονικά όρια για τη λειτουργία στροφής Όνομα μετάβασης D, mm L, mm t, mm S, mm/rev V, m/min 2,5 2,0 1,7 Παράρτημα 3 n, rpm T m, min Σημείωση: D είναι η διάμετρος επεξεργασίας ; L μήκος επεξεργασίας; t Βάθος κοπής. Τροφοδοσία S ανά περιστροφή. n ταχύτητα άξονα. Ταχύτητα κοπής V. T m χρόνος μηχανής. 9
10 Παράρτημα 4 Φύλλο παρατήρησης Ονομασία συγκροτημάτων υποδοχής Σημεία στερέωσης παρατηρήσεων 1 2. n Χρόνος παρατήρησης Συνολική διάρκεια Μέση διάρκεια Συντελεστής σταθερότητας προτύπων. γεγονός. Ο κανόνας χρόνου για το βοηθητικό συγκρότημα 10
11 ΤΕΧΝΙΚΟΣ ΚΑΝΟΝΙΣΜΟΣ ΛΕΙΤΟΥΡΓΙΩΝ ΜΗΧΑΝΟΠΟΙΗΣΗΣ Οδηγίες για εργαστηριακές εργασίες Συντάχθηκε από: NASAD Tatyana Gennadievna KOZLOV Gennady Alexandrovich Κριτής: I.A. Maslyakova Συντάκτης K.A. Kulagina Διάταξη υπολογιστή Yu.L. Zhupilova Υπογραφή για εκτύπωση Μορφή /16 Χαρτί. αντισταθμίζεται. Μετατρ. φούρνος μεγάλο. 0,69 (0,75) μεγάλο. 0,6 Κυκλοφορία 100 αντίτυπα. Παραγγελία 193 Δωρεάν Κρατικό Τεχνικό Πανεπιστήμιο Saratov, Saratov, Politekhnicheskaya st., 77 Τυπώθηκε από τον Εκδοτικό Οίκο SSTU, Saratov, st. Πολυτεχνείο, 77 Τηλ.
12 12
ΚΑΝΟΝΙΣΜΟΣ ΕΡΓΑΣΙΑΣ. ΧΡΟΝΟΛΟΓΙΟ Έλενα Αλεξέεβα, Αναπληρώτρια Καθηγήτρια, Κρατικό Τεχνικό Πανεπιστήμιο της Μόσχας. Ν.Ε. Bauman Nadezhda Ivanova, Υποψήφιος Οικονομικών Επιστημών, Αναπληρωτής Καθηγητής του Κρατικού Τεχνικού Πανεπιστημίου της Μόσχας. Ν.Ε. Bauman Καθορισμός του χρόνου που αφιερώθηκε για την εργασία που εκτελείται με δελτίο εργασίας
ΘΕΜΑ: ΜΕΘΟΔΟΙ ΜΕΛΕΤΗΣ ΤΟΥ ΚΟΣΤΟΥΣ ΤΟΥ ΧΡΟΝΟΥ ΕΡΓΑΣΙΑΣ Μέθοδοι μελέτης του κόστους του χρόνου εργασίας Ερευνητικές εργασίες εργασιακές διαδικασίες: προσδιορισμός του πραγματικού χρόνου που δαπανάται για την εκτέλεση στοιχειωδών λειτουργιών (εργασία
UDC 2151 Μέθοδοι για τη μελέτη του κόστους του χρόνου εργασίας D. I. Dolgov (PhD, Αναπληρωτής Καθηγητής του Τμήματος Διοίκησης και Οικονομίας της Εκπαίδευσης, MordGPI με το όνομα M. E. Evseviev, Saransk), 89053783787, E-mail: [email προστατευμένο]
ΥΠΟΥΡΓΟΙ ΕΚΠΑΙΔΕΥΣΗΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ ΟΜΟΣΠΟΝΔΙΑΚΗ ΟΡΓΑΝΙΣΜΟΣ ΓΙΑ ΤΗΝ ΕΚΠΑΙΔΕΥΣΗ Κρατικό Εκπαιδευτικό Ίδρυμα Ανώτατης Επαγγελματικής Εκπαίδευσης «Πολιτεία του Όρενμπουργκ
Ομοσπονδιακή Υπηρεσία Σιδηροδρομικών Μεταφορών Ural Κρατικό Πανεπιστήμιομέσων επικοινωνίας Τμήμα «Οικονομίας Μεταφορών» Τ. Σ. Μικρότερη Οργάνωση και προγραμματισμός παραγωγής Μεθοδολογική
106 ΠΡΟΣΩΠΙΚΟ A. N. Dubonosova, Αναπληρωτής Επικεφαλής του PEO ΕΡΓΑΣΙΑΚΟΣ ΚΑΝΟΝΙΣΜΟΣ: ΚΑΝΟΝΙΣΜΟΣ ΤΟΥ ΧΡΟΝΟΥ ΕΡΓΑΣΙΑΣ ΤΩΝ ΕΡΓΑΤΩΝ ΚΥΡΙΩΝ ΠΑΡΑΓΩΓΩΝ Κύρια θέματα Η κατανομή της εργασίας, τα κύρια καθήκοντά της Η δομή του εργαζομένου
Δευτεροβάθμιας ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΕΚΠΑΙΔΕΥΣΗΣ Kovalchuk L.P. ΜΕΘΟΔΟΛΟΓΙΚΗ ΒΟΗΘΕΙΑ ΕΚΤΕΛΕΣΗΣ ΠΡΑΚΤΙΚΩΝ ΕΡΓΑΣΙΩΝ ΓΙΑ ΤΗΝ ΠΕΙΘΑΡΧΙΑ «ΤΕΧΝΙΚΟΣ ΚΑΝΟΝΙΣΜΟΣ» ΓΙΑ ΜΑΘΗΤΕΣ ΤΗΣ ΕΙΔΙΚΟΤΗΤΑΣ 151001 Κριτές: Διευθυντής
Κατά προσέγγιση υπολογισμός της στελέχωσης της δομικής μονάδας λογιστικής I. Γενικό μέρος 1. Τα πρότυπα αναπτύσσονται με βάση: Κατευθυντήριες γραμμέςσχετικά με την ανάπτυξη συστημάτων δελτίων εργασίας στο κράτος
M I N I S T E R S T O E D U R A O V A N I A I A N A U K I R O S I O Y F E D E R A T I O N ΟΜΟΣΠΟΝΔΙΑΚΟ ΚΡΑΤΙΚΟ ΑΥΤΟΝΟΜΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΑΝΩΤΕΡΗΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΕΚΠΑΙΔΕΥΣΗΣ «Εθν.
UDC 658,58; 658.523 Ν.Σ. Maslyakov, PhD, Επιβλέπων: M. S. Ostrovsky, Διδάκτωρ Τεχνικών Επιστημών, Καθηγητής, Κρατικό Μεταλλευτικό Πανεπιστήμιο της Μόσχας E-mail: [email προστατευμένο]Πλεονεκτήματα των μηχανών γενικής χρήσης,
Το έγγραφο παρέχεται από την ConsultantPlus "Rationing and remuneration in industrial", 2011, N 5 BEST EXPERIENCE OF LABOR REGULATION AT ENGINEERING ENTERPRISES Σύγχρονη θεωρία και προχωρημένη
Περιεχόμενα ΕΙΣΑΓΩΓΗ ... 4 1 ΟΡΓΑΝΩΣΗ ΤΗΣ ΕΡΓΑΣΙΑΣ ΣΤΟ ΧΩΡΟ ΕΡΓΑΣΙΑΣ ... 5 1.1 Γενικά χαρακτηριστικά του χώρου εργασίας και των συνθηκών εργασίας ... 5 1.2 Σύντομη περιγραφή της μονάδας παραγωγής και χαρακτηριστικά του τεχνολογικού
Το σύστημα SPRUT-TP έχει σχεδιαστεί για υποστήριξη πληροφοριών της διαδικασίας τεχνικού σχεδιασμού και αυτοματοποίησης της ανάπτυξης τεχνολογικών διαδικασιών, συμπεριλαμβανομένου του σχηματισμού τεχνικής τεκμηρίωσης: από
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ Ομοσπονδιακό Κρατικό Προϋπολογιστικό Εκπαιδευτικό Ίδρυμα Ανώτατης Επαγγελματικής Εκπαίδευσης «ΕΘΝΙΚΗ ΕΡΕΥΝΑ ΤΟΜΣΚ ΠΟΛΥΤΕΧΝΙΚΗ
ΠΡΟΓΡΑΜΜΑ ΕΙΣΑΓΩΓΙΚΩΝ ΤΕΣΤ με θέμα «ΤΕΧΝΟΛΟΓΙΑ ΜΗΧΑΝΙΚΩΝ» Εισαγωγή Στόχοι, στόχοι, αντικείμενο του κλάδου, ο ρόλος του και η σχέση του με άλλους κλάδους. Η αξία της πειθαρχίας στο εκπαιδευτικό σύστημα
Η έννοια της «κοινωνικής οικονομίας της αγοράς» περιλαμβάνει τις ακόλουθες διατάξεις: 1) κρατική ρύθμιση σε όλους τους τομείς διαχείρισης. 2) την ευθύνη κάθε εργαζόμενου για τα αποτελέσματα απόδοσης
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ ΚΡΑΤΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΑΝΩΤΕΡΗΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΕΚΠΑΙΔΕΥΣΗΣ «ΣΑΜΑΡΑ ΚΡΑΤΙΚΟ ΑΕΡΟΔΙΑΣΤΗΜΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ με το όνομα του Ακαδημαϊκού Σ.Π. ΒΑΣΙΛΙΣΣΑ
Υπουργείο Παιδείας και Επιστήμης της Ρωσικής Ομοσπονδίας Κρατικό Τεχνικό Πανεπιστήμιο Saratov CAD T-FLEX CAD 10 ΚΑΤΑΣΚΕΥΗ ΚΑΙ ΕΠΙΜΕΛΕΙΑ 2D RAIL ΣΧΕΔΙΟΥ
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ ΑΓΙΑ ΠΕΤΡΟΥΠΟΛΗ ΕΘΝΙΚΟ ΕΡΕΥΝΗΤΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΛΗΡΟΦΟΡΙΚΗΣ, ΜΗΧΑΝΙΚΗΣ ΚΑΙ ΟΠΤΙΚΗΣ ΙΝΣΤΙΤΟΥΤΟ ΨΥΧΟΥ ΚΑΙ ΒΙΟΤΕΧΝΟΛΟΓΙΩΝ L. Μιντσένκο
Θέμα 5. ΕΠΕΞΕΡΓΑΣΙΑ ΠΟΛΥ ΕΡΓΑΛΕΙΩΝ ΤΥΠΩΝ Σκοπός είναι να μελετηθούν οι τεχνολογικές δυνατότητες επεξεργασίας πολλαπλών εργαλείων σε τόρνο πυργίσκου, τα κύρια εξαρτήματα της μηχανής και ο σκοπός τους. απόκτηση
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ Ομοσπονδιακό Κρατικό Εκπαιδευτικό Ίδρυμα Ανώτατης Επαγγελματικής Εκπαίδευσης "ΚΡΑΤΙΚΟ ΤΕΧΝΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ULYANOVSK"
Ομοσπονδιακή Υπηρεσία Εκπαίδευσης Κρατικό Εκπαιδευτικό Ίδρυμα Ανώτατης Επαγγελματικής Εκπαίδευσης Ivanovo State University of Chemistry and Technology PRAKIKUM κατά κλάδο
[ E[M]ECONOMY ] σημαίνει: Εξοικονομήστε χρόνο, χρήμα και χώρο! MAXXMILL 500 5-Axis Vertical Milling Machining Center Το MAXXMILL 500 MAXXMILL 500 ΕΙΝΑΙ ΚΑΘΕΤΗ ΜΗΧΑΝΗΜΑΤΑ ΦΡΕΕΖΑΣ
Επιλογή 1 «Διαλογισμός και μισθοί στην επιχείρηση» Εισαγωγή 1. Θεωρητικό μέρος 1. Πρότυπα εργασίας, μέθοδοι για την καθιέρωσή τους, μελέτη, ανάλυση 1.1. Ο καταλογισμός της εργασίας και τα είδη της 1.2. Καθολικό ωράριο εργασίας
ΜΕΘΟΔΟΛΟΓΙΑ ΑΝΑΠΤΥΞΗΣ ΠΡΟΤΥΠΩΝ Σκοπός του τεστ: να διδάξει στους μαθητές τη μεθοδολογία για την τυποποίηση ασκήσεων στην εκπαίδευση των ασκήσεων πυρός. Για την επίτευξη του στόχου, ο μαθητής πρέπει να ολοκληρώσει και
ΚΡΑΤΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΑΝΩΤΕΡΗΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΕΚΠΑΙΔΕΥΣΗΣ «ΣΑΜΑΡΑ ΚΡΑΤΙΚΟ ΑΕΡΟΔΙΑΣΤΗΜΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ επωνυμίας του ακαδημαϊκού S. P. KOROLEV» ΣΧΕΔΙΑΣΜΟΣ ΤΕΧΝΟΛΟΓΙΚΩΝ ΔΙΑΔΙΚΑΣΙΩΝ
ΥΠΟΥΡΓΕΙΟ ΓΕΩΡΓΙΑΣ ΚΑΙ ΤΡΟΦΙΜΩΝ ΤΗΣ ΔΗΜΟΚΡΑΤΙΑΣ ΤΗΣ ΛΕΥΚΟΡΩΣΙΑΣ ΚΥΡΙΟ ΤΜΗΜΑ ΕΚΠΑΙΔΕΥΣΗΣ, ΕΠΙΣΤΗΜΗΣ ΚΑΙ ΕΚΠΑΙΔΕΥΤΙΚΟΥ ΙΔΡΥΜΑΤΟΣ ΠΡΟΣΩΠΙΚΟΥ "ΚΡΑΤΙΚΗ ΑΓΡΟΤΙΚΗ ΑΚΑΔΗΜΙΑ ΛΕΥΚΑΡΩΣΙΑΣ" Τμήμα
B A C A L A V R I A T V.P. Pashuto Οργάνωση, ρύθμιση και αμοιβή εργασίας στην επιχείρηση εκπαιδευτικό και πρακτικό εγχειρίδιο KnorS Moscow 2017 UDC 331(075.8) LBC 65.24ya73 P22 Κριτές: V.I. Demidov, επικεφαλής
1. Βιδωτός τόρνος 16K20. περιστροφή ατράκτου. Σχεδιάστε ένα μπλοκ διάγραμμα του μηχανήματος όταν χρησιμοποιείτε μια βίδα. 2. Ελέγξτε το σχέδιο σε σχέση με το συνημμένο σχέδιο. 3. Ποιες είναι οι μέθοδοι διαμόρφωσης
UDC 62191302: 6219025 ΠΡΟΣΔΙΟΡΙΣΜΟΣ ΣΥΝΘΗΚΩΝ ΟΡΘΟΛΟΓΙΚΗΣ ΚΟΠΗΣ ΟΤΑΝ ΦΡΕΖΕΤΕ ΓΡΑΝΑΖΙ ΜΕ ΚΟΦΤΕΣ ΜΗ ΓΡΑΝΑΖΙΩΝ VA Khomenko, PO Cherdantsev, AO Cherdantsev Μια τεχνική για τον προσδιορισμό της ορθολογικής
Ρωσική Κρατική Βιβλιοθήκη Κατάταξη της εργασίας στη βιβλιοθήκη Μεθοδολογικές συστάσεις Μόσχα "Pashkov Dom" 2013 "-7T 1osUDarstpb" ntgg77 ~ u;.1,;ac ~ επιστημονική βιβλιοθήκη """ της επικράτειας Krasnoyarsk M ^ 1US [_
2 ΚΕΝΤΡΟ ΟΡΙΖΟΝΤΙΑΣ ΜΗΧΑΝΗΣΗΣ ΠΑΛΕΤΩΝ H3 ΤΕΧΝΙΚΕΣ ΠΡΟΔΙΑΓΡΑΦΕΣ ΤΕΧΝΙΚΕΣ ΠΡΟΔΙΑΓΡΑΦΕΣ ΕΞΟΠΛΙΣΜΟΣ Διαδρομή άξονα Χ, mm 460 διαδρομή άξονα Υ, mm 350 διαδρομή άξονα Ζ, mm
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ FGBOU VPO URAL State Forest Engineering UNIVERSITY Τμήμα εργαλειομηχανών και εργαλειομηχανών I.T. Glebov ΕΞΟΠΛΙΣΜΟΣ ΤΗΣ ΒΙΟΜΗΧΑΝΙΑΣ Έλεγχος της ακρίβειας της μηχανής πάχυνσης
ΥΠΟΥΡΓΕΙΟ ΓΕΝΙΚΗΣ ΚΑΙ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΠΑΙΔΕΙΑΣ ΤΗΣ ΠΕΡΙΦΕΡΕΙΑΣ SVERDLOVSK
2013 ΕΠΙΣΤΗΜΟΝΙΚΟ ΔΕΛΤΙΟ MSTU GA 190 STEPANENKO Άρθρο που παρουσίασε ο Διδάκτωρ Οικονομικών Επιστημών, καθηγητής Artamonov
Ανάθεση στην εργασία ελέγχου Είναι απαραίτητο να επιλύσετε τις ακόλουθες εργασίες σύμφωνα με τις επιλογές: 1. Προσδιορίστε την ένταση εργασίας ανά μονάδα προϊόντος, εάν ο όγκος παραγωγής ανήλθε σε .. τεμ. Γενικό κόστος εργασίας. pers.
ΠΡΑΞΗ ΤΗΣ ΟΡΓΑΝΩΣΗΣ ΚΑΝΟΝΙΣΜΟΥ ΕΡΓΑΣΙΑΣ 13 UDC 349.22 ΕΛΕΓΧΟΣ ΤΟΥ ΣΥΣΤΗΜΑΤΟΣ ΚΑΝΟΝΙΣΜΟΥ ΕΡΓΑΣΙΑΣ ΣΤΗΝ ΕΠΙΧΕΙΡΗΣΗ AL Zhukov, Διδάκτωρ Οικονομικών Επιστημών. Επιστημών, Καθηγητής Ακαδημίας Εργασίας και Κοινωνικών Σχέσεων, e-mail: [email προστατευμένο]
1. Στόχοι και στόχοι του κλάδου 1.1. Ο σκοπός, οι στόχοι του κλάδου, η θέση του στην προετοιμασία ενός πτυχιούχου, ενός ειδικού (λαμβάνοντας υπόψη τις απαιτήσεις των Ομοσπονδιακών Εκπαιδευτικών Προτύπων του Κράτους) Ο σκοπός της μελέτης του κλάδου είναι να διδάξει τους μαθητές να αποδέχονται επιστημονικά ορθά
Α.Α. Nosenko ΜΕΘΟΔΟΛΟΓΙΚΕΣ ΟΔΗΓΙΕΣ ΣΧΕΤΙΚΑ ΜΕ ΤΗ ΜΕΛΕΤΗ ΣΚΟΠΙΜΟΤΗΤΑΣ ΕΡΓΑΛΕΙΩΝ ΛΟΓΙΣΜΙΚΟΥ (PS) (Εκτελείται σύμφωνα με τη μεθοδολογία του V.A. Palitsyn "Μελέτη σκοπιμότητας έργων αποφοίτησης",
ΑΝΟΙΚΤΗ ΜΕΤΟΧΙΚΗ ΕΤΑΙΡΕΙΑ «ΟΜΟΣΠΟΝΔΙΑΚΗ ΕΤΑΙΡΙΑ ΔΙΚΤΥΟΥ ΤΟΥ ΕΝΙΑΙΟΥ ΕΝΕΡΓΕΙΑΚΟΥ ΣΥΣΤΗΜΑΤΟΣ» ΟΡΓΑΝΙΣΜΟΣ STANDARD JSC FGC UES STO 56947007-29.240.128-2012 Οδηγίες για την ανάπτυξη και θέση σε λειτουργία
Χειριστής εργαλειομηχανών με έλεγχο προγράμματος (SPU) Τι κάνει ο «Χειριστής SPU»; Εργασίες σε σύγχρονες εργαλειομηχανές με έλεγχο προγράμματος - Συνθέτει μέρος προγράμματος σε υπολογιστή - Εισέρχεται
Κινηματική του κιβωτίου ταχυτήτων: Οδηγίες. / Σύνθ. Kondratyeva N.M., Kondratyuk A.A. Tomsk: Publishing House of the Tomsk University of Architecture and Civil Engineering, 2004. - 21 p. Κριτής καθ. V.D. Εκδότης Rudnev
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ Κρατικό Ηλεκτροτεχνικό Πανεπιστήμιο Αγίας Πετρούπολης "LETI"
Το πρόγραμμα για τη σταδιακή βελτίωση του μισθολογικού συστήματος στα κρατικά (δημοτικά) ιδρύματα για την περίοδο 2012-2018 (Διάταγμα της Κυβέρνησης της Ρωσικής Ομοσπονδίας της 26ης Νοεμβρίου 2012 2190-r) Στάδιο 1 Βελτίωση
Εγχειρίδιο χρήστη 1 1 5 2 1-φωτογραφία της διαδικασίας προσαρμογής. 2-κείμενο που εξηγεί τη δράση στη φωτογραφία. 3-χρόνος που διατίθεται για την εκτέλεση αυτής της ενέργειας. 4-συνολικός χρόνος εγκατάστασης από την έναρξη της εγκατάστασης
ΡΩΣΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΦΙΛΙΑΣ ΤΩΝ ΛΑΩΝ ΜΗΧΑΝΙΚΗ ΣΧΟΛΗ
5 Κέντρα Κατακόρυφης Κατεργασίας Άξονα FU-650 FU-800 που σας εξυπηρετούν από το 1990
ΟΜΟΣΠΟΝΔΙΑΚΟ ΚΡΑΤΙΚΟ ΠΡΟΫΠΟΛΟΓΙΣΜΟ ΕΚΠΑΙΔΕΥΤΙΚΟ Ίδρυμα Ανώτατης ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΕΚΠΑΙΔΕΥΣΗΣ "UDMURT State UNIVERSITY" Ινστιτούτο Πολιτικής Άμυνας Τμήμα Γενικών Μηχανικών
Υψηλότερη αξιοπιστία στο βαθύ διαχωρισμό Οι απαιτήσεις προτεραιότητας για το βαθύ διαχωρισμό εντοπίστηκαν σε πρώιμο στάδιο στην ανάπτυξη μιας νέας ιδέας με εκτεταμένη βιομηχανική ενοποίηση: αξιοπιστία διαδικασίας
ΠΕΡΙΛΗΨΗ ΠΡΟΓΡΑΜΜΑΤΩΝ ΕΡΓΑΣΙΑΣ ΤΩΝ ΕΚΠΑΙΔΕΥΤΙΚΩΝ ΚΕΙΔΩΝ Σχολιασμός μαθημάτων κατάρτισης, θεμάτων, κλάδων (ενοτήτων), πρακτικών Σχολιασμός του κλάδου "Εισαγωγή στην κατεύθυνση" Η συνολική ένταση εργασίας του κλάδου είναι 2 μονάδες
8.1 Βελτιστοποίηση της κατανάλωσης χρόνου εργασίας των διαχειριστών λογαριασμών μιας εταιρείας logistics 8.1 Περιοδικά, οι επιχειρήσεις στον κλάδο της εφοδιαστικής και των μεταφορών αντιμετωπίζουν το πρόβλημα της αύξησης του χρόνου παράδοσης
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΟΥ ΡΩΣΙΚΟΥ ΚΡΑΤΙΚΟΥ ΕΚΠΑΙΔΕΥΤΙΚΟΥ ΙΔΡΥΜΑΤΟΣ ΑΝΩΤΕΡΗΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΕΚΠΑΙΔΕΥΣΗΣ "TYUMEN STATE OIL AND GAS UNIVERSITY" ΙΝΣΤΙΤΟΥΤΟ ΒΙΟΜΗΧΑΝΙΚΩΝ ΤΕΧΝΟΛΟΓΙΩΝ
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ ΟΜΟΣΠΟΝΔΙΑΚΟ ΚΡΑΤΙΚΟ ΑΥΤΟΝΟΜΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΑΝΩΤΕΡΗΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΕΚΠΑΙΔΕΥΣΗΣ
Υπουργείο Παιδείας και Επιστημών της Ρωσικής Ομοσπονδίας Syktyvkar Forest Institute (παράρτημα) του Ομοσπονδιακού Κρατικού Προϋπολογισμού Εκπαιδευτικού Ιδρύματος Ανώτατης Επαγγελματικής Εκπαίδευσης «St.
ΥΠΟΥΡΓΕΙΟ ΕΠΙΣΤΗΜΗΣ ΚΑΙ ΠΑΙΔΕΙΑΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ Κρατικό Τεχνολογικό Πανεπιστήμιο Kostroma Ινστιτούτο Διοίκησης, Οικονομίας και Οικονομικών Τμήμα Οικονομικών και Διοίκησης Αντιπρόεδρος Dudyashova, T.I.
ΥΨΗΛΗΣ ΤΑΧΥΤΗΤΑΣ ΠΟΛΛΑΠΛΕΣ ΧΡΗΣΕΙΣ ΔΙΠΛΕΣ ΣΤΗΛΕΣ ΙΣΧΥΡΗ ΚΟΠΗ Χρησιμοποιείται για υλικά υψηλής αντοχής. Με άξονα υψηλής ροπής (η μέγιστη ροπή μπορεί να φτάσει τα 900
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ ΤΗΣ ΡΩΣΙΚΗΣ ΟΜΟΣΠΟΝΔΙΑΣ Ομοσπονδιακή Υπηρεσία για την Εκπαίδευση ΚΡΑΤΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΟΥΡΓΚΑΝ Τμήμα Τεχνολογία μηχανολογίας ΤΕΧΝΟΛΟΓΙΑ ΑΥΤΟΜΑΤΗΣ ΠΑΡΑΓΩΓΗΣ
Υπουργείο Παιδείας και Επιστημών της Ρωσικής Ομοσπονδίας ομοσπονδιακό κρατικό αυτόνομο εκπαιδευτικό ίδρυμα ανώτερη εκπαίδευση"ΕΘΝΙΚΟ ΕΡΕΥΝΗΤΙΚΟ ΠΟΛΥΤΕΧΝΕΙΟ ΤΟΜΣΚ"
Ι.Α. YANKINA ΧΡΗΜΑ, ΠΙΣΤΩΣΗ, ΤΡΑΠΕΖΕΣ. ΕΡΓΑΣΤΗΡΙΟ Συνιστάται από το UMO for Education in Finance, Accounting and the World Economy ως εγχειρίδιο για φοιτητές που ειδικεύονται στα Χρηματοοικονομικά και την Πιστωτική
UDC 621.753.1 S. N. Borisov, A. S. Evseeva, A. P. Tremasov
Συγκριτική μελέτη ακρίβειας οπών σε εξαρτήματα από γκρι χυτοσίδηρο κατά τη διάτρηση με δόνηση (μέρος 2) # 11, Νοεμβρίου 2014 AI Soloviev, Sh. I. Dzhafarova UDC: 621.952.2 Ρωσία, MSTU im. Ν.Ε.
ΤΕΧΝΟΛΟΓΙΑ ΔΟΜΙΚΩΝ ΥΛΙΚΩΝ Κατευθυντήριες γραμμές και εργασίες ελέγχου στους κλάδους «Τεχνολογία δομικών υλικών», «Επιστήμη υλικών. Τεχνολογία Δομικών Υλικών» για μαθητές
Ομοσπονδιακή Υπηρεσία Εκπαίδευσης Κρατικό Πανεπιστήμιο Αρχιτεκτονικής και Πολιτικής Μηχανικής Tomsk Βασικές αρχές της τεχνολογίας παραγωγής και επισκευής αυτοκινήτων Οδηγίες για αυτοδιδασκαλία
Καταχώριση τεχνολογικής τεκμηρίωσης 1. Τύποι και πληρότητα τεχνολογικών εγγράφων 1.1. Τύποι περιγραφής TP Το περιεχόμενο της αναπτυγμένης τεχνολογικής διαδικασίας καταγράφεται με ποικίλους βαθμούς λεπτομέρειας
UDC 621.9.048 UDC 621.9-1/-9 Οι κύριες κατευθύνσεις για τη μείωση της έντασης εργασίας των κατασκευαστικών εξαρτημάτων και συγκροτημάτων στη μηχανική παραγωγή της Pluton OJSC Yu. V. Polyakov, V. I. Larin Pluton OJSC Αύξηση
PI 46 r Πληροφορίες προϊόντος Άξονας κινητήρα με περιστρεφόμενη σειρά Type 0.5.052.0.. 2008-03-13 Περιεχόμενα Χαρακτηριστικά...4 Τεχνικά δεδομένα... 10 Παραδείγματα μηχανικής... 12 Παραδείγματα σχεδίασης...
ΑΝΑΠΤΥΞΗ ΠΡΟΓΡΑΜΜΑΤΩΝ ΕΛΕΓΧΟΥ ΓΙΑ ΜΗΧΑΝΗΜΑΤΑ CNC ΣΕ CAD T FLEX CNC
ΚΡΑΤΙΚΟ ΠΟΛΥΤΕΧΝΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΑΥΤΟΚΙΝΗΤΟΥ ΚΑΙ ΟΔΩΝ ΜΟΣΧΑΣ (MADI) Sinelnikov, A.Yu. KONOPLIN ΜΕΘΟΔΟΛΟΓΙΚΕΣ ΟΔΗΓΙΕΣ για εργαστηριακές εργασίες επισκευής μπλοκ και χιτώνων κυλίνδρων μηχανικών
Υπουργείο Παιδείας και Επιστημών της Ρωσικής Ομοσπονδίας Ομοσπονδιακό Κρατικό Εκπαιδευτικό Ίδρυμα Ανώτατης Επαγγελματικής Εκπαίδευσης "Κρατικό Τεχνικό Πανεπιστήμιο του Βόλγκογκραντ"